加气混凝土制造技术现状及发展
2014-09-06张海进刘朝霞
张海进,刘朝霞
(江苏省科学技术厅,江苏 南京 210008)
加气混凝土制造技术现状及发展
张海进,刘朝霞
(江苏省科学技术厅,江苏 南京 210008)
加气混凝土作为一种以粉煤灰为原料,综合利用工业废渣的新型建材,具有轻质、保温、隔音的特点, 是代替实心粘土砖理想的墙体材料,正受到世界各国的重视。介绍了加气混凝土的国内外发展情况,在分析加气混凝土生产线组成及工艺流程基础上,重点探讨了加气混凝土生产的坯体静停硬化、坯体切割、坯体养护等工艺及加工设备、技术,提出了中国加气混凝土产业健康可持续发展的对策。
加气混凝土;静停硬化工艺;坯体切割;坯体养护
加气混凝土是一种轻质、多孔的新型建筑材料,被广泛应用于建筑中。我国是产煤大国,随着电力工业的快速发展,带来了粉煤灰排放量的急剧增加。加气混凝土作为一种以粉煤灰为原料、综合利用工业废渣的新型建材,具有轻质、保温、隔音和可加工等优点,主要用于建筑结构的填充,是一种代替实心粘土砖理想的墙体材料,正受到世界各国的重视[1]。我国是工业大国,生产加气混凝土的原料丰富。目前加气混凝土制造已经成为新型产业,不仅能够治理环境污染,保护耕地,而且可以满足国家的建筑标准要求。
1 国内外发展现状
随着建筑材料市场竞争的加剧,为了提高加气混凝土的市场竞争力,欧洲开发了表面平滑的、不需要抹灰找平的板材制品。20世纪80年代英国建筑保温标准制订后,加气混凝土成为主要建筑保温材料,配筋加气混凝土板材的应用量也逐年增加[2]。20 世纪90 年代中期以后,加气混凝土行业又开始了新一轮的技术创新,加气混凝土制品种类也显著增加。德国Hebel公司进入澳大利亚市场后,开发了CSR加气混凝土系统[3]。
德国威翰公司自2003年进入中国市场以来,凭借其先进的生产技术得到快速的发展[4]。2014年最新投产的年产600 000m3superSMART型加气混凝土生产线,通过改进模具宽度,使得年产量大大提高。另外,威翰公司通过改进切割装置,解决了坯体养护时产生的粘连问题。
随着国家相关政策的出台,我国加气混凝土生产线得到飞速发展。上海伊通、广东科达、南京旭建等企业在不断引进国外先进设备和学习国外先进工艺的基础上,通过对设备、工艺分析改进,研发了符合我国市场需求的加气混凝土生产线,使我国加气混凝土的应用得到快速的发展[5]。
2 加气混凝土生产线组成及流程
2.1加气混凝土生产线组成
加气混凝土生产线如图1所示,主要由制浆/制粉系统、输送系统、称重搅拌控制系统、翻转吊装系统、切割系统、掰板去底皮系统、蒸压养护系统、包装线系统等8部分组成。
a.制浆和制粉系统。
制浆和制粉系统主要是将粉煤灰以及石灰磨细后进行配置储存。该系统包括带式输送机、球磨机、砂浆提升机、砂浆罐、打浆池、斗式提升机、石灰仓、水泥仓、除尘器等主要设备。生产时,砂浆罐中的砂浆送入打浆池搅拌均匀后提升到料浆计量罐中。
b.输送系统。
输送系统用于生产过程中原材料以及坯体的运输。原材料通常采用带式输送机、螺旋输送机和斗式提升机进行输送,坯体的运输通常采用变频托坯小车。
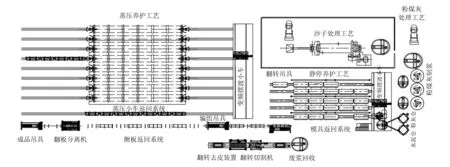
图1 加气混凝土生产线
c.称重搅拌控制系统。
称重搅拌控制系统包括物料计量罐、称重传感器、温度传感器、浇注搅拌机等,是整个控制系统的核心。配料系统将原材料按照一定比例混合,制成混合料浆。原材料通过物料计量罐进行精确计量,整个过程采用PLC自动控制。称重搅拌控制系统的配料精度直接影响加气混凝土成品的合格率。
d.翻转吊装系统。
翻转吊装系统包括翻转吊具、坯体夹具、行走小车、模具等设备,主要作用是实现坯体的90°翻转。翻转吊具将坯体连同模具翻转90°,放置于行走小车上,进行开模、脱模;然后将空模具与底板重新组合后放入指定轨道,进行清理、涂油等。
e.翻转切割系统。
