MetsoDNA CR系统在特种纸机上的应用
2014-08-10陆平
陆 平
(牡丹江恒丰纸业股份有限公司,黑龙江牡丹江,157013)
牡丹江恒丰纸业股份有限公司 (以下简称恒丰纸业)16#特种纸机年产1.5万t特种纸。该项目于2010年4月12日投产,是恒丰纸业五年翻番战略的第一个大项目,也是其在国家“十二五”规划中完成的第一个大项目。该项目总投资3.7亿元,造纸机及成品设备由国际最先进的法国阿里曼德和德国格贝尔公司提供。工控DCS、QCS系统设备由芬兰美卓公司提供。16#特种纸机与其他造纸机不同,具有“一机多能”的特点,既可生产恒丰纸业的传统产品卷烟纸,又可生产其他特种纸,满足了该公司开拓非卷烟纸的市场需求,也增加了其进一步拓展国际市场的可能。与之前的项目相比,该项目生产的产品将更加节能环保。
1 MetsoDNA CR系统
1.1 系统的构成
MetsoDNA(Metso Dynamic Network of Applications)CR系统是新一代自动化和信息网络系统平台,在这个平台中涵盖Field应用控制和过程控制、机器控制、质量控制、传动控制及设备运行状况监测系统。MetsoDNA Automation System的结构以系统网络为基础,通过以太网网络结构组成,并遵循TCP/IP网络协议,能够方便与其他自控系统相结合。
1.2 系统硬件组成
1.2.1 PCS-MetsoACN过程数据控制器
过程数据控制器功能在DCS和QCS系统中相当于计算机中央处理器CPU,属于核心关键器件。16#特种纸机采用的过程数据控制器型号是MetsoACN(Metso Application and Control Node)C20。
MetsoACN C20作为DCS、QCS系统中心控制处理器,为MetsoDNA CR软件执行提供可靠的使用环境。在应用程序和网络架构上可以成为应用程序和网络架构的一部分,其加载需要从BU服务器中调用。
1.2.2 MetsoACN C20接口
图1为MetsoACN C20控制器重要的常用控制接口。为进一步了解该控制器功能,重点介绍了DP通信故障处理和CF卡数据备份。

图1 MetsoCAN C20控制器接口
两个PCI扩展卡插槽。这两个PCI扩展卡插槽分别安装两块Profibus Interface SST通信卡,该通信卡将Profibus开放式现场总线通信与第三方网络之间建立连接。控制器在通信功能上被组态为一个主站,周期性地查询从站的数据或者将数据传送到从站,同时从站的数据也可以反馈给这个主站 (硬件组态中将该控制器设成主站),从而达到远程监控的目的。地址定义分别为FB3和FB4,其主要功能是与造纸机主传通信、智能MCC通信、各个辅助设备现场PLC通信、造纸机上8个ProfibusDP编码器通信和Metso雕印辊PLC通信。在Profibus InterfaceCard通信卡上分别有SYS LED和COMM LED两个指示灯,正常运行时均为绿色;若显示红色则分别代表系统数据交换异常和现场设备地址识别不正确。
一个CompactFlash插槽,安装一个4G的CF数据存储卡。该卡有两种工作方式,一种是控制器独立运行状态,CF卡可以安装Linux系统 (包括与DCS服务器通信的相关组件)和控制器IP地址;另一种是控制器需要与BU服务器一起运行,CF卡只起到“网络启动” (包括与BU服务器通信的相关组件)和储存控制器IP地址功能。“网络启动”就是控制器每次启动时需要从BU服务器调用数据才能实现。CF卡数据可以通过美卓DCS系统提供的“dnaCFWriter tool”工具进行读写。16#特种纸机DCS系统有BU服务器,所以CF卡主要起到“网络启动”功能。
2 Metso PaperIQ Select QCS系统
在16#特种纸机生产线上安装2台Mesto PaperIQ Select QCS系统,分别安装在特种纸机施胶机前侧和卷曲前侧,系统号分别是9216和9217。9216配有定量和水分传感器,9217配有定量、水分和灰分传感器。其定量传感器放射源为Kr85、测量范围为15~750 g,精度为0.08%或0.12 g,重复性为0.08%或0.09 g。水分传感器是红外线传感器,测量范围最大为30 g水重,精度和重复性分别为0.10%和0.08%。其灰分传感器放射源为 Fe55,测量范围为1% ~40%,精度和重复性分别为0.15%和0.1%,横向分辨率为10 mm。QCS系统主要是通过传感器平台移动扫描采集CD(横向)和MD(纵向)信号,来控制调节纸张的CD和MD参数[1]。
2.1 横向控制
纸机的横向控制难度远远超过纵向控制。纵向控制应用时间远比横向控制时间久远,所以纵向控制技术比较成熟。随着造纸机车速的提高和纸幅宽度的增加,造纸机横向控制的纸张横向定量均方差成为造纸机关键控制点和生产合格品的瓶颈。造纸机横向控制除了扰动因素多以外,对纸张的检测能力和控制执行设备精度要求也很高。
横向控制一般包括横向定量和横向水分控制,两者控制原理相同,本文以横向定量控制进行描述。横向定量控制根据流浆箱结构不同分为横向唇板控制和横向稀释水控制。横向唇板控制是通过改变流浆箱局部唇板开度来控制纸张横向定量;横向稀释水控制是通过改变流浆箱唇板局部上浆浓度进行纸张横向定量控制,在流浆箱前面有一台中央布浆器,安装48个与唇板位置一一对应的稀释水调节阀门。16#特种纸机横向定量控制采用的是横向稀释水控制,通过手动横向唇板粗调、自动稀释水精调的控制方式。
16#特种纸机中央布浆器上48个稀释水阀门,每个阀门控制纸幅横向宽度为76 mm,所以横向唇板宽度为3648 mm。卷曲前扫描架定量传感器扫描划分365点,每个点为10 mm,所以横向采样宽度为3650 mm。
图2为横向定量优化界面。横向稀释水定量控制采用绝干量横向稀释水控制的应用程序,应用程序依靠浓度横幅技术控制横向定量。因为上浆浓度沿横幅变化,随之绝干量也发生变化,即绝干量的改变与稀释水的改变成反比。所以减少横向纸幅定量的均方差可生产出优质的纸张。当然,如果上浆浓度和白水浓度稳定,横向控制效果会更加理想。由于上浆浓度是系统在线连续打浆和多级浓度控制,故能够保证稳定。

