预应力全方位压力矫直机研制
2014-08-10赵西韩王仕杰贾尚武
刘 磊 赵西韩 马 强 王仕杰 贾尚武
(中国重型机械研究院股份公司 陕西西安710032)
·设备介绍·
预应力全方位压力矫直机研制
刘 磊 赵西韩 马 强 王仕杰 贾尚武
(中国重型机械研究院股份公司 陕西西安710032)
通过介绍全方位压力矫直机的研制过程,简述了中国重型机械研究院研制的新型压力矫直机的主要组成和结构特点。通过新的结构设计实现了四个方向同时进行矫直,改善了传统压力矫直机的工作效率,使用预应力机架保证了设备整体刚性,提高了设备长期使用的稳定性。
压力矫直机 全方位 预应力机架
1 开发背景
现有市场对于方钢和钢轨等异型钢材交货状态的要求越来越高,而其现有的轧制工艺无法完全保证轧制成型的工件可以达到直接交货的标准,就此衍生了许多异型材精整的相关设备,而压力矫直机就是其中的一种。压力矫直机与辊式矫直机同属于利用反复弯曲并逐渐减小压弯挠度方法达到矫直目的的设备。其工作原理是将带有原始弯曲的工件支承在工作台的两个活动支点之间用压头对准最弯部位进行反向压弯的。
压力矫直机根据主缸的运动轨迹可以分为卧式和立式两种,在完成一个空间矫直工序后,此两种形式矫直机均需要通过翻钢机构将工件翻转至另一个弯曲空间位置,就造成了压力矫直机整体的工作效率低下,若设备在线布置的话,就会严重制约精整线的效率。所以现有压力矫直机多是离线布置,而离线布置就会造成工件矫前矫后吊装时间过长的问题。而新型预应力全方位压力矫直机可以从四个方向进行矫直,无需翻转工件,节约了总体工作时间,提高矫直效率。同时利用压缩横梁与竖梁的连接立柱,使得整个框架形成一个预应力机架,提高了机架的刚性及矫直过程的稳定性,可显著提高机架的整体稳定。
2 设备主要组成
设备主机由上横梁、下横梁、左右竖梁以及砧座调整机构和四个方向液压主缸组成。上下横梁均为焊接结构件,与左右竖梁通过横向拉杆拉紧,经锁紧螺母接成一体。竖梁与上下横梁有止口固定,为四个方向同时卡死,将上下横梁与左右竖梁固定为一个整体,保证在矫直过程中液压缸施加的作用力转化为这个框架结构的内力。左右砧座沿着上、下横梁的滑轨面移动。砧座的调整采用电机带动同步链条调整,从而可以保证左右砧座同时向相反方向移动,做到了左右砧座的同步调整。砧座内部安装有支座,为系列可更换的,可以根据工件形状不同进行选择。主缸为活塞缸,共4个分别安装在上下横梁和左右竖梁中,成对称布置。主油缸的密封采用德国进口密封。主油缸的位置控制由内置式直线位移传感器检测,油缸行程可控可预设。四个主油缸均设置有快进、工进和快退模式,缸头以快进形式运动至工件跟前,而后工进进行矫直,矫直完毕,缸杆快速回退。设备简图如下。
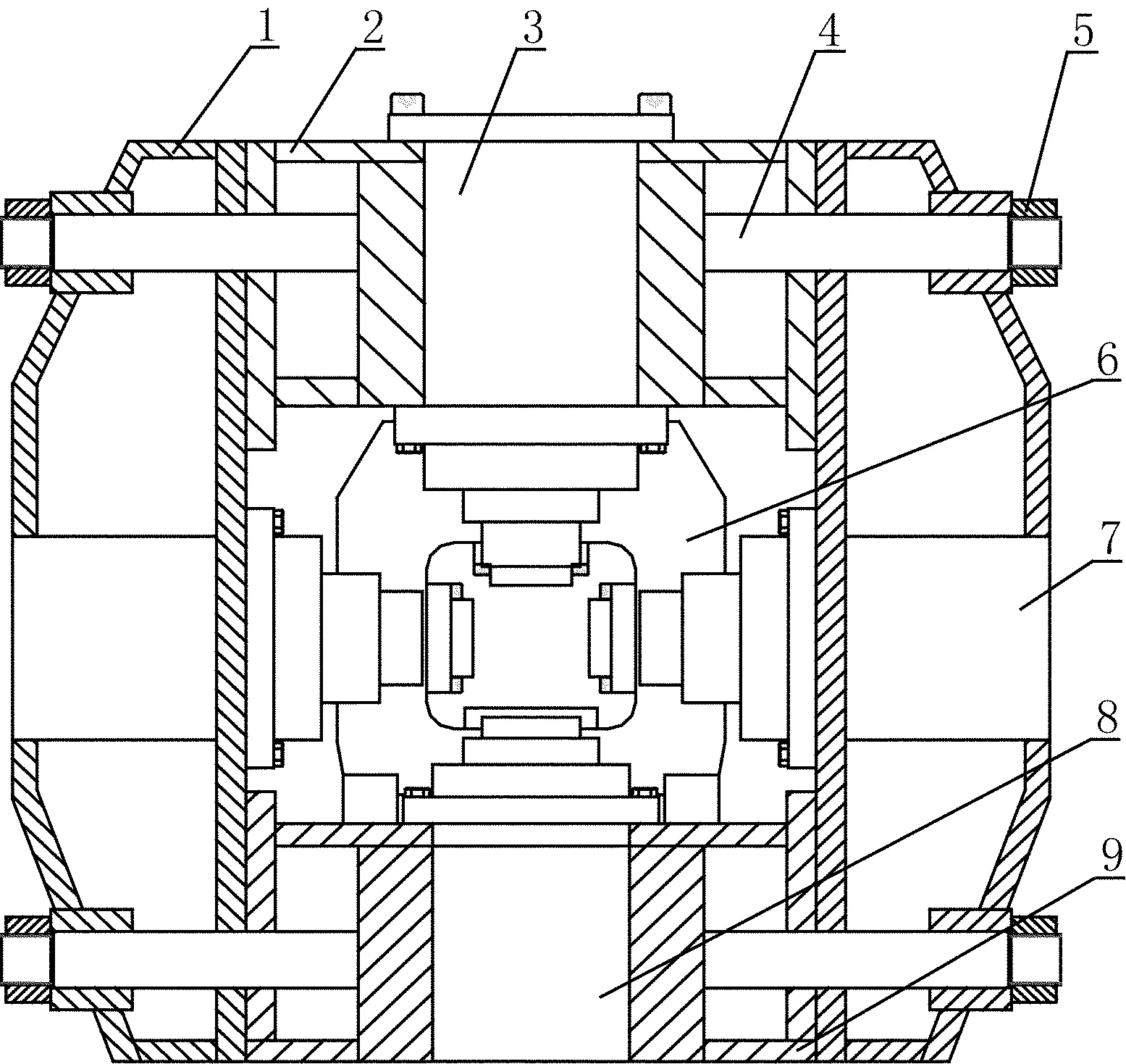
图1 设备组成部分简图
1-竖梁; 2-上横梁; 3-上主缸; 4-立柱; 5-锁紧螺母; 6-砧座; 7-水平主缸; 8-下主缸; 9-下横梁
3 主要参数的计算过程
1)根据被矫工件尺寸和材质确定设备主缸矫直力大小
由来料可知其屈服极限σs和弹性模量E。
由此可知弹复弯矩M
M=σs·E
(1)
由此根据砧座间距L,即可知所需矫直力F大小

