催化裂化轻循环油生产轻质芳烃的分子水平研究
2014-09-07毛安国龚剑洪
毛安国,龚剑洪
(中国石化石油化工科学研究院,北京 100083)
催化裂化轻循环油生产轻质芳烃的分子水平研究
毛安国,龚剑洪
(中国石化石油化工科学研究院,北京 100083)
从分子水平研究了催化裂化轻循环油(LCO)经加氢处理后进行催化裂化生成苯、甲苯、二甲苯和乙苯等轻质芳烃(BTXE)的反应规律。认为加氢LCO中重质单环芳烃(包括烷基苯和环烃基苯)的含量及催化裂化反应条件是影响轻质芳烃产率的关键,适宜的加氢处理深度(加氢LCO氢质量分数为11.00%)、催化裂化较高的反应温度(大于550 ℃)和较大的剂油比(大于8)有利于生产轻质芳烃。在实验条件范围内,LCO中环烃基苯的表观裂化反应比例大于73.4%,表观缩合反应比例小于14.7%,且高温有利于LCO中环烃基苯的裂化反应。加氢LCO经催化裂化反应生成轻质芳烃的单程产率可达14.3%,约占催化裂化产物中单环芳烃总量的13。
催化裂化 轻循环油 轻质芳烃 分子水平
轻质芳烃(BTXE)包括苯、甲苯、二甲苯和乙苯,是重要的石油化工原料,主要来自以石脑油为原料的催化重整和蒸汽裂解工艺过程。由于石脑油原料紧缺,致使轻质芳烃存在较大的市场缺口[1]。催化裂化轻循环油(LCO)是催化裂化的重要副产物,数量大,富含芳烃,尤其是多环芳烃,属于劣质柴油馏分[2-3]。自2015年1月起中国将要实施国Ⅳ排放标准,要求车用柴油中多环芳烃质量分数不大于11%,LCO作为柴油调合组分受到较大限制。但LCO中的单环芳烃具有可裂化性,是催化裂化生产轻质芳烃的理想组分[4-7],而LCO中的多环芳烃在加氢处理条件下比较容易饱和为单环芳烃[8]。因此,LCO是生产轻质芳烃的潜在且廉价的资源,通过加氢处理-催化裂化技术路线生产轻质芳烃具有重要的研究价值。
1 LCO生产轻质芳烃的技术构思
LCO的烃类组成包括链烷烃、环烷烃(含少量烯烃)和芳烃,随催化裂化原料油不同和操作苛刻度不同,LCO的烃类组成差异较大,但芳烃均为其主要组分,通常质量分数大于70%,有的甚至达到90%左右,其余为链烷烃和环烷烃。表1为4种典型LCO的烃类组成。在芳烃中单环芳烃包括烷基苯、茚满类、四氢萘类和茚类,约占芳烃总量的1/3;多环芳烃包括萘类、苊类、苊烯类、菲类和蒽类等,约占芳烃总量的2/3,难以直接通过催化裂化过程生产轻质芳烃。
