乳状液膜技术回收处理含铀溶液中铀的研究
2014-08-08夏良树周彦同肖益群彭安国肖静水
夏良树,陈 伟,周彦同,肖益群,彭安国,肖静水
(1.南华大学 核科学技术学院,湖南 衡阳 421001;2.南华大学 化学化工学院,湖南 衡阳 421001)
随着我国核电的快速发展,对铀的需求量逐年增加,目前国内天然铀的生产能力仅能满足1/3的需求,铀供应面临巨大压力。然而铀矿冶产生的大量废液和废水中的低含量铀却得不到充分回收,以现有的工艺,无论是处理矿坑废水还是提铀车间的工艺废液,最终的排出水中仍含有0.1~0.2 mg/L的铀,对生态环境仍存在威胁,且具有较大的进一步回收价值[1-4]。为提高铀资源的利用率,保障核电发展的铀供应,促进铀矿冶的清洁生产和环境保护,研究铀处理、分离回收新技术具有重要的战略意义。从提铀车间的工艺排出液、矿坑水中回收铀的难点在于铀质量浓度低且共存离子多,关键是实现对铀的选择性富集。常规的离子交换方法对铀选择性不高,铀的回收不充分。溶剂萃取需消耗大量的萃取剂和溶剂,成本高,还会产生二次污染,也不适用于大量废水中低含量铀的回收[5-7]。乳状液膜技术具有萃取与逆萃取两个过程,因乳状液膜不溶于水相,与待提取物接触时分散在水中,乳珠直径和厚度均在μm级,其传质表面积约为50 m2/L,故其传质速度快,短时间内即可将含铀废液中的铀提取出来;再者,乳状液膜具有制备简洁、节能和成本低的特点,特别是对低浓度溶液组分的分离在常温常压下即可进行,使用过程中无相态变化、无化学变化、能耗低[8-11],既可用于高浓度含铀废液,也可用于低浓度含铀废液中铀的提取[12]。故本文采用一种成本低、富集比高、操作简单、选择性好、将萃取与反萃取合为一步完成的乳状液膜技术分离提取含铀溶液中的铀,研究最佳提取条件、提取过程的热力学及其回收铀的机理,以建立一种从低浓度含铀废水中分离回收铀的新技术,为我国低品位铀资源中铀的提取和废水中低含量铀的回收提供新的技术途径。
1 实验
1.1 仪器与试剂
PHS-3C型精密酸度计,上海雷磁仪器厂;78-1型磁力加热搅拌器,江苏省金坛市金城国胜实验仪器厂;TD4型离心机,湖南凯达实业发展有限公司;SHC-C型恒温水浴振荡器,江苏江南仪器厂;722A型分光光度计,福建厦门分析仪器厂。
偶氮胂Ⅲ(AR级),广东省台山市化工厂;失水山梨糖醇酐单油酸酯(Span80,化学纯)、液体石蜡(化学纯)、环已烷二胺四乙酸(CDTA,AR级)、磷酸二异辛酯(P204,主要成分为二(2-乙基己基)磷酸,化学纯)、煤油(化学纯),阿拉丁试剂。含铀溶液采用U3O8标准样品配制而成。
1.2 乳状液膜的制备