翻转切割系统分为两个部分:横切和纵切。切割机是翻转分步式切割机,变频托坯小车将完成开模、脱模工序的坯体运至纵向切割机,纵向切割采用行走切割方式切割,小车行至横切位置停止。横向切割采用定位切割,切割方式为钢丝震动切割。
f.掰板去底皮系统。
掰板去底皮系统包括翻转平台和掰板机。在坯体切割后,由托坯吊具将坯体连同模具侧板放置到翻转平台上,翻转平台将坯体连同侧板翻转90°,去除底层废料后翻转平台再次翻回初始位置,托坯吊具将坯体连同侧板吊至釜前蒸养小车上。加气混凝土在蒸养完成后,坯体会产生一定的粘连,使用掰板机能够机械化地将切割后的成型混凝土砌块沿切缝分开,并重新叠放在一起,在打包或者搬运时不易损伤砌块,提高成品合格率。
g.蒸压养护系统对坯体进行蒸压养护。
h.包装线系统对加气混凝土进行成品打包,堆场存放。
2.2加气混凝土生产线工艺流程
加气混凝土的原料为水泥、石灰、粉煤灰以及石膏铝粉添加剂等。加气混凝土生产工艺流程主要包括原材料储存及处理、配料、浇注搅拌、静养、切割、蒸养及成品包装等,具体工艺流程如图2所示。
3 加气混凝土生产工艺分析
欧洲现有的加气混凝土主要生产工艺及设备生产商如图3所示[6]。先进工艺与传统工艺的差异主要是在蒸养后不必对白色制品采用后加工工序。但每种工艺都有其各自的合理性和优缺点。
在国内,加气混凝土行业是在引进西方先进设备与工艺的基础上,通过仿制、改进逐步发展起来的,因此国内加气混凝土生产工艺的主要差异也是在切割、静停和蒸压养护方式上。
3.1坯体静停硬化
坯体的静停就是静置坯体以待其硬化,静停质量的好坏,除了影响静停时间的长短继而影响生产的正常进行外,还影响下道工序切割的成败,所以静停在加气混凝土砌块生产过程中至关重要。
坯体静停有以下两种环境:一是在浇注成型车间室温下静停硬化,这种方法温度上升较慢,不利于坯体硬化,同时当环境温度过低时,坯体热损失较大,造成坯体内外硬化不均匀,有可能产生裂纹;二是在40℃~60℃的热室中静停硬化,可加快坯体硬化、缩短静停时间、减少坯体内外温差、加速模具周转等,但是要控制好升温时间,防止坯体脱水。目前国内生产企业主要采用后一种方法,并采取保湿措施,防止坯体脱水,同时改进模具行走方式,避免因振动而引起坍塌。
3.2坯体切割工艺
加气混凝土生产线的切割方式将决定整条线配套设备的选择和工艺布置,对项目实施至关重要。切割机分为空中翻转式切割机和地面翻转式切割机2种。它们的生产工艺不同,设备配置不同,但切割工艺相同。

图2 加气混凝土生产工艺流程

图3 坯体加工工艺
a.地翻切割工艺。
地翻切割工艺是国内流行的切割方式,如图4所示。加气混凝土坯体连同底板放入翻转台后,向切割机方向移动至小滑台,90°翻转后由小滑台将坯体移动到切割位置,先对坯体进行四面水平切割,再进行纵向切割。切割后的坯体再由小滑台移动至翻转台,将坯体反方向90°翻转到翻转台上。地面翻转切割机结构简单紧凑,制品不发生粘连,对废料能全部进行回收,不产生二次污;横切采用丝杠传动,解决了液压传动的不同步问题。但是由于这种切割方式去底皮会损坏制品表面精度,并且切割自动化程度不高,因此这种切割方式目前主要应用在小型加气混凝土生产线上。

图4 地翻切割工艺生产线
b.空翻切割工艺。
空翻切割是国内生产企业采用的另一种主要切割方式,如图5所示。目前我国灰砂加气混凝土设备生产线中主要采用这种切割技术,代表了我国灰砂加气混凝土设备行业的最高工艺水平。翻转吊具把模具及坯体一起空中翻转90°放置在切割机小车上,脱模后把坯体连同侧板放在切割小车上,通过纵切装置完成纵向切割;切割小车继续行走至横切装置中间停止,完成横向切割。该切割过程分别在不同工位完成,而且切割、行走控制在不同位置,因此加气混凝土制造过程得到简化,同时设备操作保养也很方便。但是空翻切割的缺点是制品容易粘连、无法去底皮,造成材料浪费。
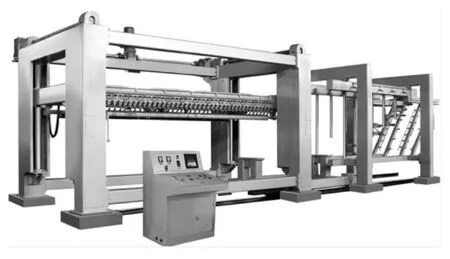
图5 空翻切割工艺生产线
