芯轴拔长接砧区域工艺参数的研究
2014-09-06咸业磊高锦张王元华
咸业磊,高锦张,王元华,丁 震
(1.东南大学 材料科学与工程学院,江苏 南京 211189)(2.江苏新闵重型锻造股份有限公司,江苏东台 224200)
核反应堆主管道接管作为核岛的重要传输部件,要在高温、高压以及放射性辐射的恶劣工作条件下服役一定的年限,并且要保证压力边界的完整性[1],其质量直接关系到核电站的运行安全。主管道进出口接管采用整体锻造而成,锻造成形难度较大,因此保证锻件整体质量的均匀性显得尤为重要。
目前,大型空心圆筒锻件的生产主要采用芯轴拔长的工艺,毛坯采用实心钢锭经镦拔冲孔或直接采用空心钢锭[2]。芯轴拔长作为主要的成形工艺,不仅要使每一工步下的局部变形区达到良好的锻造效果,还要保证相邻工步之间的锻造质量满足要求,对锻件整体变形的均匀性具有重要的影响,
本文利用有限元模拟的分析方法,研究芯轴拔长过程中不同的工艺参数对相邻工步间接砧区域应力场、应变场的影响,探索最佳工艺参数,以保证接砧区域的材料具有良好的应力状态以及均匀的变形量。
1 有限元模型与模拟方案的建立
1.1 有限元模型建立
本文选用DEFORM-3D数值模拟软件分析芯轴拔长的锻造过程。坯料模型的尺寸与实际尺寸按照1∶1进行建模,如图1所示,芯轴拔长初始坯料的尺寸为φ 2 400mm×φ 600mm×1 400mm,上下砧宽为800mm,由于上下砧以及芯轴不发生塑变形,因此均设为刚体,坯料设为塑性体。通过设置最小单元尺寸以及尺寸比例的方法划分网格,当变形量超过设定值时自动进行网格划分,并对主要的变形区域进行网格细化[3]。有限元模型的材料参数设置见表1。
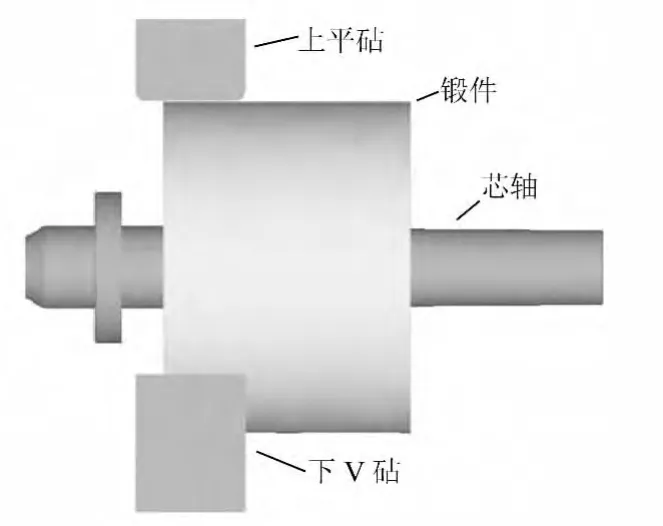
图1 有限元模型

表1 有限元模型的模拟参数设置
1.2 模拟实验方案
在模拟过程中发现,当进给量为砧宽的3/4,压下量为25%t(t为空心锻件的厚度)时,单砧压下后,在主变形区域的应变均匀程度最好,而且具有较大的静水压应力分布。芯轴拔长沿切向的锻造方法选用实际生产过程中的顺序旋转锻造,锻造过程中,切向相邻工步重叠或间隔锻打的弧长所对应的圆心角α称为接砧角,其中重叠锻打的弧长所对应的圆心角α取负值,如图2所示,间隔锻打的弧长所对应的圆心角α取正值;切向锻造完成后沿轴向依次进给锻造,轴向相邻工步重叠锻打的长度L称为接砧量,如图3所示。接砧角和接砧量分别决定着切向锻造过程翻转工艺和轴向进给工艺的合理性,若接砧角或接砧量不合理,相邻工步的变形区重叠较大或间隔较大,都会导致锻件截面整体变形的不均匀性,而且这种不均匀性会在后续的锻造过程中叠加,造成锻件整体质量不均匀。
因此,本文主要研究沿切向和轴向两个相邻工步间接砧区域的塑性变形状态,为了得到合理的接砧角和接砧量,取两组不同的数据进行模拟分析,其中,接砧角分别取 -5°、0°、5°、10°、15°、20°;接砧量分别取400mm、300mm、200mm、100mm。选用上平砧下V砧拔长,V形砧的角度为120°,变形主要集中于平砧与芯轴之间[4]。

