余热锅炉绝热炉膛炉顶改造设计
2014-08-10罗艳
罗艳
(中国瑞林工程技术有限公司,江西南昌 330031)
余热锅炉绝热炉膛炉顶改造设计
罗艳
(中国瑞林工程技术有限公司,江西南昌 330031)
某阳极精炼余热锅炉在运行一段时间后,锅炉绝热炉膛炉顶损毁,分析原因后对炉顶进行改造设计,由原来的楔形砖砌筑拱顶结构形式改为整体浇筑式,运行约1年之后停炉检查,炉顶未发现开裂、掉落现象,侧墙耐火砖也没出现坍塌,改造效果良好。
余热锅炉;绝热炉膛;炉顶;拱顶砖;整体浇筑式炉顶
某冶炼厂的阳极精炼炉余热锅炉运行半年左右,绝热炉膛炉顶出现掉砖现象,8~9个月后,与其关联的侧墙也出现了局部坍塌。锅炉不得不停炉进行检查,分析寻找事故原因,并进行改造设计。
1 改造前炉顶设计形式
在铜冶炼工艺中,阳极精炼炉、转炉产出的粗铜经包子吊车送往阳极炉,经过氧化、倒渣、还原、浇铸、保温的冶炼周期后,浇铸成阳极板。还原期内用的燃料为天然气或重油,此时阳极炉内的烟气温度高达1 500℃,烟气余热有很高的利用价值。工程上通常采用余热锅炉回收烟气余热,产出蒸汽,用于生产需要,达到节能减排的目的。
阳极炉余热锅炉入口烟气温度约1 000℃,在阳极炉的还原期,烟气中含有2%~5%的未燃尽的CO和CH4,需在进入锅炉辐射冷却室前完全燃尽。因此,在锅炉前部设置燃尽室,即绝热炉膛,由第一炉膛和第二炉膛组成,中间为隔墙,上部为炉顶,周围为侧墙,均由耐火砖砌筑。炉顶设计采用拱顶楔形砖砌筑,由于炉膛跨度较大,在第一炉膛设计两个拱,第二炉膛设计一个拱,顶部用保温材料密封,具体设计形式详见图1。

图1 改造前的绝热炉膛炉顶
砌筑拱顶的楔形砖为MGe8C镁铬砖,是由铬铁矿和镁砂烧制而成,主要组成是氧化铬和氧化镁。这种镁铬砖热稳定性好,耐火度在1 500℃以上,耐温度急变和抗碱性炉渣的性能都较好,用于砌筑炼钢平炉、炼钢电炉、有色金属冶炼炉、水泥回转窑等的衬里,材质特性能满足阳极炉余热锅炉炉顶耐火材料要求[1]。
2 炉顶损毁原因分析
阳极精炼炉余热锅炉运行半年左右,绝热炉膛炉顶出现掉砖现象,随后与其关联的侧墙也出现了局部坍塌。坍塌现象见图2。

图2 绝热炉膛炉顶损毁情况
炉顶损毁原因分析可以从以下几点着手。
2.1 拱顶砖受力分析
耐火材料的力学性质指标包括耐压强度、抗拉强度、抗折强度、抗扭转强度等,常用的主要是抗压和抗折强度[2]。根据拱顶结构及砖的形状分析,在锅炉运行时拱顶砖的受力为砖自身的重力G、左边砖的挤压力F1和右边砖的挤压力F2,左右砖之间挤压力竖直向上的分力和中间砖自身的重力达到一个平衡状态。水平方向的推力则传递到左右砖块,最终这个力通过拱顶砖之间的传递到拱脚砖上,受力情况见图3。

图3 拱顶受力情况