空翻和地翻切割工艺各有利弊,在实际应用中可以结合两种切割工艺的优点,根据厂区规模、成本等具体因素来考虑采用何种切割工艺。对于空翻切割工艺中的底皮问题,可以通过在生产线中增加翻转台在蒸压养护之前去除掉,制品的粘连问题可以通过增加掰板机或者调整配料配方等方式来消除。地翻切割工艺中胚体断裂可通过加强原料管理等手段使之减少[7-8]。
3.3坯体养护
坯体养护是加气混凝土成型的最后一步,是满足强度要求的关键一步。目前坯体养护主要区别在于坯体进釜方式,有坯体侧立养护和坯体平放养护。
a.坯体侧立养护。
如图6所示,侧立养护是加气混凝土在侧立状态下入釜养护[9]。蒸养完成后,会产生一定的粘连。目前,在一些设备条件落后的地方,常采取敲打的方式将成品分开,但这样会增加劳动力从而增加成本,也会影响成品的表面光洁度,损坏边角,从而增加废品率。国内先进的企业采用掰板机将切割后的成型混凝土沿切缝分开,并重新叠放在一起,这样不影响产品的表面精度,在打包或者搬运时不易损伤砌块,提高了成品合格率。因此,所有采用侧立养护制品的企业都应该配备掰板机。德国威汉翻转侧立切割工艺就采用侧立养护。
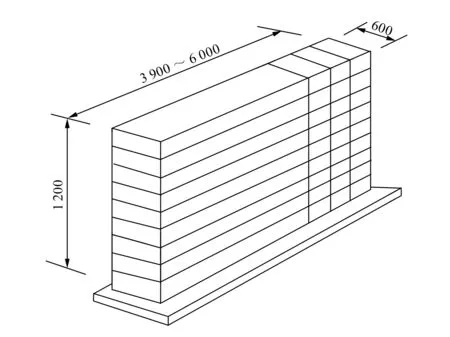
图6 坯体侧立养护示意
b.坯体平放养护。
平放养护如图7所示,它是按坯体在模中发气膨胀后的状态进行切割并送进蒸养釜进行蒸压养护,或坯体经翻转90°侧立进行切割,切割后再翻回原状送进蒸压釜养护。蒸养完成后,由于切缝是垂直的,因此切缝处不会粘连。但如果是侧立切割水平养护,切割完之后需要翻转90°,此时坯体的强度不高,可能会损坏坯体,影响成品率。
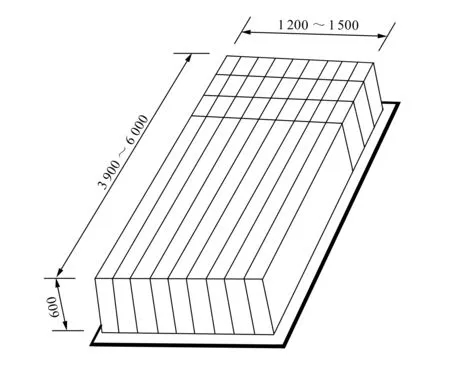
图7 坯体平放养护示意
目前,两种养护方式均有广泛的应用,企业应该在考虑切割、翻转、蒸养工艺的基础上,综合考虑,选取合适的养护方式。
4 加气混凝土产业的发展对策
随着城市旧城改造的快速推进、生态宜居的现代化小区的兴建,不可再生的土地资源越来越宝贵,对框架结构的高层建筑需求越来越多,这为轻质、环保、隔热保温、隔音、抗震性能好且符合《国家新型墙体材料目录》的加气混凝土产品提供了广阔的应用空间。虽然加气混凝土行业近年来取得了快速发展和进步,但在发展中还存在相当多的问题和矛盾,如不能有针对性地研究解决,势必会影响整个加气混凝土产业的健康可持续发展。
一是要加强质量监管,规范准入条件。经过几十年的努力,加气混凝土行业飞速发展,但对于制品的质量监管仍需加强。切割精度、抗压强度、收缩率等是制约加气混凝土发展的主要因素,对于这些问题要严格把关,制定相关规范,保证建材行业可持续发展。另外,必须规范“准入条件”,投产的加气混凝土砌块生产线最低产能为150 000m3,杜绝部分地区盲目建厂的现象[10]。
二是要加大研发投入,提高加气混凝土行业的生产工艺水平。目前,国内的许多企业缺少研发投入,仍然处于仿制的阶段。建材设备主要局限在能用上,而没有向好用的方向发展,一味地追求成本的最小化,而忽视了设备的技术革新。企业不应照搬国外的工艺设备,而应该在吸收先进技术的基础上,攻克技术上的难题,走出一条属于自己的路。德国威翰公司正是如此,在吸收了德国伊通翻转切割与侧立养护技术的基础上,对翻转方式及切割小车行走方式进行改进,使得设备运行更加稳定。
三是要增加制品的多样性,扩大加气混凝土的应用范围。在国外,制品种类比较多,不仅仅局限于砌块,还有板材、异型块、装饰块和装饰板等,应用范围广,有利于加气混凝土行业的进一步发展。另外,国外还生产特殊用途的制品,极大地丰富了制品的多样性,并尽可能取代更多的产品。而我国的制品种类少,规格比较单一,极大地限制了产品的推广应用。
在我国,加气混凝土这一新兴产业已经得到快速的发展。但目前国内的加气混凝土生产线水平与国外仍有差距,因此要加大研发力度,解决加气混凝土生产线的设备、工艺中存在的问题,加快标准制定,加强质量监管,保证加气混凝土制品的质量,加气混凝土产业才会有巨大的发展前景。