取一定体积的流动载体P204、表面活性剂Span80、膜溶剂磺化煤油、增膜剂液体石蜡,分别按一定的体积比置于制乳器中,混合均匀后,缓慢加入一定体积的内水相溶液4 mol/L HCl,常温下以2 000 r/min高速搅拌混合均匀,制成稳定的油包水型的乳状液膜,静置30 min后备用。
1.3 乳状液膜提取铀的实验
取一定体积的外水相(待测含铀溶液)置于分离器中,用10%HCl及NaOH溶液调pH<3.5,加入一定体积乳状液膜,以200~300 r/min低速搅拌混合。30 min后停止搅拌,将乳状液膜与外水相溶液静置分层。上层是提取铀的有机相(即乳状液),下层是提取剩下的外水相溶液(即余液),取一定体积的外水相分析其中铀的浓度。
1.4 外水相铀质量浓度分析方法
用移液管吸取3.0 mL 1.3节的下层外水相溶液,置于离心管中,离心5 min,取1.0 mL上层清液置于25 mL容量瓶中,加入5.0 mL掩蔽剂,再加入1.0 mL 0.05%偶氮胂Ⅲ溶液,用醋酸-醋酸钠缓冲溶液定容至刻度,摇匀。10 min后,用分光光度计在652 nm波长处测其吸光度,在标准曲线上找出相对应的含铀量。铀回收率TU的计算公式如下:
×100%
(1)

2 结果与讨论
2.1 制膜体系对铀回收率的影响
1) P204用量对铀回收率的影响
P204用量对铀回收率的影响示于图1。从图1可知,当P204的体积分数达到0.08时,铀的回收率可达到95%以上。继续增加到0.1时,铀的回收率可达99%以上。这是由于加大P204的用量后,液膜中的P204浓度增大,铀的络合、传质速度加快。继续增大P204与乳状液膜的体积比,回收率增幅有限。P204的加入量过大会导致膜体系其他成分的量减小,使膜黏度降低,导致液膜发生溶胀等不稳定现象,且增加了成本。故本实验选用P204的体积分数为0.1。

图1 P204的体积分数对铀回收率的影响
2) Span80用量对铀回收率的影响
因Span80浓度过小,膜相不够稳定易破裂。加大其用量,液膜表面张力和厚度均增加,液膜的稳定性也随之增加,铀的回收率提高。Span80用量对铀回收率的影响示于图2。由图2可知,当加入Span80与P204的体积比为0.2时,铀的回收率不到80%,当Span80与P204的体积比增加到0.6时,铀的回收率达99%以上,此时Span80在膜相中达到临界胶束浓度,其在界面上的吸附已达到饱和,液膜的界面张力最低、最稳定。继续增加Span80的体积,使得液膜黏度过大,膜层厚度增大,加大了传质阻力,减缓了分子的迁移速率,而且会使膜产生溶胀现象,还会使后续的破乳工作量加大。综合考虑,最适宜的Span80与P204的体积比为0.6。