图2 横向定量优化
要想实现稳、准、快的自动控制系统,除了需要好的控制算法外,检测设备和执行元件也非常重要。16#特种纸机生产线安装两套QCS扫描架检测系统,分别位于施胶前侧和卷曲前侧。横向定量控制系统通过施胶前和卷曲前的扫描架采样都可以进行控制和切换,图2所示的SP Scaner/RL Scaner即可以进行切换控制。这个功能可以根据不同纸种和工艺要求进行横向定量控制切换,另一个功能就是当有一台扫描架发生故障时,另一台扫描架可以实现自动横向控制。
2.2 横向定量稀释水控制方法
图3为横向定量稀释水的3种控制方式,分别为稀释率控制 (Dilution Rate Control)、稀释压力控制(Dilution Pressure Control)和稀释手动控制 (Dilution Manual Control),这3种控制方式均通过中央布浆器来完成。
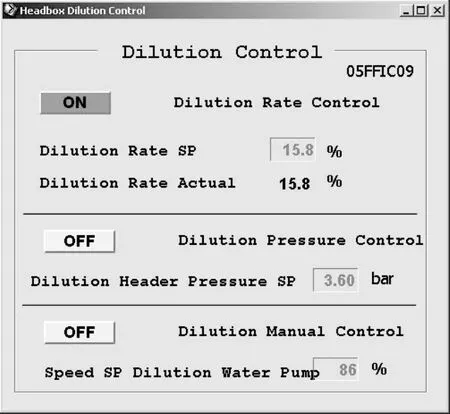
图3 稀释水三种控制方式
稀释率控制是通过进入中央布浆器白水量与进入布浆器上浆量,根据生产工艺要求控制在一定的比率。稀释压力控制是根据生产工艺要求控制白水进入布浆器入口压力恒定进行控制。稀释手动控制是手动控制上浆泵转速,也是保证布浆器入口压力恒定,该种控制方式一般不能满足控制要求。稀释率和稀释压力控制是通过上浆泵投入到自动状态来完成的,经过多年生产实践发现中央布浆器用稀释率控制效果比较理想,16#特种纸机当前车速是487 m/min,流浆箱稀释率为15.8%。
2.3 横向定量稀释水阀门控制原理
中央布浆器上每个稀释水阀门都具备PID调节功能,可以实现手动控制和自动控制,如图4所示。根据16#特种纸机工艺特性,48个稀释水阀门每次投入使用的初始阀位设定在70%,这样可以快速使稀释水阀门进入工作状态。手动控制通常是因为纸边发生较大变化需要将纸边的某一个或几个稀释水阀门投入到手动工作状态下进行调节。自动控制是根据纸幅横向定量某一点发生变化计算出对应稀释率来控制稀释水阀门,从而保证纸幅横向定量均方差2σ达到工艺要求[2]。

