核电厂模拟废液化学絮凝处理技术研究
2014-08-07刘杰安翁明辉
柳 丹,刘杰安,王 鑫,陈 斌,翁明辉
(上海核工程研究设计院,上海 200233)
核废物的安全处理和处置与核电厂的环境保护问题正受到社会和公众更多的关注,也成为未来核能利用能否大规模可持续发展面临的主要挑战。
我国三代自主化核电项目——AP1000后续设计的重要课题是在引进美国AP1000标准设计的基础上,通过增加新的处理工艺,使核岛放射性液体废物处理系统(WLS)符合我国新时期核电厂的设计与建造要求。另外,《核动力厂环境辐射防护规定》(GB 6249—2011)的颁布对滨海和内陆核电厂放射性液态流出物提出了更严格的排放管理标准,因此对核电厂废液的处理尤其应重视。
WLS的处理对象以反应堆冷却剂流出液放射性活度浓度最高,其成分包括Cs和Rb等以离子形态存在的裂变产物和Co、Mn等以胶体、颗粒形态存在的腐蚀产物。根据电厂运行经验反馈,腐蚀产物占据了大部分的源项份额[1-4]。目前核电厂中广泛使用的离子交换工艺,可有效去除废液中以离子形态存在的放射性物质,但对以胶体形态存在的腐蚀产物去除效果较差,所以需开发一种新工艺来强化对腐蚀产物的去除效果[5]。经过与国外多家核电厂废液处理公司的交流与调研,获悉美国核电厂广泛应用化学絮凝处理技术作为放射性废液离子交换处理的预处理工艺[6-9]。根据在役核电厂经验反馈,絮凝处理可有效提高电厂废液系统的去污因子,尤其对于Co、Mn等腐蚀产物的去除具有显著的效果,去污因子可达25[10]。