图2 Span80与P204的体积比对铀回收率的影响
3) 磺化煤油用量对铀回收率的影响
磺化煤油用量对铀回收率的影响示于图3。由图3可知,当加入磺化煤油与P204的体积比为1时,铀的回收率不到60%,主要是因为此时的液膜较黏稠,传质阻力大,导致分子的迁移速率减缓。随着磺化煤油用量的增大,回收率上升。当磺化煤油与P204的体积比大于5时,铀的回收率达98.9%以上,继续增大磺化煤油的用量,铀的回收率增幅不大。
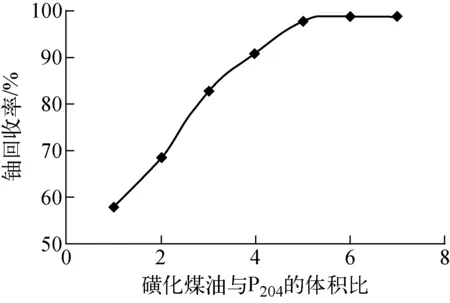
图3 磺化煤油与P204的体积比对铀回收率的影响
4) 液体石蜡用量对铀回收率的影响
将液体石蜡不同用量时所制得的乳状液膜室温下放置48 h后用于铀的回收处理,结果列于表1。由表1可知,未加液体石蜡制得的乳状液膜在放置48 h后使用,铀的回收率不到90%,可能是由于部分液膜破裂或发生溶胀。液体石蜡的体积分数为0.05的液膜在放置48 h后,铀的回收率达98.5%,说明制膜时加入液体石蜡可使液膜更稳定。将其体积分数增大到0.1时,回收率略有增加,但增幅不大,考虑到经济成本,在制乳时选择液体石蜡的体积分数为0.05。
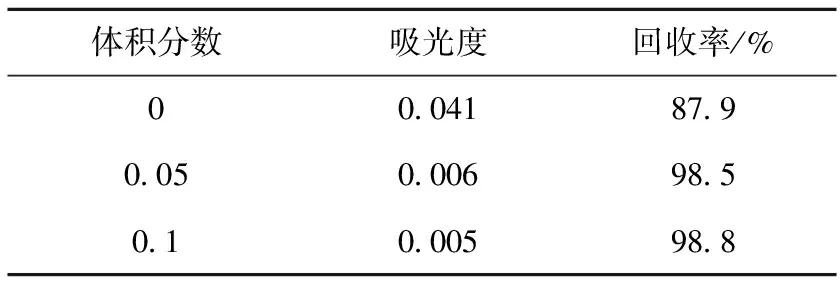
表1 液体石蜡的体积分数对铀回收率的影响
2.2 内水相解吸剂对铀回收率的影响
内水相解吸剂HCl对铀回收率的影响示于图4。本实验能实现铀从外水相不断向内水相迁移,是因为内外水相中H+的浓度差。理论上,内外水相中H+浓度差越大,反应越容易进行,即内水相中所用盐酸的浓度越高越好,但过大的H+浓度会使加入的有机相发生水解,破坏液膜体系,使得铀的回收率下降。从图4可看出,加入1 mol/L的盐酸作为内水相时,铀的回收率不到90%,说明这时的酸浓度过小,仅有部分铀迁移出,反应就停止了。增大酸的浓度,回收率不断上升,在盐酸浓度为4 mol/L时,铀的回收率可达99%以上,继续增大酸的浓度,回收率反而下降,可能是有机物部分发生水解,膜体系遭到破坏。所以实验选用4 mol/L的盐酸作为内水相溶液。
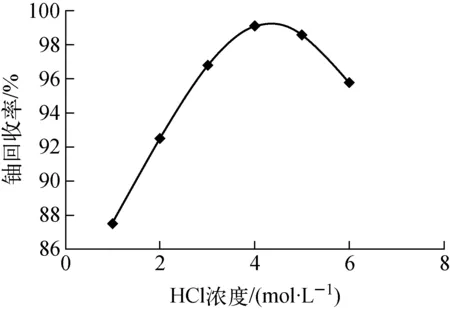
图4 HCl浓度对铀回收率的影响
2.3 液膜制取过程对铀回收率的影响
1) 搅拌速度对铀回收率的影响
搅拌速度的选择对制乳也至关重要,搅拌速度过快,形成的液膜较稳定,形成的乳珠也较均匀,但不利于后续的破乳;搅拌速度过慢,膜体系中的各组分不能充分相互渗透,不利于膜的稳定。搅拌速度对铀回收率的影响示于图5。由图5可知,搅拌速度小于800 r/min时,铀的回收率不到50%,这可能是由于搅拌速度过小,未形成稳定的乳液,使铀的迁移受阻;随着搅拌速度的增大,铀的迁移率增大,搅拌速度为2 000 r/min时,铀的回收率可达99%以上,此时溶液中的铀基本迁移完全。