图2 接砧角示意图

图3 接砧量示意图
2 接砧角对锻件接砧区域的影响
接砧角不仅决定锻件以何种多边形柱体进行芯轴拔长,而且影响锻造的效率。合理的接砧角度可以得到均匀的应力应变场,保证锻件内部组织的质量得到均匀的改善。
2.1 接砧角对切向接砧区域应力分布的影响
图4为压下量为25%t、进给量为600mm时,第二工步压下后横截面的静水应力分布云图,截面距离变形端面300mm。平砧下方的主变形区域处于较大的压应力状态,而切向接砧区域会因接砧角的不同而在较小范围内产生拉应力区。在截面接砧区域内取30个特征点,取点位置如图4所示,分析接砧角对于这一区域应力状态的影响。

图4 横截面应力分布云图
图5 为静水应力在不同特征点的取值情况,分析可得:
a.当接砧角大于10°时,在锻件外壁附近存在拉应力区域,静水应力值沿径向方向逐渐减小并转变为压应力;接砧角越小,拉应力区域越小。
b.当接砧角小于等于5°时,锻件外壁附近的拉应力区域消失,锻件内部处于较大的压应力状态;接砧角越小,压应力越大。
c.在锻件内孔壁附近存在较大的拉应力区域,当接砧角大于10°时,拉应力区域略有增大,其余角度变化对拉应力区域没有影响。

图5 切向接砧区域内应力分布
锻件外壁附近的拉应力区域是由于接砧角过小,相邻工步之间锻造重叠过小而产生的,所以拉应力区域的范围受接砧角的影响较大;锻件内孔壁附近的拉应力区域是由于内孔畸变引起的,上一工步完成之后内孔横向展宽产生畸变,孔壁与芯轴之间产生了间隙,当锻件转过一定角度再次压下时,内壁金属由于弯曲作用而产生切向拉应力[5],其拉应力区域的范围受接砧角影响较小。
由以上分析可得,当接砧角小于等于5°时,既消除了锻件外壁的拉应力区域,又使得锻件内部处于较高的压应力状态,但在锻件内孔壁附近存在一定的拉应力区。
2.2 接砧角对切向接砧区域应变分布的影响
图6所示为不同接砧角时,切向完成两个工步时的应变分布情况。当接砧角大于15°时,锻件相邻工步的塑性变形区域的等效应变出现了不连续性,而且接砧角越大,这种不连续性越严重,从而使得接砧区域没有足够的塑性变形,降低了等效应变的均匀程度。当接砧角小于0°时,相邻两个工步的应变场出现了较大的叠加,在接砧区域出现了大应变区域。叠加区域过大,一方面降低了成形效率,另一方面降低了变形均匀程度,因此只有合适的接砧角,才可以保证变形分布尽量趋于均匀。
因此,从等效应变的均匀程度方面出发,当进给量为600mm、压下量为25%t时,合适的接砧角度的范围是5°~10°。
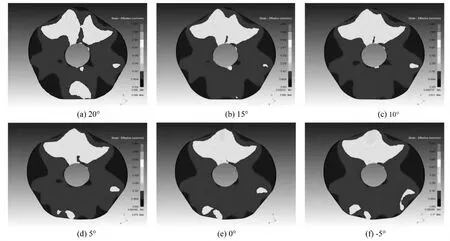
图6 不同接砧角时接砧区域应变分布情况
3 接砧量对锻件接砧区域的影响
接砧量同样影响空心锻件的锻造效率,当接砧量较小时,锻造效率高,但容易造成过渡区域压力减小或中断,影响锻件质量的均匀性;当接砧量较大时,可以保证锻造的连续性,但锻造效率降低,特别是在压下量较大的情况下,容易造成折叠、材料损伤等缺陷。
3.1 接砧量对轴向接砧区域应力分布的影响
在大锻件的锻造过程中,内部组织的三向压应力状态可以保证得到较好的锻件质量。在芯轴拔长之前,锻件经过了冲孔工序,由于塑性剪切的作用,内部组织容易受到拉应力而产生裂纹,更有可能将前一工序锻合的缩松缩孔等缺陷再次拉开。因此,在芯轴拔长阶段,保证锻件内部的三向压应力状态是很有必要的。变形区域在上砧压下方向上时刻受到较大的压应力,因此主要分析横向和轴向的应力状态随接砧量变化的分布情况。