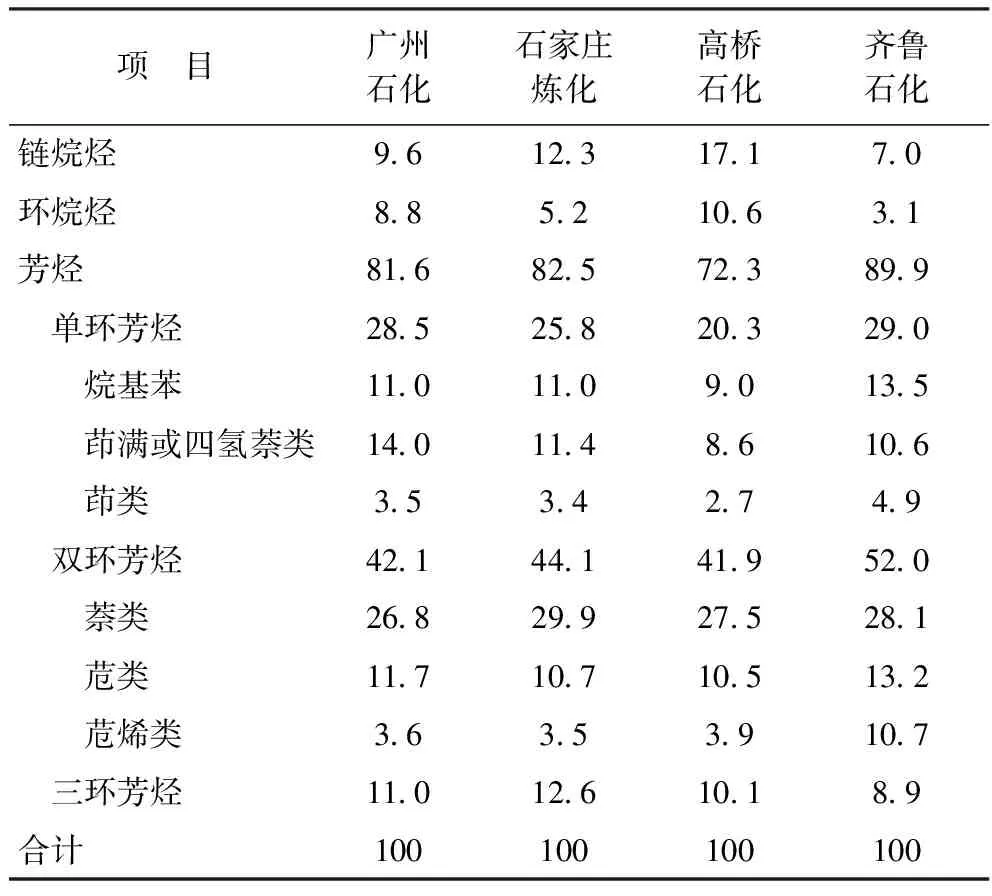
表1 典型LCO的烃类组成 w,%
由表1可见,LCO中的双环芳烃含量最高,属于其典型组分,也是影响催化裂化生产轻质芳烃的关键组分。在催化裂化反应条件下,多环芳烃难以开环裂化为轻质芳烃[4,7],而在加氢处理条件下,多环芳烃比较容易饱和为烷基苯和环烃基苯(茚满类、四氢萘类和茚类)等重质单环芳烃[8]。此类重质单环芳烃是催化裂化生产轻质芳烃的潜在组分,在催化裂化条件下能够裂化为轻质芳烃,图1为多环芳烃生成轻质芳烃的技术构思。
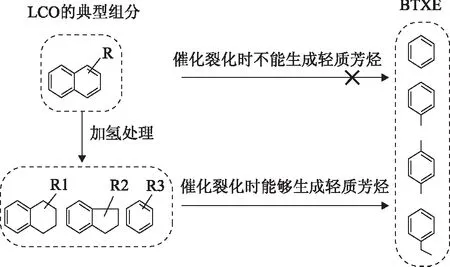
图1 多环芳烃生成轻质芳烃的技术构思
2 加氢处理深度对LCO性质的影响
LCO经加氢处理后可使多环芳烃选择性饱和为重质单环芳烃,表2是典型LCO及经不同深度加氢处理LCO的主要性质。由表2可见:LCO经适度加氢处理后,链烷烃和环烷烃质量分数分别增加2.2百分点和9.9百分点,芳烃质量分数降低12.1百分点;芳烃中的多环芳烃质量分数减少39.7百分点,而单环芳烃质量分数增加27.6百分点,占多环芳烃减少量的69.5%,说明LCO中约70%的多环芳烃经适度加氢处理后转化为单环芳烃。适度加氢LCO中单环芳烃质量分数由加氢处理前的28.5%增加到加氢后的56.1%,其中环烃基苯质量分数由12.5%增至38.7%。但LCO经深度加氢处理后,芳烃含量大幅度降低,而链烷烃和环烷烃含量显著提高;单环芳烃质量分数仅为32.0%,只有适度加氢LCO中单环芳烃总量的57%。
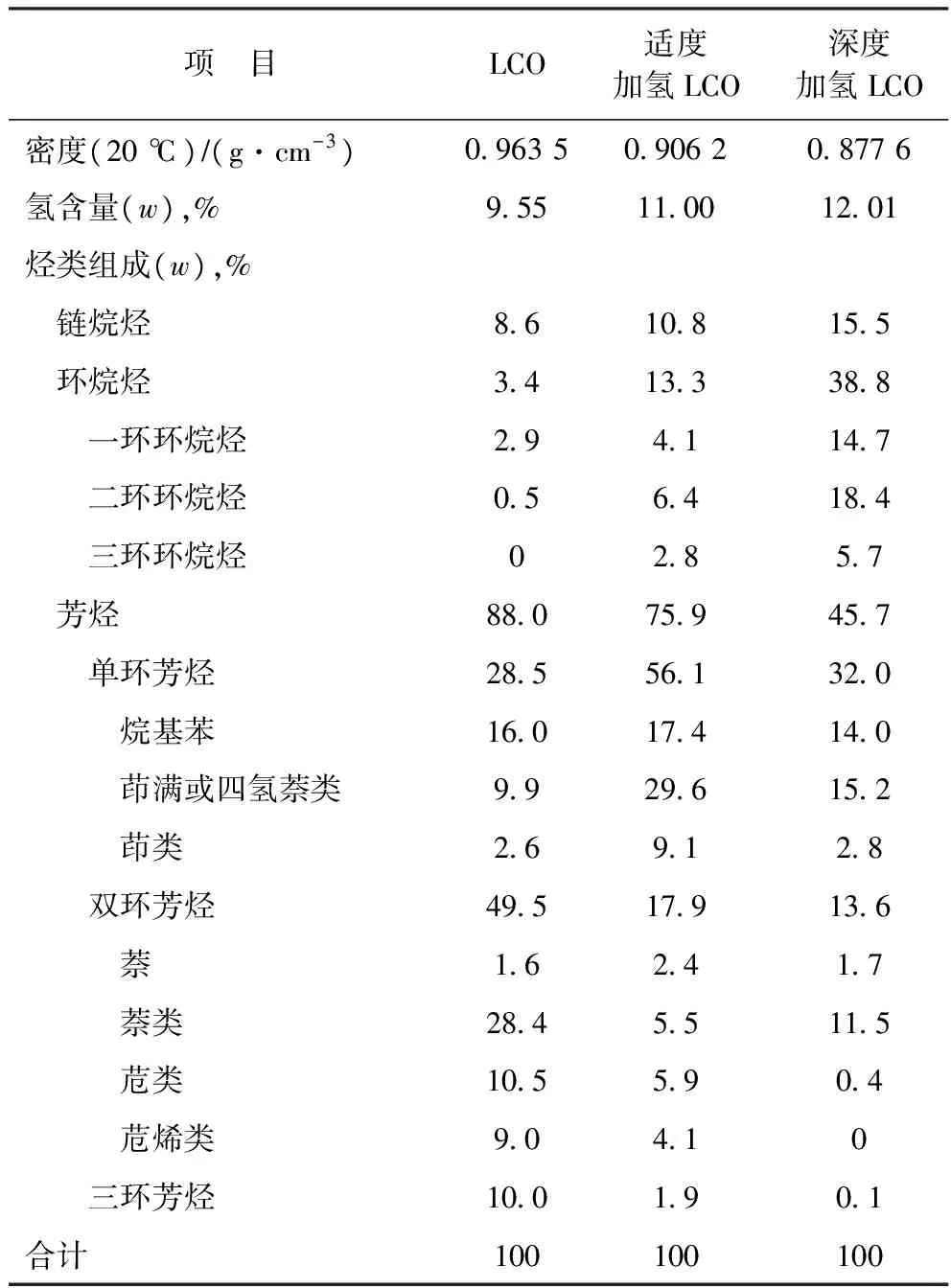
表2 LCO及不同深度加氢处理LCO的主要性质
3 催化裂化生产轻质芳烃的研究
在催化裂化中型试验装置上,采用专用催化剂,对适度加氢处理后的LCO通过催化裂化生产轻质芳烃的反应规律进行考察。在反应温度为530 ℃、剂油质量比为8的条件下进行适度加氢LCO的催化裂化反应,结果见表3和表4。由表3可见,产物分布与常规催化裂化结果相似,表观转化率为71.5%,C6~C8轻质芳烃的单程产率达到13.0%。