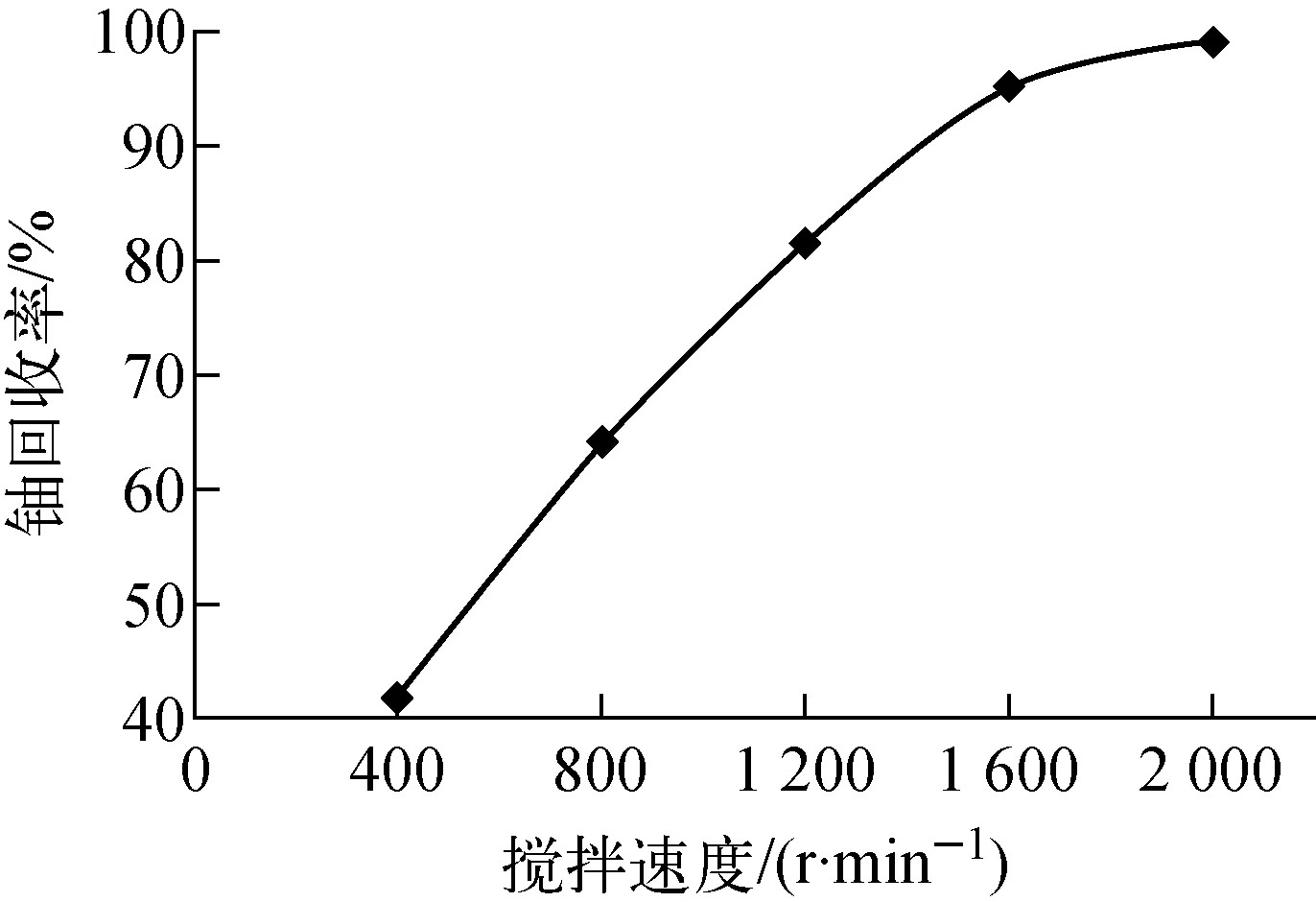
图5 制乳搅拌速度对铀回收率的影响
2) 有机相与内水相体积比对铀回收率的影响
有机相与内水相体积比影响膜相的稳定性和传质速率,并影响膜相的厚度,当该值较小时,膜相加入量小,制成的液膜较薄,虽有利于铀的迁移,但此时的液膜相对不稳定,较易破裂,又会使铀的回收率下降;相反,该值较大时制得的液膜较厚,膜相较稳定,不易破损,但影响铀的迁移传质速率,使铀的回收率不高,所以选择合适的有机相与内水相体积比尤为重要。有机相与内水相体积比对铀回收率的影响示于图6。由图6可知,有机相与内水相的体积比小于0.5时,回收率不到80%,这是由于膜相加入量过小,铀的迁移受到限制。有机相与内水相的体积比增大到1时,铀的回收率可达99%以上,继续增大该体积比,铀的回收率变化不大。铀的回收率达到99%时,减少有机相的加入,可减小成本,因此选择有机相和内水相的体积比为1。

图6 有机相与内水相的体积比对回收率的影响
2.4 外水相对铀回收率的影响
1) 外水相酸度对铀回收率的影响
因外水相的酸度会影响铀的回收率,不同的酸度下,铀在外水相中的存在状态不同,铀要与膜相中的流动载体络合需要在一定的酸度下进行。此外,外水相合适的酸度可促进铀的迁移。外水相pH值对铀回收率的影响示于图7。由图7可知,外水相溶液pH=2~3时,铀回收率较高,可达98%以上,pH=2.5时达到最大值(TU>99%),在pH值为1和大于4时铀回收率较低(TU<95%)。溶液pH值过小时,体系中Span80会发生水解。pH>5后,回收率急剧下降,铀可能发生了水解。因此,最佳pH值为2~3。
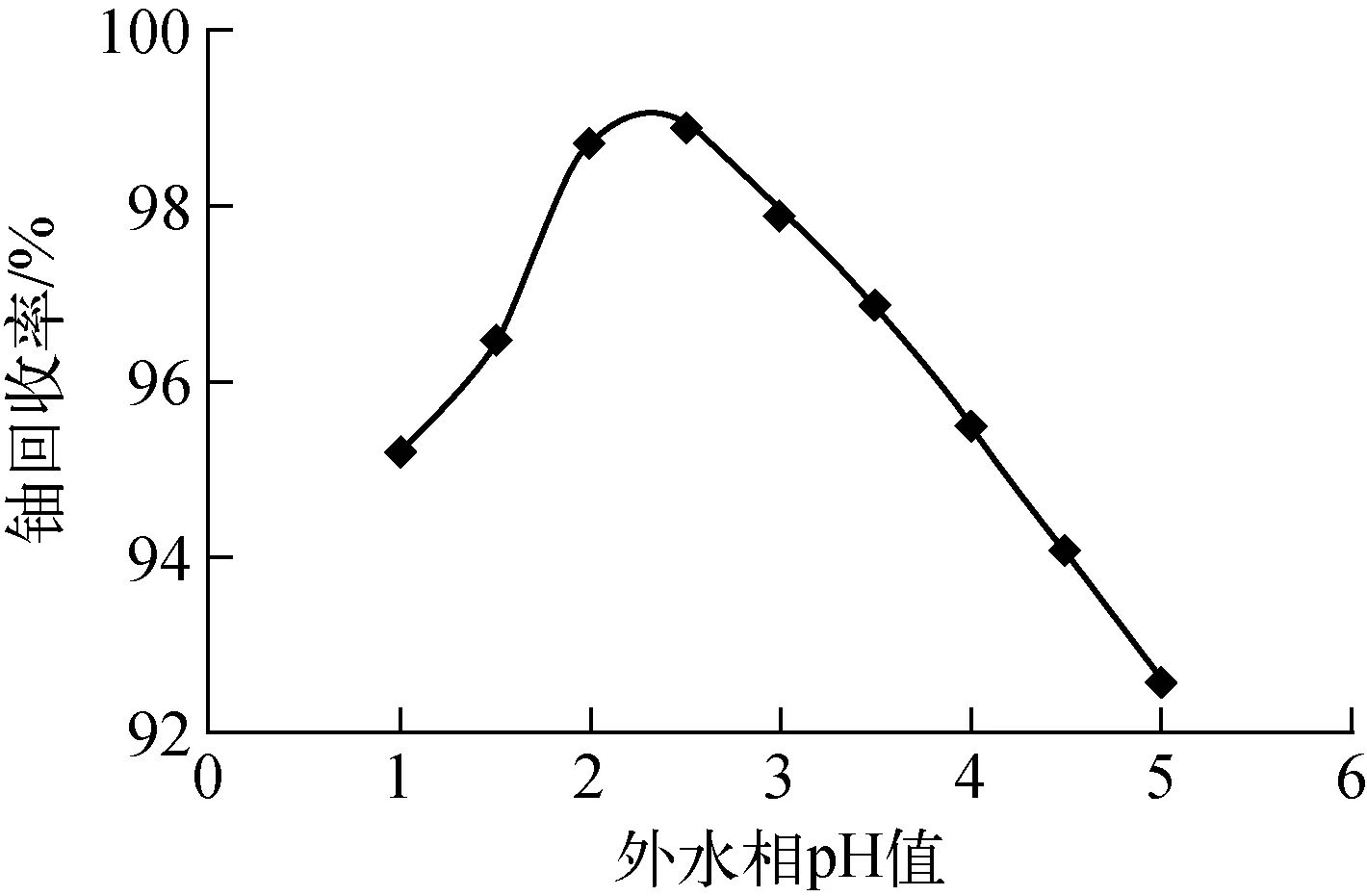
图7 外水相pH值对铀回收率的影响
2) 外水相铀初始质量浓度对铀回收率的影响
外水相中铀初始质量浓度对铀回收率的影响示于图8。由图8可知,利用乳状液膜技术回收铀时,一定体积的液膜对不同质量浓度的含铀液提取铀时,所适用的铀质量浓度范围很宽。铀质量浓度小于100 μg/mL时,回收率可以达99%以上,即使铀质量浓度为400 μg/mL时,液膜仍能很好地吸附铀酰离子,铀回收率可达到90%以上。随着铀质量浓度的增加,铀回收率下降,其原因可能是受限于液膜的体积和内水相盐酸的浓度。如果适当增加液膜的体积或减小内水相浓度,回收率会有所上升。因为乳状液膜法富集回收铀主要依靠流动载体的往返流动来传递铀,它不同于其他萃取法,会受到萃取剂饱和浓度的限制,它打破了萃取平衡,故只要能保持内水相盐酸具有一定的浓度,外水相的铀即可不断地进入内水相。