图7 轴向应力分布云图
图7 是当压下量为25%t时锻件子午面上轴向应力分布云图,在不同的接砧量下,以第一工步压下时平砧右端面为原点,在变形区域的中部位置、左右各200mm的范围内选取20个特征点,比较不同接砧量下接砧区域轴向应力和横向应力的分布情况。
图8为不同接砧量下轴向应力分布图。在不同的接砧量下,所选特征点的轴向应力全部为压应力,而且接砧量越小,轴向应力分布越均匀,锻件组织越稳定;随着接砧量的减小,轴向压应力不断增大,当减小至200mm时,接砧量对轴向压应力的影响变小,此时,轴向压应力处于最大值。图9为不同接砧量下横向应力分布图,取点位置同图7。从图9中可以看出,在过渡区的左侧区域内存在一定范围的横向拉应力区域,接砧量越小,拉应力区域越大。

图8 接砧区域轴向应力分布
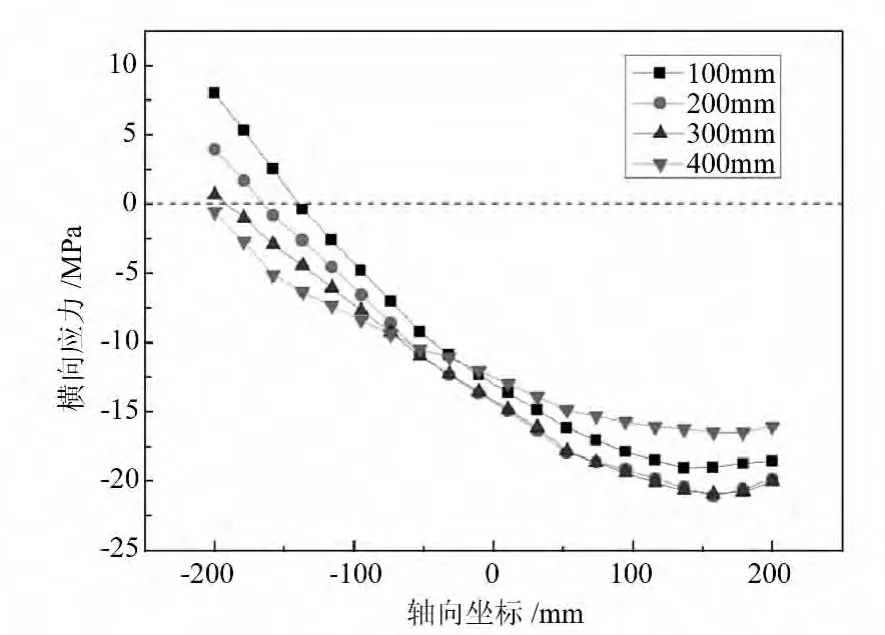
图9 接砧区域横向应力分布
根据以上分析可得,当接砧量为200mm时,轴向压应力分布最大,且较为均匀,同时横向拉应力的范围也较小,可以得到较好的应力状态,有利于锻件内部组织的改善。
3.2 接砧量对轴向接砧区域应变分布的影响
图10为压下量在25%t时,4种接砧量下锻件子午面上的应变分布情况。随着接砧量的减小,锻件变形区域不断增大。子午面上的平均等效应变为0.204,因此设定 0.167 ~0.250 之间的等效应变区域为中等变形区域,中等变形区域的面积越大,说明锻件的变形越均匀,内部质量以及组织成分越均匀。设定等效应变大于0.083的区域为锻件的主变形区域,中等变形区域面积与主变形区域面积的比值设为均匀变形率。等效应变大于0.250的区域为大应变区域,主要出现在接砧的位置,接砧量越大时,轴向相邻工步重复锻打的区域越大,变形量叠加也就越大,因此在接砧位置出现较大的等效应变区域,大应变区域面积与主变形区域面积的比值设为大应变比率。用相关的图形处理软件,计算出相应区域的像素,区域之间像素的比值可视为相应面积的比值。