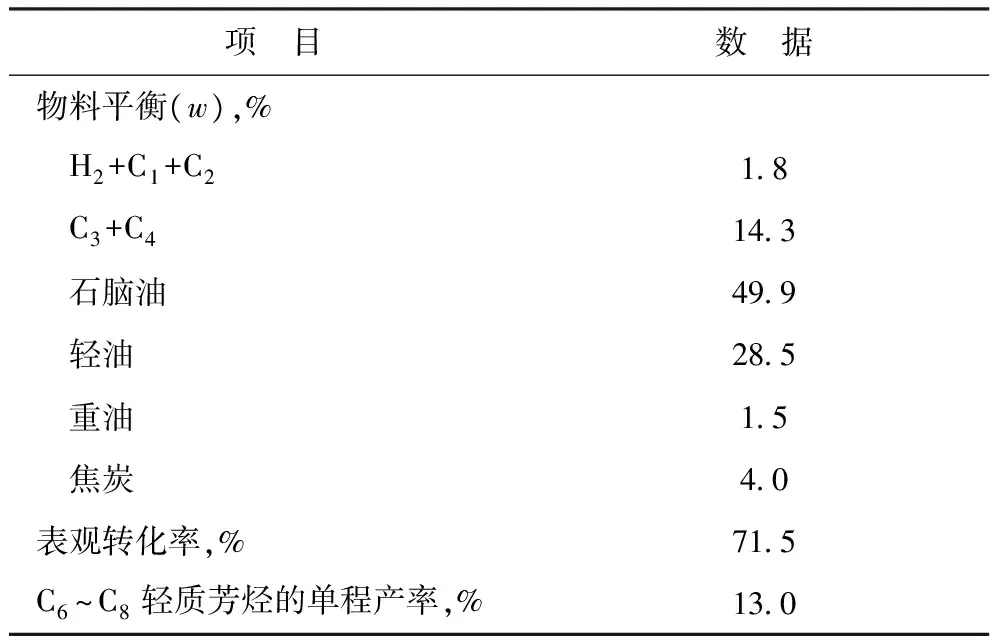
表3 适度加氢LCO的催化裂化反应结果

表4 催化裂化液体产物的烃类组成 w,%
由表4可见:石脑油馏分中链烷烃、烯烃、环烷烃、芳烃的质量分数分别为19.5%,7.3%,8.2%,65.0%;轻油馏分中芳烃质量分数达到95.6%,其余为链烷烃和环烷烃(含少量烯烃);重油馏分中芳烃(包括1~6环的芳烃)质量分数为73.1%,环烷烃(包括1~6环的环烷烃和少量烯烃)质量分数为25.3%,链烷烃质量分数仅为1.6%。
3.1 加氢处理深度的影响
将适度加氢LCO与深度加氢LCO进行催化裂化反应,考察不同加氢深度LCO的催化裂化反应性能和轻质芳烃产率。不同加氢深度LCO在反应温度为550 ℃和剂油质量比为 8时的催化裂化反应结果见表5。由表5可见:当控制加氢LCO的氢质量分数为11.00%时,催化裂化生产轻质芳烃的产率达到13.1%。而当加氢LCO的氢质量分数增加1.01百分点,达到12.01%时,相同催化裂化条件下的轻质芳烃产率降至11.6%,表明适宜的加氢深度对LCO催化裂化生产轻质芳烃是有利的;与适度加氢LCO相比,深度加氢LCO经催化裂化反应后生成了较多的链状烃和环烷烃以及较少的单环芳烃和多环芳烃(含焦炭),单环芳烃和多环芳烃质量分数分别减少4.6百分点和6.2百分点。由表5和表2可见,适度加氢LCO的催化裂化产物中芳烃总量降低而深度加氢LCO的催化裂化产物中芳烃总量增加,说明深度加氢LCO在催化裂化反应过程中芳构化反应较多,使芳烃总量增加,而适度加氢LCO的芳构化反应较少,芳烃总量降低,加氢LCO中环烷烃的氢转移反应是催化裂化过程中芳烃增加的主要原因。因此,控制LCO的加氢深度,避免生成过多的环烷烃,确保单环芳烃含量,既有利于催化裂化反应生产轻质芳烃又能降低加氢处理过程的氢耗和生产成本。
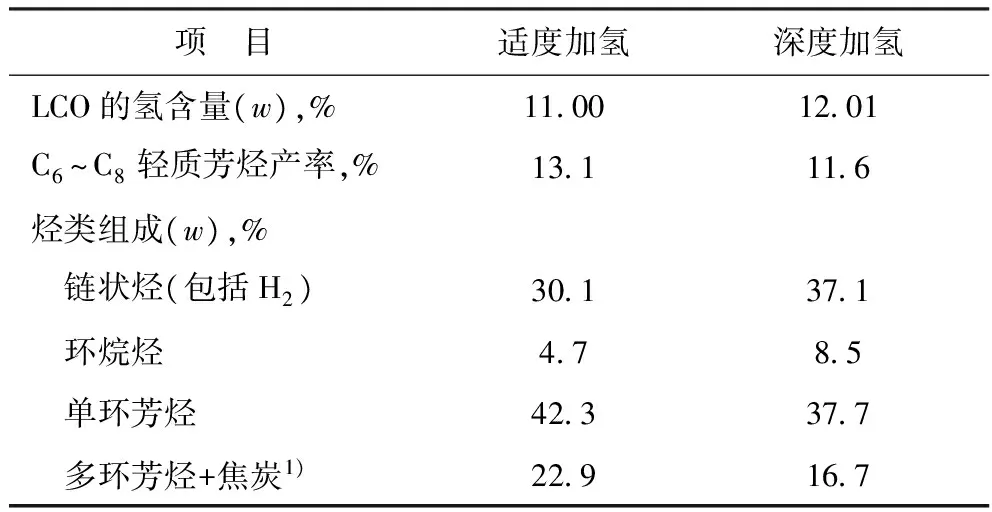
表5 LCO加氢深度对催化裂化反应性能的影响
1) 焦炭记作多环芳烃。表6、表7同。