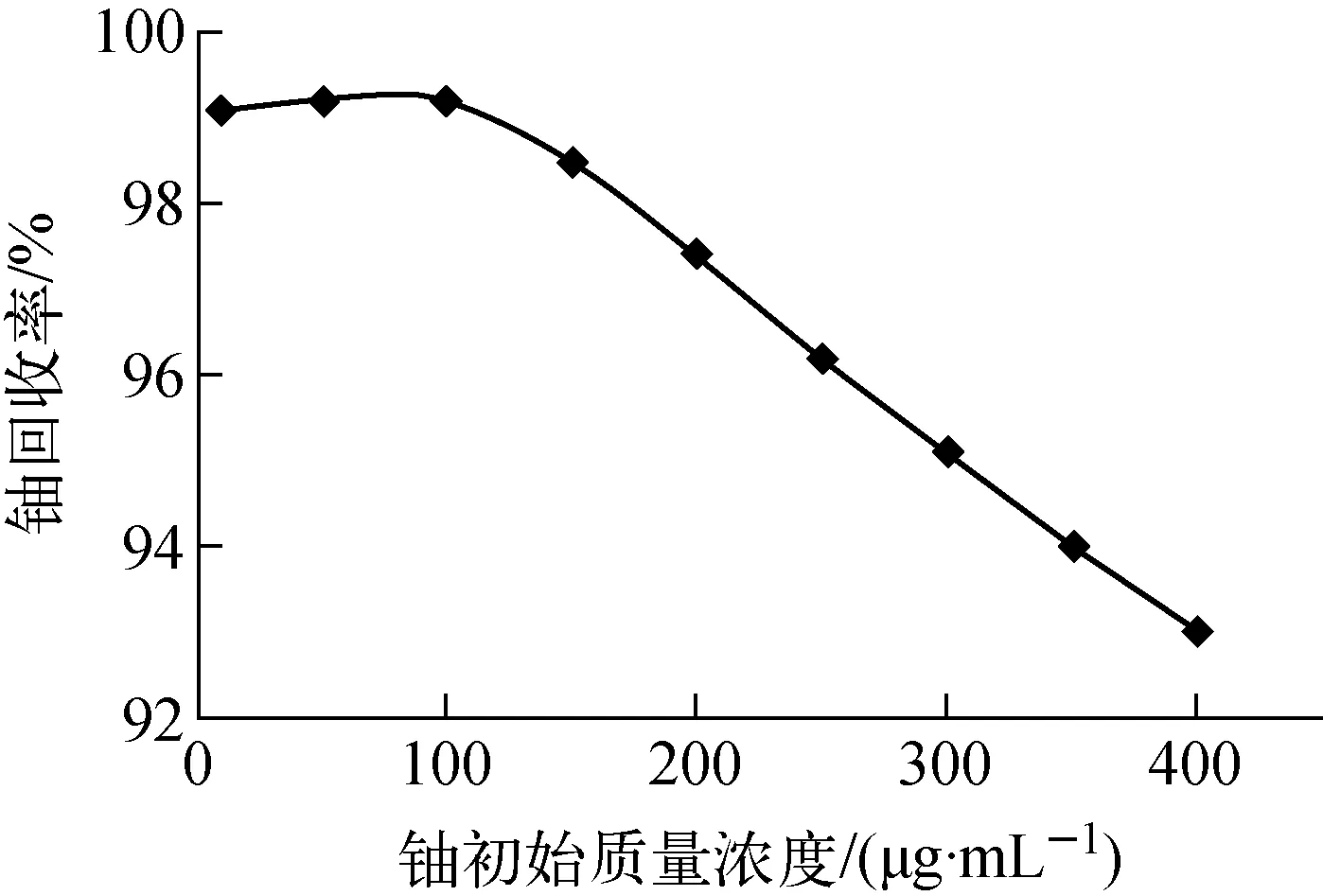
图8 外水相中铀初始质量浓度对铀回收率的影响
2.5 乳状液膜提取回收铀的影响因素
1) 温度
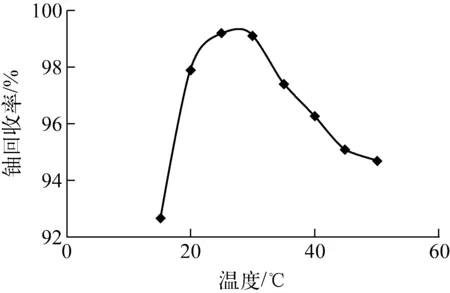
图9 温度对铀回收率的影响
温度对铀回收率的影响示于图9。由图9可知,温度过低或过高均不利于铀的迁移,过低的温度会使铀的络合速度变慢,而过高的温度会使膜相变得不稳定。本实验中,温度为20 ℃时,回收率不到98%,而且随着温度的下降,铀回收率急剧下降;温度大于30 ℃时,回收率也有较大下降;50 ℃后液膜的稳定性逐渐变差,回收率下降较快。在25 ℃左右回收率达到最大,说明本实验在室温下即可得到较好的回收效果。
2) 提取时间
提取时间对铀回收率的影响示于图10。由图10可知,开始反应的10~30 min内,铀的回收率急剧上升,此时溶液中还有较大浓度的铀未进入内水相,在反应30 min时铀的回收率达99%以上,此时溶液中的铀已基本完成迁移,所以最佳提取时间为30 min。

图10 提取时间对铀回收率的影响
3) 水乳比
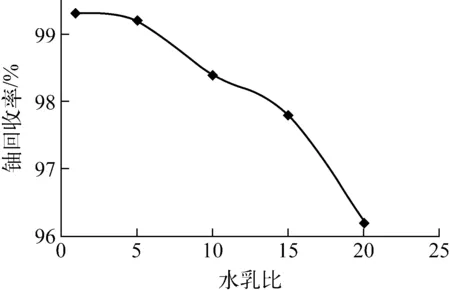
图11 水乳比对铀回收率的影响
外水相含铀溶液与乳状液膜的体积比也称水乳比,其对铀回收率的影响示于图11。由图11可知,水乳比小于5时,加入的外水相体积较小,回收率可达到99%以上。随着外水相含量的增大,分散在液膜中的乳滴比表面积相对变小,传质速度变慢,回收率逐渐变小。为能在加入最小量的乳状液膜下获得最大的铀回收率,选择最佳水乳比为5。
4) 搅拌速度
乳状液膜提取铀是一个萃取与反萃取的过程,在萃取过程中是物质从一相向另一相传递,所以存在物质的扩散速度对萃取速率的影响。在萃取时,通过搅拌可加快物质的传质速度。搅拌速度对铀回收率的影响示于图12。由图12可知,当搅拌速度为100 r/min时,回收率不到85%,大部分的铀还留在原溶液中,提取不充分,这可能是因为搅拌速度过小,液膜中的乳珠未很好地分散开,导致液膜中的乳珠不能与外水相很好地接触,铀的迁移受阻。将搅拌速度增大到300~600 r/min时,铀的回收率可达99%左右,这时液膜中的乳珠可更好地与外水相接触,提高了迁移效率。在搅拌速度达到700 r/min以上时,回收率又明显下降,因此将乳状液提取铀的搅拌速度控制在300~600 r/min。
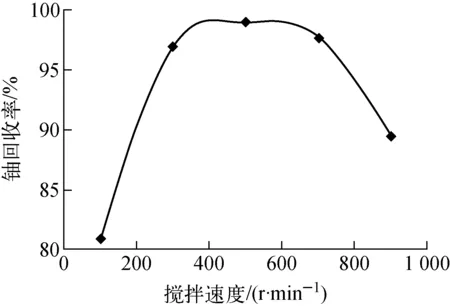