因此,AP1000后续核电厂设计考虑在WLS内增设化学絮凝处理,提高系统去污能力,并维持原有系统处理容量(17 m3/h),以保证各类废液均能满足核电厂放射性流出物排放标准中的排放限值要求[11]。但国外核电厂对其采用的絮凝配方、絮凝处理工艺参数等技术规格保密,且目前国内核电厂并无化学絮凝处理工艺的运行经验。为了开发具有自主知识产权的絮凝处理工艺,上海核工程研究设计院在国内率先开展核电厂废液化学絮凝处理技术模拟试验研究[12]。
1 材料与方法
1.1 试验材料
配制胶体水样所用化学试剂FeCl3·6H2O、CoCl2·6H2O、MnSO4·H2O、AgNO3、NaOH等均为分析纯。絮凝试验选用絮凝剂:A~H为高分子聚合物,X、Y为无机金属盐。
JJ-4型六联同步电动搅拌器,金坛市水北科普实验仪器厂;SOLAAR S4型原子吸收分光光度计,美国Thermo公司;Zetasizer 3000HS型纳米粒度及Zeta电位分布仪,英国Malvern公司;Centrifuge 5804R型高速离心机,德国Eppendorf公司;活性炭过滤柱,φ50 mm×250 mm,自制。
1.2 试验方法
1) 胶体水样配制
模拟核电厂废液中典型的腐蚀产物元素Fe、Co、Mn、Ag,按照实际的浓度比例配制ppm级胶体水样。其中,Fe(3 ppm)采用水热法配制,Co(4 ppm)、Mn(1 ppm)、Ag(1.5 ppm)采用添加碱法配制,混合溶液的pH值最终保持在7.5左右。
2) 胶体定性分析
根据丁达尔效应对配制的胶体水样进行初步判定,再通过纳米粒度及Zeta电位分布仪对配制的水样进行胶体粒径分布及ζ电位分析。
3) 胶体定量分析
通过高速离心机(11 000 r/min,15 min)将胶体从本体溶液中有效分离,再采用原子吸收分光光度计(AAS)检测滤液中各离子形态的元素质量浓度,间接获得胶体的质量浓度。