3.2 反应温度的影响
固定剂油质量比为8,考察催化裂化反应温度对适度加氢LCO生产轻质芳烃的影响,结果见表6。由表6可见:当反应温度由530 ℃升高到580 ℃,轻质芳烃产率由13.0%增至14.3%,说明提高催化裂化反应温度有利于加氢LCO生成轻质芳烃;多环芳烃产率随反应温度升高而降低;单环芳烃产率随反应温度的升高先增加后降低;环烷烃含量随反应温度的升高呈降低趋势,说明环烷烃在催化裂化条件下通过裂化反应生成链状烃和氢转移反应生成芳烃,且高温对环烷烃裂化反应起到强化作用。因此,提高反应温度有利于重质单环芳烃和环烷烃的裂化反应。
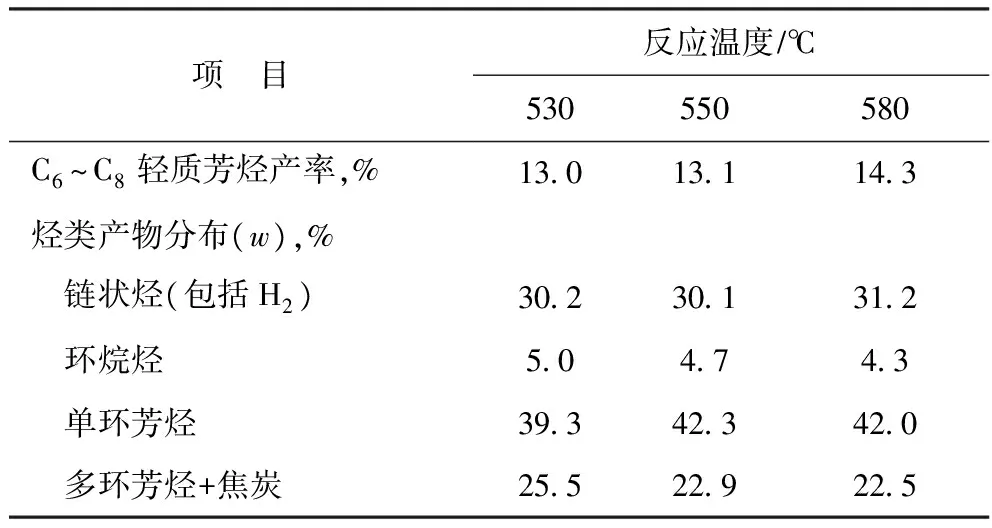
表6 催化裂化反应温度对烃类产物分布的影响
3.3 剂油比的影响
在催化裂化反应温度为550 ℃时,考察剂油比对加氢LCO催化裂化生产轻质芳烃的影响,结果见表7。由表7可见:当剂油质量比由6增加到10时,催化裂化产物中轻质芳烃质量分数由11.6%增至13.7%,说明提高剂油比有利于重质单环芳烃的轻质化;剂油比的增加对环烷烃的裂化和氢转移反应均有利,使环烷烃产率明显降低;单环芳烃产率变化不明显;多环芳烃产率随剂油比的增加呈先降后升的变化趋势。以上结果说明,剂油比过高时,虽然可获得较多的轻质芳烃,但缩合反应和氢转移反应受剂油比的影响比裂化反应更大。
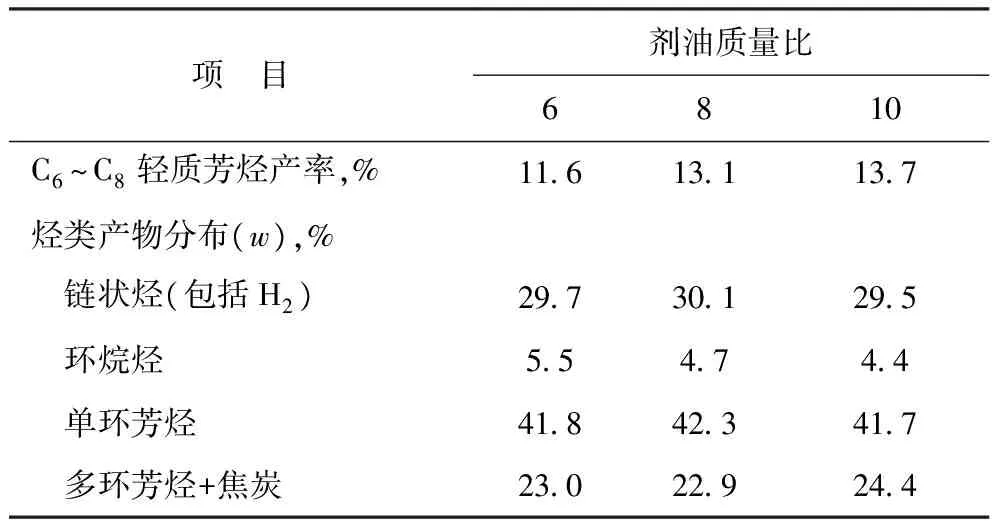
表7 催化裂化剂油比对烃类产物分布的影响
综上所述,适宜的LCO加氢深度、催化裂化采用高反应温度和大剂油比有利于LCO生产轻质芳烃,高温和适宜的剂油比有利于重质单环芳烃的裂化反应。
4 催化裂化反应的分子水平分析
表8为适度加氢LCO在催化裂化反应温度530 ℃,剂油质量比8时产物的烃类分布。由表8可见:加氢LCO经催化裂化反应后,链状烃(含少量H2)质量分数增加19.4百分点,主要来自大分子环烷烃的裂化和芳烃侧链的断裂反应;环烷烃通过裂化反应生成小分子烯烃以及氢转移反应生成芳烃,使其质量分数降低8.3百分点;由于长侧链芳烃转化为短侧链芳烃和芳烃的缩合直至生焦,使芳烃质量分数减少11.1百分点;芳烃中苯和烷基苯质量分数增加17.3百分点,而环烃基苯的质量分数降低34.1百分点,多环芳烃质量分数增加5.7百分点。环烃基苯和环烷烃的减少量与链状烃、苯、烷基苯和多环芳烃的增加量相同,加氢LCO中环烃基苯主要发生裂化反应转化为苯和烷基苯,而通过缩合反应生成多环芳烃的量较少。