从图1中可以看出绝热炉膛拱顶采用的是中心角为60°的弓形拱。60°拱比较平坦,拱脚处上推力较小,但是侧推力较大。因此,通常在拱脚砖外侧位置设计加强圈梁,通过加强圈梁承受拱脚砖的侧推力,使整个拱顶达到一个力学平衡状态。
2.2 炉顶完整性分析
楔形砖砌筑拱顶结构的关键就是要保证炉顶的完整性,从而保证其安全性。保证每块砖的完整,才能保证炉顶的安全。因为在锅炉运行时,任一块砖由于受力过大挤碎,或受力过小掉落,都会导致炉顶局部损毁。所以,原设计采用这一结构形式就存在这个问题。
2.3 膨胀缝设置分析
楔形砖在炉内高温时出现热膨胀,因此需留设膨胀缝以吸收热膨胀。拱顶一般在两端留出直通的膨胀缝,除考虑拱顶的纵向伸长外,还要考虑两端炉墙向上的膨胀;拱顶的长度>5 m时,除在两端留设膨胀缝外,还需根据长度分段,在拱顶的中部留设若干膨胀缝[2]。根据绝热炉膛炉顶掉砖的时间分析,施工时可能未按要求留设膨胀缝。楔形砖在受热膨胀后相互挤压,膨胀力落在拱顶两侧的拱脚砖和异形砖上。若膨胀缝过小,最终导致绝热炉膛侧墙耐火砖受力过大而倒塌;若膨胀缝过大,将导致拱顶某块楔形砖掉落以致拱顶坍塌。因此,耐火砖厂家应根据材质特性准确计算楔形砖在阳极炉烟气温度下的膨胀量,以确定膨胀缝的大小。然而,楔形砖在不同的温度梯度下的受热膨胀量不一样,导致计算精度不理想,而且膨胀缝施工精度要求较高,因此膨胀缝的大小很难控制。
2.4 余热锅炉特殊性分析
在绝热炉膛第一炉膛和第二炉膛之间的拱脚砖处没有设计加强圈梁,最初的考虑是前后两块拱脚砖之间的推力达到平衡。而在实际运行中,锅炉受工艺条件影响较大,即使在同一冶炼周期内,不同阶段的烟气量、烟气温度和烟气成分不一样,波动较大。而且第一炉膛的烟气温度高于第二炉膛的烟气温度,第一炉膛拱脚砖的热应力大于第二炉膛,前部对拱脚砖的推力大于后部,第一炉膛的拱脚砖向后移动导致炉顶损毁。
综上得出,本次事故的主要原因是原设计没有考虑加强圈梁的设计,拱脚砖受力过大,导致炉顶损毁;同时,炉顶的结构形式、施工时膨胀缝的预留不当,以及余热锅炉烟气的特殊性也加速了炉顶的损毁和侧墙的坍塌。
3 炉顶改造设计
在楔形砖砌筑拱顶不适用于该炉型的情况下,改造设计的时候选用了整体浇筑高强高铝浇注料拱顶方案。第一炉膛和第二炉膛的炉顶由整体浇筑的拱顶构成,拱的方向由原来的前后拱改为左右拱,每个拱顶采用整块钢板,在钢板上焊爪丁,在爪丁上浇筑高强高铝浇注料,具体结构形式详见图4。
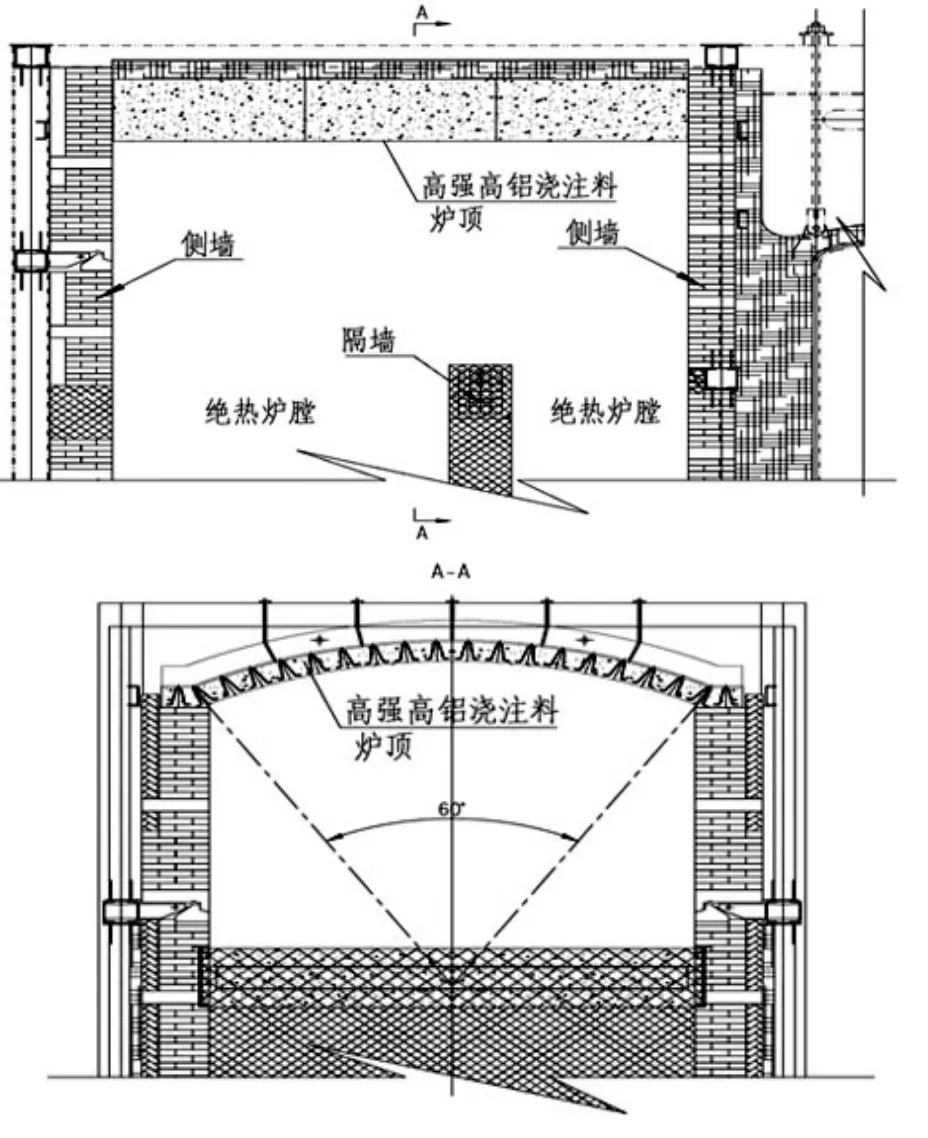
图4 改造后的绝热炉膛炉顶
这一结构形式的优越性为:首先采用高强高铝浇注料和耐火砖,其具有线膨胀系数小、对温度急变抵抗性能好、荷重软化温度比同质耐火砖高、重烧线收缩比耐火砖大、制作成本低、整体稳定性强等特点。其次,密封性好,只需在炉顶和炉墙搭接处设置膨胀缝,且膨胀缝大小容易控制。根据炉墙高度和使用温度等情况,其膨胀缝在35~70 mm之间选定[2];在保证炉膛密封性的前提下,膨胀缝尽量留大一点。再次,整体炉顶是吊挂在锅炉炉顶钢梁上,和炉膛侧墙密封,但是重力基本不压在炉墙上,这样也能保证侧墙不会受力过重坍塌。最后,整体炉顶外部采用整块钢板,施工方便、快捷。