图12 提取搅拌速度对铀回收率的影响
3 乳状液膜提取回收铀的机理探讨
3.1 P204提取回收铀的原理
流动载体的乳状液膜体系提取回收铀的基本原理示于图13,其反应过程如下。
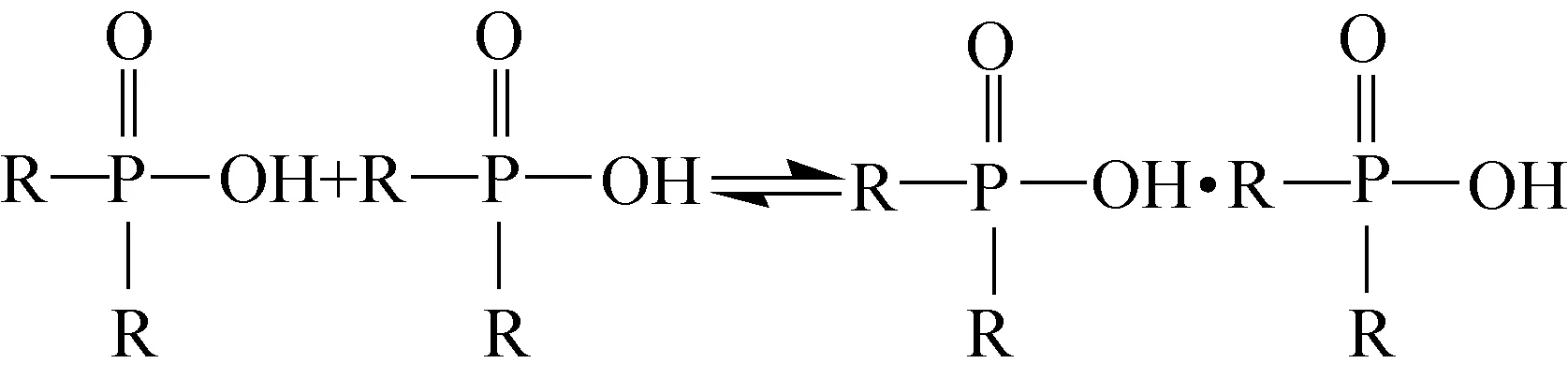
1) P204形成二聚体,以H2P2形式附在液膜表面,其化学反应式如下:
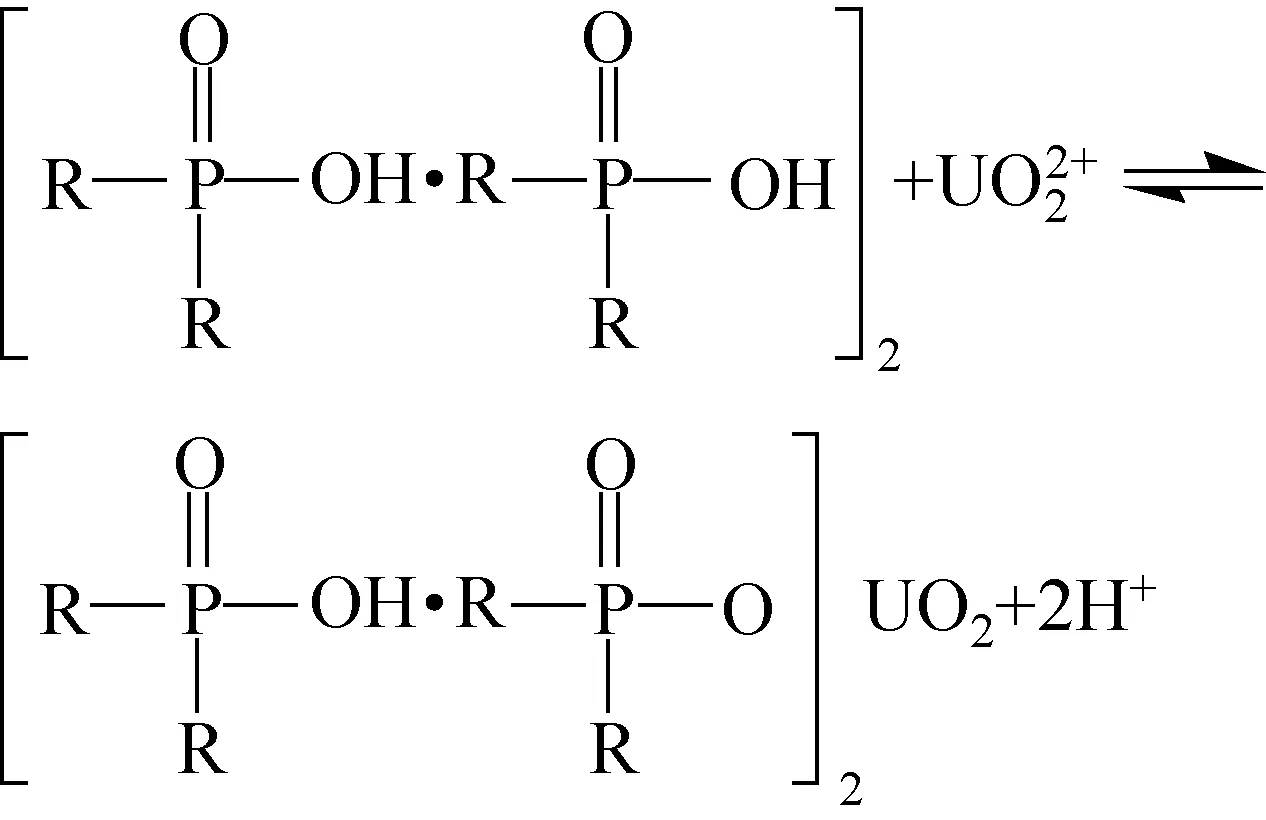
3) 形成的络合物(HP2)2UO2进入膜相并渗透进内水相;
5) H2P2从内水相回到液膜表面,重复进行铀的迁移。
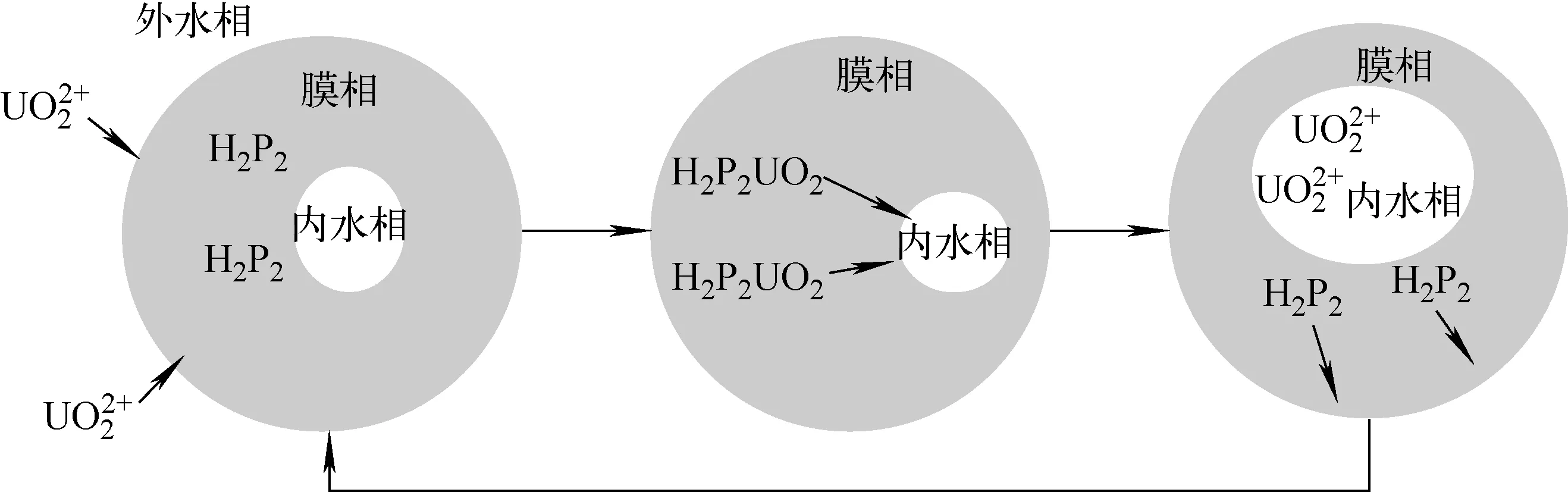
图13 提取铀原理简图
3.2 乳状液膜提取铀传质过程的热力学
乳状液膜提取铀的传质过程可分为以下两个主要过程:1) 在外水相与有机相外表面的界面上,流动载体与铀酰离子发生络合;2) 在有机相与内水相的界面上,流动载体与铀酰离子形成的络合物在高浓度的H+存在下发生解吸反应。反应式如下:
(2)
(3)
(4)
其中:μ为化学势;n为物质的量,mol。
(5)
则:
(6)
在α相进行式(2)的反应过程时,络合物UO2(HP2)2(e)的化学势为:

(7)
在β相进行式(3)的反应过程时,络合物UO2(HP2)2(e)的化学势为:
(8)
其中:T为温度,K;p为压力,Pa;γ为非理想溶液引入的活度因子;x为物质的含量,%。
将式(8)与式(7)相减可得:
(9)
将式(6)代入式(9)得:

(10)
将式(10)代入式(4)得:
ΔG=μβ-μα=

(11)

4 结论
1) 在液膜中膜相的最佳组成为:P204和液体石蜡的体积分数分别为0.1和0.05,Span80、磺化煤油与P204的体积比分别为0.06、0.79,内水相盐酸最佳浓度为4 mol/L,有机相与内水相的最佳体积比为1,制膜搅拌速度为2 000 r/min时,制得的油包水型乳状液膜在1 h内破损率小于1%,对铀的回收提取率可达99%以上。
2) 外水相环境对铀的回收率影响较大,当pH=2.5、温度25 ℃、含铀废液与乳状液膜的体积比为5、搅拌速度为300~600 r/min、铀酰浓度低于100 μg/mL时,用乳状液膜对铀废液提取0.5 h,铀的回收率可达99%以上。
3) 乳状液膜内外侧Gibbs自由能ΔG<0,表明外水相的铀能自发地向内水相富集,此乳状液膜提取铀可自发地进行。
参考文献:
[1] TAKEHIKO T. Adsorption of uranium from acidic solution by microbesand effect of thorium on uranium adsorption by streptomyces levoris[J]. Journal of Bioscience and Bioengineering, 2004, 97(4): 275-277.
[2] WAZNE M, MENG Xiaoguang, KORFIATIS G P, et al. Carbonate effects on hexavalent uranium removal from water by nanocrystalline titanium dioxide[J]. Journal of Hazardous Materials, 2006, 136: 47-52.
[3] KALIN M, WHEELER W N, MEINRATH G. The removal of uranium from mining waste water using algal/microbial biomass[J]. Journal of Environmental Radioactivity, 2004, 78(2): 151-177.
[4] 车丽萍,余永富,袁继祖,等. 乳状液膜技术从稀土浸出液中提取钍的实验研究[J]. 稀土,2005,26(6):86-89.
CHE Liping, YU Yongfu, YUAN Jizu, et al. Study on extracting thorium by liquid membrane emulsion technology from RE dip solution[J]. Chinese Rare Earths, 2005, 26(6): 86-89(in Chinese).
[5] NAIM M M, MONIR A A. Desalination using supported liquid membranes[J]. Desalination, 2002, 153: 361-369.
[6] AMARASINGHE B M, WILLIAMS R A. Tea waste as a low cost adsorbent for the removal of Cu and Pb from wastewater[J]. Chem Eng J, 2007, 132: 299-309.
[7] 吴唯民,CARLEY J,WATSON D,等. 地下水铀污染的原位微生物还原与固定:在美国能源部田纳西橡树岭放射物污染现场的试验[J]. 环境科学学报,2011,31(3):449-459.