表8 适度加氢LCO及其催化裂化产物的烃类分布 w,%
加氢LCO中重质单环芳烃(包括烷基苯和环烃基苯)是催化裂化生产轻质芳烃的关键组分。假定在催化裂化过程中生成的多环芳烃仅来自环烃基苯的缩合反应,则环烃基苯对缩合反应和裂化反应的表观反应结果见表9和表10。由表9可见:在不同反应温度下,加氢LCO(环烃基苯质量分数为38.7%,多环芳烃质量分数为19.8%)的催化裂化反应产物中多环芳烃质量分数为22.5%~25.5%,表明在催化裂化反应过程中,多环芳烃的表观生成量为2.7~5.7百分点,即环烃基苯生成多环芳烃的表观反应比例为7.0%~14.7%;在催化裂化反应过程中,表观未转化的环烃基苯质量分数为4.6%~5.3%,环烃基苯的表观未转化比例为11.9%~13.7%,表观裂化反应比例为73.4%~80.9%;在较低的反应温度下,由于裂化反应和氢转移反应的共同作用,环烃基苯的表观转化率较高,达到88.1%,但表观裂化反应选择性较低,为83.3%;随着反应温度提高,裂化反应的表观选择性呈增加趋势,说明提高反应温度对裂化反应比对缩合反应更敏感。由表10可见,在不同剂油比条件下,随剂油比的增加,环烃基苯的表观转化率逐渐增加,但裂化反应的选择性先小幅增加后大幅降低,说明提高剂油比对环烃基苯的缩合反应比对裂化反应有利。因此,为提高裂化反应的选择性应控制适宜的剂油比。
如果考虑环烷烃和烷基苯等烃类发生氢转移和缩合反应对生成多环芳烃的贡献,则环烃基苯生成多环芳烃的实际比例将减小,而发生裂化反应的比例会增加。因此,在实验条件范围内,环烃基苯发生表观缩合反应比例小于14.7%,表观裂化反应比例大于73.4%。
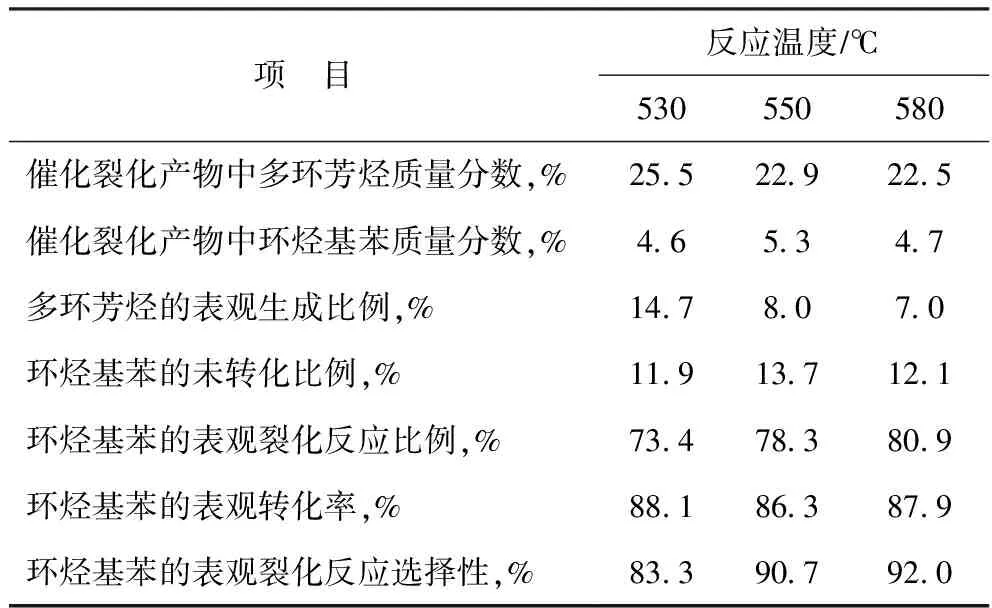
表9 不同反应温度下环烃基苯的表观反应结果
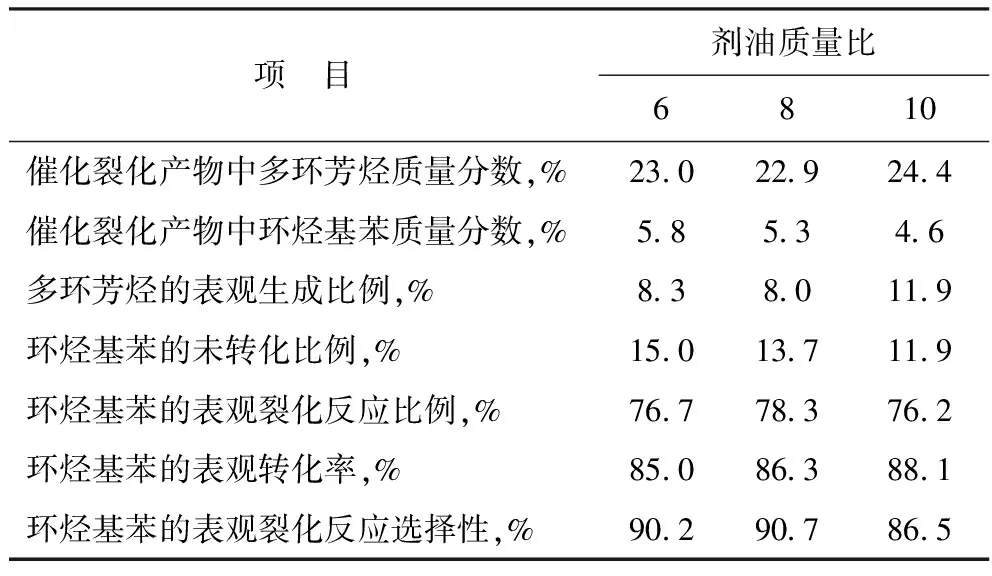