图4 稀释水阀门控制
当然也可以将稀释水阀门由稀释率控制切换到阀门控制,图4中JD1 Valve Positions的D-RATIO状态切换到VALVE状态。若进入VALVE状态则不能用稀释率控制稀释水,而是横向定量发生变化直接控制阀门 (要求白水浓度稳定)或者手动控制阀门。
2.4 横向定量稀释水阀门清洗
由于横向稀释水阀门流动介质是白水,而且白水中有纤维和碳酸钙等介质,所以稀释水阀门需要定期清洗。稀释水阀门清洗方式可以根据需要进行设定,如图5所示。16#特种纸机的48个稀释水阀门分成3组,每组为16个;清洗时间设定为60 s;清洗阀门组的标记数第一组用1表示,第二组用17表示,第三组用33表示;每组稀释水阀门清洗开度由95%到5%,当清洗第一组阀门时阀门开度为95%,其他两组阀门开度为5%。
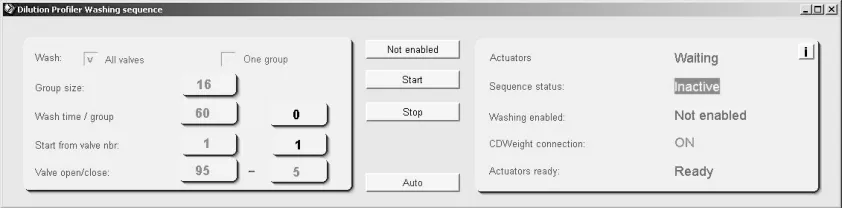
图5 稀释水阀门清洗
2.5 横向定量执行器存储
横向定量执行器存储 (见图6)可以缩短从开机到生产合格品的调试时间,提高生产效率。图6中最下面48个阀门横向稀释率画面是当前生产时控制画面。工艺技术人员可以根据当前纸种和生产运行状况,认为当前横向生产状态 (均方差2σ很小)良好,可以将当前阀门控制状态存储起来,对其进行描述性命名。该画面可以在施胶扫描架和卷取扫描架分别存储6组数据画面,如图6所示。
需要注意的是根据当前生产纸种需要调用某一个数据画面时,需要到图2左上角将横向稀释水阀门由自动状态 (Auto)切换到手动状态 (Manual),然后到图6所示画面将相应数据画面Copy到最下面当前执行数据画面上。并且可以将Copy的数据画面进行扁平 (Flat)调整,满意后下载 (Load)应用,若感觉调整不理想,可以重新操作 (Undo)。

图6 横向定量执行器存储
2.6 横向稀释水阀门标定
横向稀释水阀门有自身标定功能,标定页面如图7所示。该项操作通常是在更换新的稀释水阀门或者横向定量控制不理想时进行。该功能可以对所有阀门进行标定,也可以对某一个或多个进行标定。
稀释水阀门标定需在停机状态下进行。在标定之前,要到图2左上角将横向稀释水阀门切换到自动状态 (Auto)。然后点击图7中“Select”图标,进行标定阀门选择 (如图8所示),可以对所有阀门进行标定 (All ON),也可以不标定所有阀门而是选择某一个或多个进行标定。
选择标定阀门后,点击图7中“Start”图标就可以进行稀释水阀门标定。在图7右侧可以看到标定阀门对应阀位、编号和状态。完成标定后,除了能够标定出每个阀门的斜率和截距外,还可以看到每一个阀门相应参数,如阀门的工作死区 (Positioning Dead-Band)、阀门回差 (Oscillation)、阀门偏差 (Drifting)、控制脉冲效率比 (Pulse efficiency ratio)。
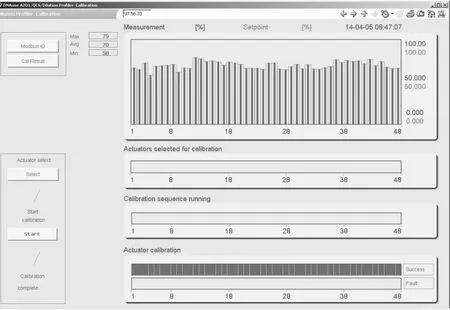
图7 稀释水阀门标定

图8 阀门标定选择
3 结语
牡丹江恒丰纸业股份有限公司16#特种纸机应用MetsoDNA CR自动控制系统及MetsoACN过程数据控制器,满足了生产过程的控制需求。
[1] LIU Cheng-dong,DUAN Jing-bo.Affordable-based DCS System on Paper Machine[J].China Pulp & Paper,2011,30(7):48.刘承栋,段静波.经济适用型DCS系统在纸机上的应用[J].中国造纸,2011,30(7):48.
[2] ZHOU kun-peng.OptiFeed Slurry Flow System Used in the Highspeed Machine[J].China Pulp & Paper,2004,23(3):32.周鲲鹏.OptiFeed浆料流送系统在高速纸机上的应用[J].中国造纸,2004,23(3):32. CPP