4 结束语
在阳极精炼工艺系统中,余热锅炉是一个关键设备,余热锅炉故障将导致工艺系统停产,因此保证余热锅炉的安全性,使工艺生产线畅通对于一个企业来说事关重大。该炉膛、炉顶经改造设计后,运行了1年多时间,停炉检修观察时,发现整体浇筑式炉顶没有出现开裂、掉落现象,侧墙耐火砖也没出现坍塌,改造效果良好。这次改造设计是成功的,在以后的同类设计中,特别是这种回收成分复杂、量和温度波动较大的烟气余热的锅炉,从安全的角度上考虑,锅炉绝热炉膛、炉顶设计采用整体浇注形式有一定的借鉴意义。
[1] 石强,杨永丰,杨辉华.延长倾动炉炉寿命的研究[J].铜业工程, 2009(1):34.
[2] 有色冶金炉设计手册编委会.有色冶金炉设计手册[M].北京:冶金工业出版社,2004.
Upgrade Design for Top Adiabatic Hearth of Waste Heat Boiler
LUO Yan
(China Nerin Engineering Co.,Ltd.,Nanchang,Jiangxi 330031,China)
The top of the adiabatic hearth of waste heat boiler of the anode furnace usually were damaged after running for a period of time.Based on analyzing the causes,upgrade the design of furnace top by adopting integral casting instead of using key bricks for the furnace top construction.The affection are found to be excellent after operating for a year,there is no any crack or shedding,or even any collapses of the side wall firebrick.
waste heat boiler;adiabatic hearth;furnace top;crown brick;integral casting type furnace top
TK229.92+9
B
1004-4345(2014)05-0025-03
2014-02-25
罗 艳(1981—),女,工程师,主要从事热能与动力工程设计工作。