表10 不同剂油比下环烃基苯的表观反应结果
由表8可见,加氢LCO催化裂化产物中单环芳烃的质量分数为39.3%。图2为相同催化裂化反应剂油比、不同反应温度下的单环芳烃碳数分布,图3为相同催化裂化反应温度、不同剂油比下的单环芳烃碳数分布。由图2和图3可见:高反应温度和大剂油比有利于提高轻质芳烃在单环芳烃中的比例,轻质芳烃约占单环芳烃总量的1/3,其余为C9及C9以上的重质单环芳烃;加氢LCO催化裂化产物中单环芳烃主要集中在C7~C10之间,约占单环芳烃总量的70%,不同操作条件下,单环芳烃碳数的分布规律相似。由此可见,在强化重质单环芳烃的转化深度和提高轻质芳烃的产率方面,催化裂化工艺和配套催化剂具有较大的研究空间。

图2 不同反应温度下的单环芳烃碳数分布反应温度/℃: ■—530; ■—550; ■—580

图3 不同剂油比下的单环芳烃碳数分布剂油质量比: ■—6; ■—8; ■—10
为了提高轻质芳烃产率,通过催化裂化循环转化重质单环芳烃是一条有效的途径。C9以上重质单环芳烃的沸点集中在150~270 ℃之间,结合催化裂化LCO中芳烃沸点的分布规律[7],可将催化裂化产物中富含重质单环芳烃的150~250 ℃馏分直接进行循环催化裂化反应,约占加氢LCO总量的29%;而大于250 ℃的富含多环芳烃的轻油馏分可进行循环加氢处理,约占加氢LCO总量的15%,即催化裂化的循环比约为44%,加氢处理的循环比约为15%,以便获取更多的轻质芳烃。
5 结束语
催化裂化LCO的产率通常大于20%,过去主要用作车用柴油的调合组分,约占柴油池的30%,随着国Ⅳ排放标准的实施,LCO的出路和经济利用遇到困难。通过加氢处理和催化裂化技术组合,可为劣质LCO生产高价值轻质芳烃提供一条经济、有效的加工技术路线,既可解决大量劣质LCO的出路,又可弥补轻质芳烃的短缺,具有重要的开发利用价值。
[1] 金涌,周禹成,胡山鹰.低碳理念指导的煤化工产业发展探讨[J].化工学报,2012,63(1):3-8
[2] 黄新露,曾榕辉.催化裂化柴油加工方案的探讨[J].中外能源,2012,17(7):75-80
[3] 侯祥麟.中国炼油技术[M].北京:中国石化出版社,2001:117