(2)
2)确定主缸各个尺寸
根据矫直力F和预定系统压力P可算得油缸缸径D
(3)
由主缸缸径D和运动速度V可以得知流量Qmax和主缸油口直径d0

(4)
(5)
式中d0—主油缸油口直径;V0—油口液流速度,m/s。
说明:V0可以根据前后两个腔体压力所定,在2m/s~8m/s之间选择。
3)确定预应力立柱大小
左右竖梁和上下横梁之间是通过预应力立柱锁紧为一个整体框架的,所以立柱的直径就成了保证设备整体刚性的关键数据。
由水平矫直力F以及立柱材料的屈服极限σs可以得知立柱直径d的大小

(6)
计算需考虑在压力矫直机这种交变受力工况下立柱的安全系数在5倍以上。
4 预应力机架的应用
以往矫直设备使用的框架式结构,均未采用预应力机架的形式,就导致设备的整体刚性没有得到有效保证,在矫直过程中,设备上横梁整体的震动较大,在增加后期维护人员工作量的同时也影响了棒材矫直效果,考虑到上述原因,此次设计过程中将预应力机架这项专利技术使用在此套设备上。所谓预应力机架,是指通过拉伸连接上下横梁和左右竖梁的连接立柱,使其发生一定的弹塑性变形,在设备本体施加不小于设备最大矫直力的预紧力,最后使用锁紧螺母备紧,保证在矫直过程中设备的整体性。过程如下:设备安装至图2所示后,将外用的液压螺母与立柱上端面把接一起,通过液压螺母打压拉伸立柱至一定长度,而后备紧锁紧螺母,立柱回弹,产生不小于最大矫直力的预紧力,从而保证设备整体的稳定性。

图2 预应力机架简图
5 结语
介绍了一种新型四面压力矫直机的研制过程,此设备利用预应力形式的机架,组成一个无需翻钢并可以在四个方向进行快速矫直的新型压力矫直机。此设备的应用可以有效提高整条异型材后部精整线的效率,改善异型材生产的工艺,并提供给用户一种新型的设备进行选型使用。
[1]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2002.
[2]汪恩辉等 .大型H型钢压力矫直塑性变形失稳区域及侧压力的估算[J].重型机械. 1001-196X(2006)增刊-0084-03.
[3]王仕杰等 .棒材矫直机设备及工艺论述[J].冶金设备. 2011(特刊1):50-52.
[4]赵西韩,薛红卫,赵永平. 可变恒压动态矫直技术与应用.重型机械,2006(6):34-36.
[5]曾顺贤等. 冷矫直机矫直辊受力力学模型及其分析.冶金设备,2011(特刊1):8-10.
Development of Press Straightener with Omnidirectional and Beforehand-Stress-Frame
Liu Lei Zhao Xihan Ma Qiang Wang Shijie Jia Shangwu
(China National Heavy Machinery Research Institute Co., Ltd., Xi′an 710032)
Introduce the development of press straightener with omnidirectional and beforehand-stress-frame, sketch out the compose and structure of a new press straightener designed by SINO-HEAVYMACH. By the new design, It can straightening in four direction, improves the efficiency of straightener. The straightener has a beforehand-stress frame which can assure the rigidity of equipment, it improves the stability of equipment after a long use.
Press straightener Omnidirectional Beforehand-stress-frame
刘磊,男,1983年出生,毕业于太原科技大学机械设计与自动化专业,学士,工程师
TG333.23
B
10.3969/j.issn.1001-1269.2014.04.013
2014-03-11)