4) 絮凝效果评判
烧杯试验使用六联搅拌仪同步进行,其程序和参数设定如下:原水(800 mL)中投加絮凝剂,快搅(100 r/min)1 min,再慢搅(60 r/min)15 min,静置30 min后取上层清液(或停止搅拌后立即经活性炭柱过滤,出水取样)进行AAS检测。
中试样机装置动态验证试验参数设定如下:配制胶体水样至原水桶,开启原水泵,通过调节出口阀将流量调至1 m3/h,打开絮凝剂泵,并调节流量至所需的投加浓度,每隔6 min对活性炭出水取样,进行AAS检测。
5) 元素分析
元素质量浓度采用AAS进行测定,其仪器参数设定列于表1。
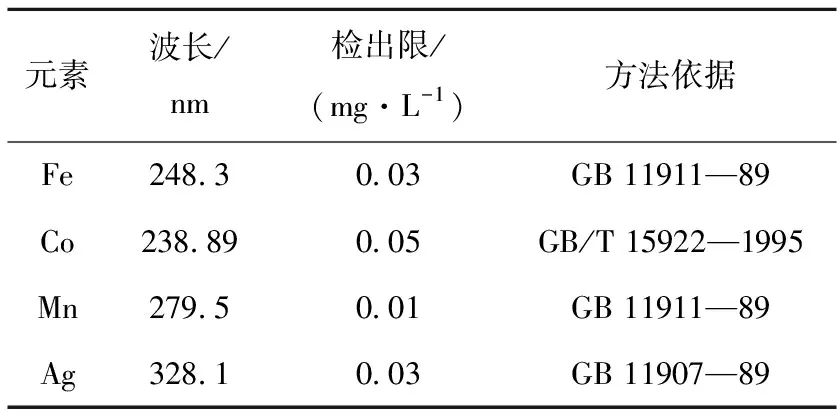
表1 AAS仪器参数设定
2 结果与讨论
2.1 水样定性分析
图1显示,所配制的模拟废液产生了明显的丁达尔效应,初步判定为胶体水样。
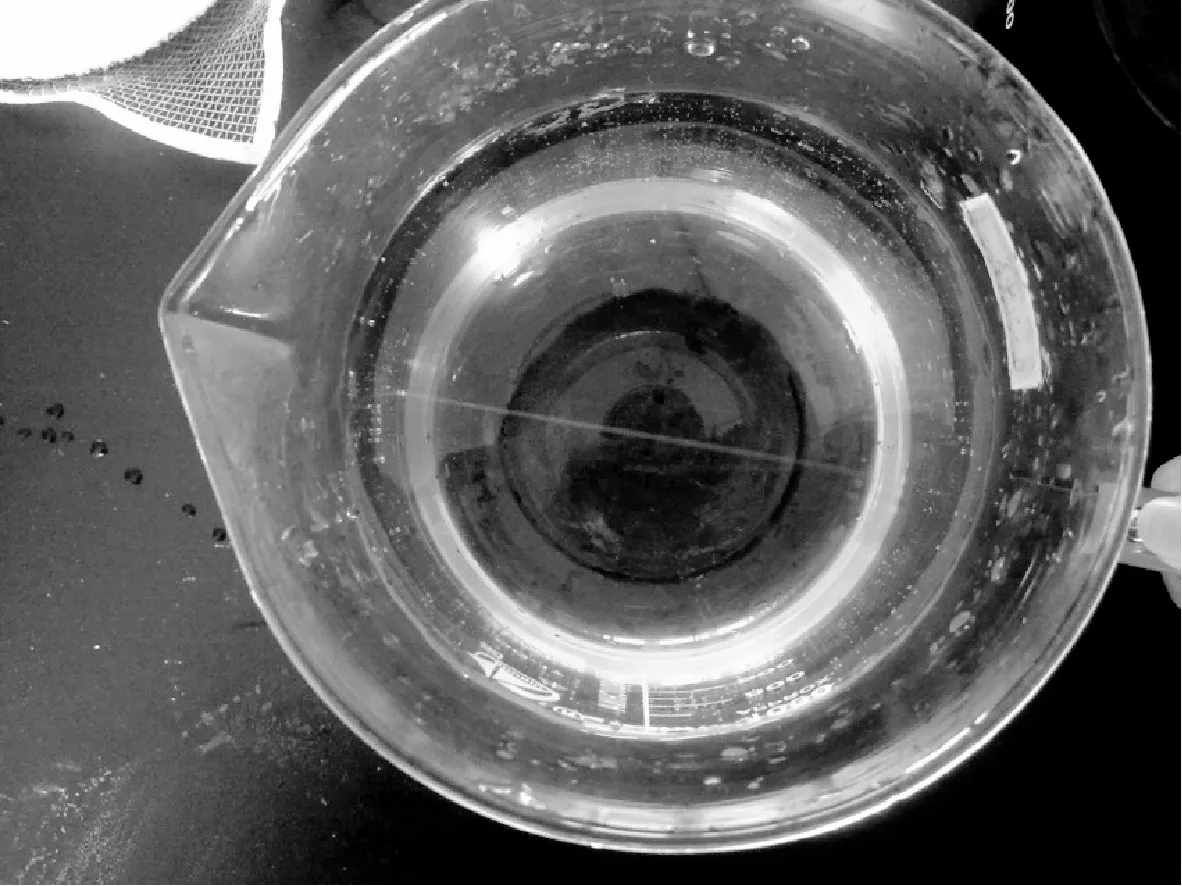
图1 胶体水样的丁达尔现象
通过纳米粒度及Zeta电位分布仪分析(表2和图2)可知:所配制的胶体粒径主要分布在200~300 nm范围,与核电厂废液中腐蚀产物胶体粒径分布(4~400 nm)接近[13];溶液pH值在中性条件下,胶体粒径均一,而在碱性条件下,粒径有明显增大趋势(胶粒团聚);胶体ζ电位为10~20 mV,说明胶体颗粒较不稳定,易发生团聚(理论上ζ电位绝对值大于30 mV,分散体系趋稳定[14-15]),同时,随pH值的升高,ζ电位下降,胶体体系越趋不稳定。