图10 不同接砧量下子午面的应变分布
图11 为变形区均匀变形率、大应变比例与接砧量的关系图。接砧量越大,中等变形区域所占比例越小,即变形越不均匀,同时接砧处大应变区域所占的比例越大。因此,小的接砧量有利于提高锻件质量的均匀性。
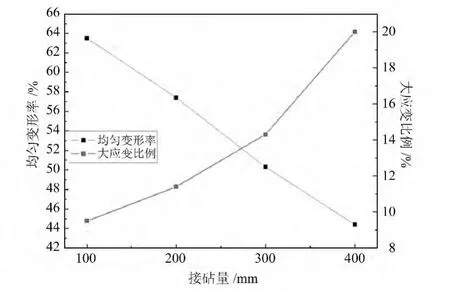
图11 不同接砧量下的变形情况
在芯轴拔长过程中,由于摩擦力的作用,同样存在着难变形区域,其位置一般出现在锻件与上下砧、芯轴接触的部分。如图10(c)所示,难变形区域Ⅰ、Ⅱ分别出现在轴向相邻工步锻件与上砧接触的位置,难变形区域Ⅲ出现在锻件与芯轴接触的位置。随着接砧量的减小,区域Ⅰ、Ⅱ不断增大,区域Ⅲ不断缩小。
综上所述,当接砧量取200mm时较为合适,不仅得到了较高的均匀应变率,而且难变形区域在各个位置的体积也都较小。在后续锻造过程中,可通过轴向错砧锻造减小难变形区域。
4 结论
通过数值模拟的方法,分析了芯轴拔长时切向接砧角以及轴向接砧量对锻件变形区的应力场、应变场的影响,并得到:
a.空心锻件采用顺序旋转的方法锻造时,当接砧角小于5°时,在切向过渡区域的静水应力场为压应力状态,且静水压应力值较大;当接砧角取5°~10°时,切向接砧区域的应变状态最为均匀。因此接砧角取5°为宜。
b.在轴向进给方向,当接砧量小于200mm时,接砧区域受到较大的轴向压应力,均匀变形率较高,并且难变形区域范围较小;同时接砧量越大,接砧区域的横向拉应力范围越小。因此接砧量取200mm为宜。
[1] 孙风先,马庆贤.AP1000主管道控制锻造工艺探索[J].大型铸锻件,2010(4):30-32.
[2] 岳文彦,马庆贤.大型空心钢锭锻造工艺探讨[J].锻压技术,2012,37(2):10-14.
[3] 张莉,李升军.DEFORM在金属塑性成形中的应用[M].北京:机械工业出版社,2009.
[4] 陈英,钟志平,边翔,等.核电压力壳锻件芯轴拔长工艺V砧砧角的常温实验室模拟[J].塑性工程学报,2000,7(3):52-56.
[5] 闫洪.锻造工艺与模具设计[M].北京:机械工业出版社,2012.
[6] 刘助柏,倪利勇,刘国辉.大锻件变形新理论新工艺[M].北京:机械工业出版社,2009.