[4] 陈俊武,曹汉昌.催化裂化工艺与工程[M].北京:中国石化出版社,1995:130-136
[5] 杨哲,宗士猛,龙军.四氢萘微观结构的量子化学研究[J].计算机与应用化学,2012,29(4):465-468
[6] 唐津莲,许友好,汪燮卿,等.四氢萘在分子筛催化剂上环烷环开环反应的研究[J].石油炼制与化工,2012,43(1):20-25
[7] 徐先荣,毛安国.催化裂化柴油轻重馏分的裂化性能研究[J].炼油技术与工程,2007,37(6):1-5
[8] 李大东.加氢处理工艺与工程[M].北京:中国石化出版社,2004:119-129
MOLECULAR-BASED STUDY ON FCC LCO TO LIGHT AROMATICS
Mao Anguo, Gong Jianhong
(ResearchInstituteofPetroleumProcessing,SINOPEC,Beijing100083)
The reaction rule on production of light aromatics (BTXE) of benzene, toluene, xylene and ethylbenzene from hydrotreated LCO by FCC process is studied on molecular level. The results show that the content of heavy monocyclic aromatics in hydrotreated LCO and FCC reaction conditions are the key factors which influence the yield of BTXE and that the optimal reaction conditions for converting LCO to light aromatics are: moderate hydrotreating severity (hydrogen content 11.00% in hydrotreated LCO), high reaction temperature (over 550 ℃) and middle ratio of catalyst to oil (more than 8) of FCC process. In the range of experimental conditions, the proportion of the apparent cracking reaction of monocyclic aromatic hydrocarbons in hydrotreated LCO is above 73.4%, the condensation reaction is less than 14.7%, and the rest is unconverted monocyclic aromatics. Increasing FCC reaction temperature is favorable for monocyclic aromatics cracking. The once-through yield of light aromatics reaches 14.3% under experimental conditions, about 1/3 of all monocyclic aromatic hydrocarbons in FCC products. It is concluded that the integration of hydrogenation and FCC process is a cost-effective technology to convert inferior LCO to high value BTXE light aromatics.
catalytic cracking; light cycle oil; light aromatics; molecule level
2013-12-23; 修改稿收到日期: 2014-02-20。
毛安国,教授级高级工程师,主要从事催化裂化工艺技术研究和开发工作。
毛安国,E-mail:maoanguo.ripp@sinopec.com。
中国石油化工股份有限公司“十条龙”攻关项目(113090)。