WU Weimin, CARLEY J, WATSON D, et al. Bioreduction and immobilization of uranium in situ: A case study at a USA department of energy radioactive waste site, Oak Ridge Tennessee[J]. Acta Science Circumstantiae, 2011, 31(3): 449-459(in Chinese).
[8] 王开毅. 溶剂萃取化学[M]. 长沙:中南工业大学出版社,1991:17-31.
[9] 车丽萍,余永富,袁继祖,等. 乳状液膜技术提取钍的研究[J]. 过滤与分离,2005,15(3):12-20.
CHE Liping, YU Yongfu, YUAN Jizu, et al. Study on extraction Th4+by liquid membrane emulsion echnology[J]. Journal of Filtration & Sepration, 2005, 15(3): 12-20(in Chinese).
[10] JAN A J, LENNART M. Membrane-based techniques for sample enrichment[J]. Journal of Chromatography A, 2000, 902(1): 205-225.
[11] 苏俊霖,蒲晓林. 乳状液膜技术及其在石油化工中的应用[J]. 精细石油化工,2008,25(3):79-81.
SU Junlin, PU Xiaolin. Liquid membrane emulsion technology and its application in petrochemical industry[J]. Speciality Petrochemicals, 2008, 25(3): 79-81(in Chinese).
[12] COSMA C, DANCEA F, JURCUT T, et al. Determination of222Rn emanation fraction and diffusion coefficient in concrete using accumulation chambers and the influence of humidity and radium distribution[J]. Applied Radiation and Isotopes, 2001, 54: 467-473.