[1] 马力,曾力.加气混凝土节能应用发展现状综述[J].混凝土,2012(5):50-52.
[2] 代德伟,刘京丽.国内外加气混凝土现状及发展趋势[J].混凝土世界, 2013(4):30-33.
[3] 赵鑫,刘会军.粉煤灰加气混凝土生产线工艺设备[J].砖瓦,2010(10):42.
[4] 张金辉.superSMART型加气混凝土加筋板材生产线工艺介绍[J].墙材革新与建筑节能,2014(2):30-34.
[5] 中国新型建筑材料(集团)公司.新型建材跨世纪发展与应用1996-2010[M].北京:中国计划出版社,2007.
[6] 汪宏.欧洲蒸压加气混凝土行业发展综述(第2部分):主要生产企业、设备及技术[C]// 中国加气混凝土协会第31次年会论文集.北京:中国加气混凝土协会,2011:170-181.
[7] 梁厚双. 加气混凝土主机设备切割机的比较[J]. 中国建材资讯,2011(6):62-63.
[8] 姜勇,吴强. 伊通加气混凝土工艺改进措施[J].建材革新与建筑节能,2010(3):47-48.
[9] 陶有生,府坤荣. 我国加气混凝土的发展与进步[J].新型建筑材料,2003(7):16-20.
[10] 陈国庆. 以“三新”工作为抓手推进加气混凝土行业健康发展[J].加气混凝土,2013(1):4-9.
Thepresentsituationanddevelopmentofaeratedconcreteinmanufacturingtechnology
ZHANG Haijin, LIU Zhaoxia
(Jiangsu Provincial Department of Science and Technology, Jiangsu Nanjing, 210008, China)
As a new type of building material, the aerated concrete has features of light weight, thermal insulation and noise absorption. Concerned by all the countries, the aerated concrete is an ideal substitute of solid clay brick, which is produced by using fly ash and industrial waste residue. This paper introduces the development of aerated concrete at home and abroad, analyzes the composites of line and technological process, shows the detail about process of hardening, green body cutting, and green body maintenance. In the end, it presents some proposals on the sustainable and healthy development of domestic aerated concrete industry.
aerated concrete; hardening process; green body cutting; green body maintenance
10.3969/j.issn.2095-509X.2014.12.002
2014-11-28
张海进(1965—),男,江苏海安人,江苏省科学技术厅,主要研究方向为科技管理与无机非金属材料。
TU522.3+2
A
2095-509X(2014)12-0006-05