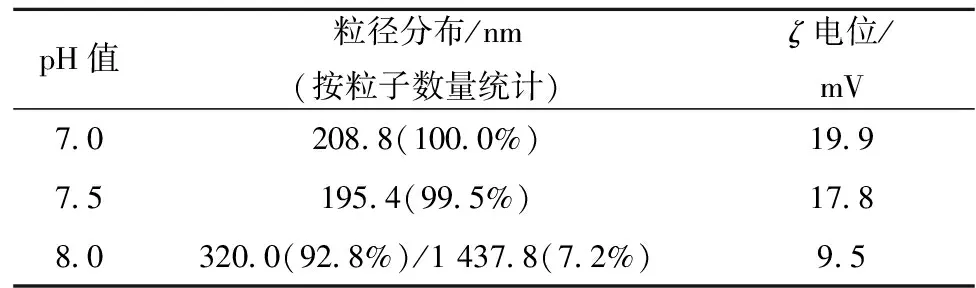
表2 不同pH值下的胶体性能参数
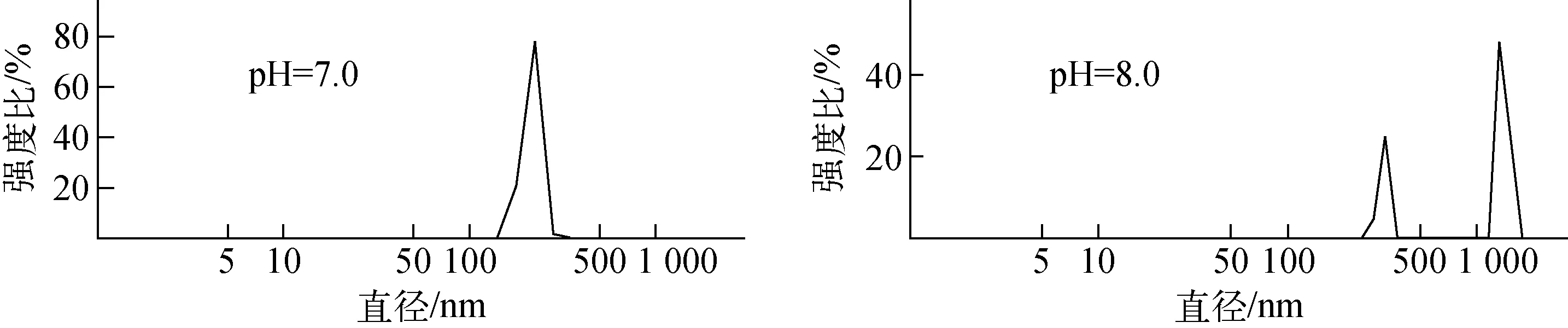
图2 配制水样的胶体粒径分布
2.2 胶体定量分析
配制的模拟水样(元素包括Fe、Co、Mn、Ag,为实际电厂腐蚀产物中的主要成分;各元素的浓度比与AP1000电厂冷却剂流出液中各元素的浓度比基本一致;pH值在7.5左右,与实际电厂反应堆冷却剂pH=6.9~7.4较为接近[10])中的胶体含量列于表3。表3结果表明:Fe和Ag形成的胶体较稳定,保持在95%以上;Co和Mn形成的胶体含量易受pH值影响。
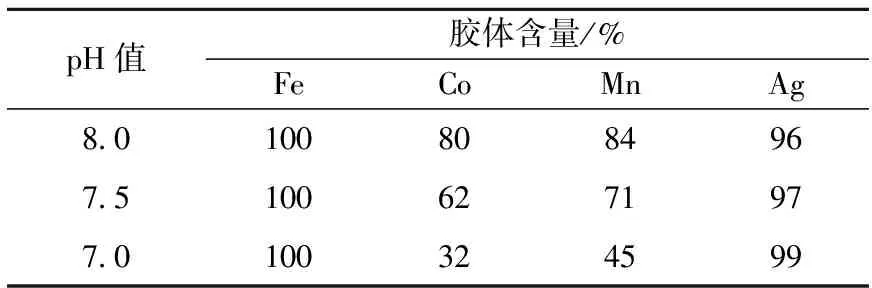
表3 不同pH值下配制水样中的胶体含量
2.3 高分子聚合物筛选
通过对国外核电厂絮凝处理工艺的调研,结合化学絮凝的网捕架桥和电中和等作用机理,本研究选用高分子聚合物与无机金属盐进行絮凝配方筛选试验[16-18]。
高分子聚合物以相对分子质量和离子度为筛选标准,对胶体水样的净化效果示于图3。其中,絮凝剂A和B的元素去除率较高(>50%),且B形成的絮体沉降速度最快。从试验现象和分析结果对比判断,高分子聚合物B的絮凝效果最好。
2.4 无机金属盐筛选
试验现象为:空白原液搅拌后有部分絮体形成,但加入无机金属盐后无明显絮体形成。结合图4的数据分析可知,无机金属盐对胶体水样的絮凝作用较弱,投加量越大,絮凝作用效果越差;无机金属盐Y的絮凝效果略优于X。
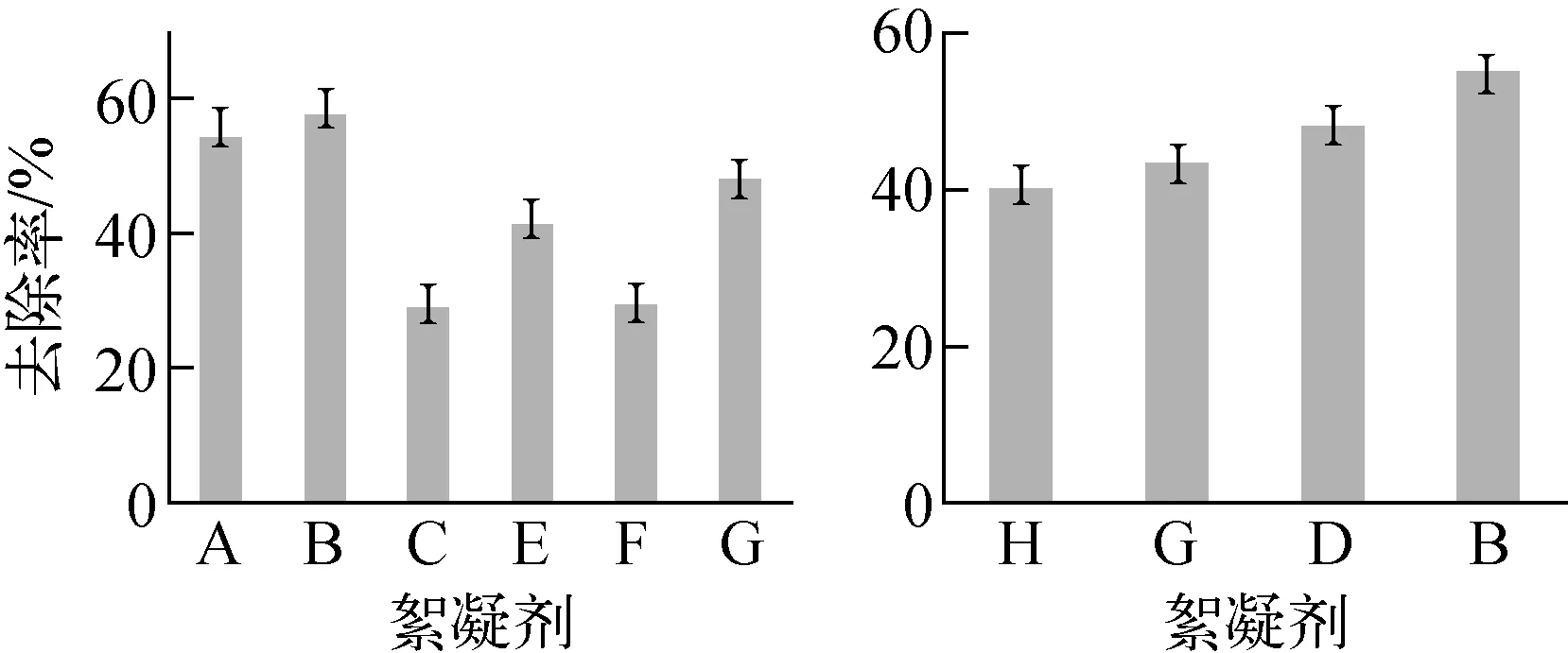
图3 不同高分子聚合物的絮凝净化效果
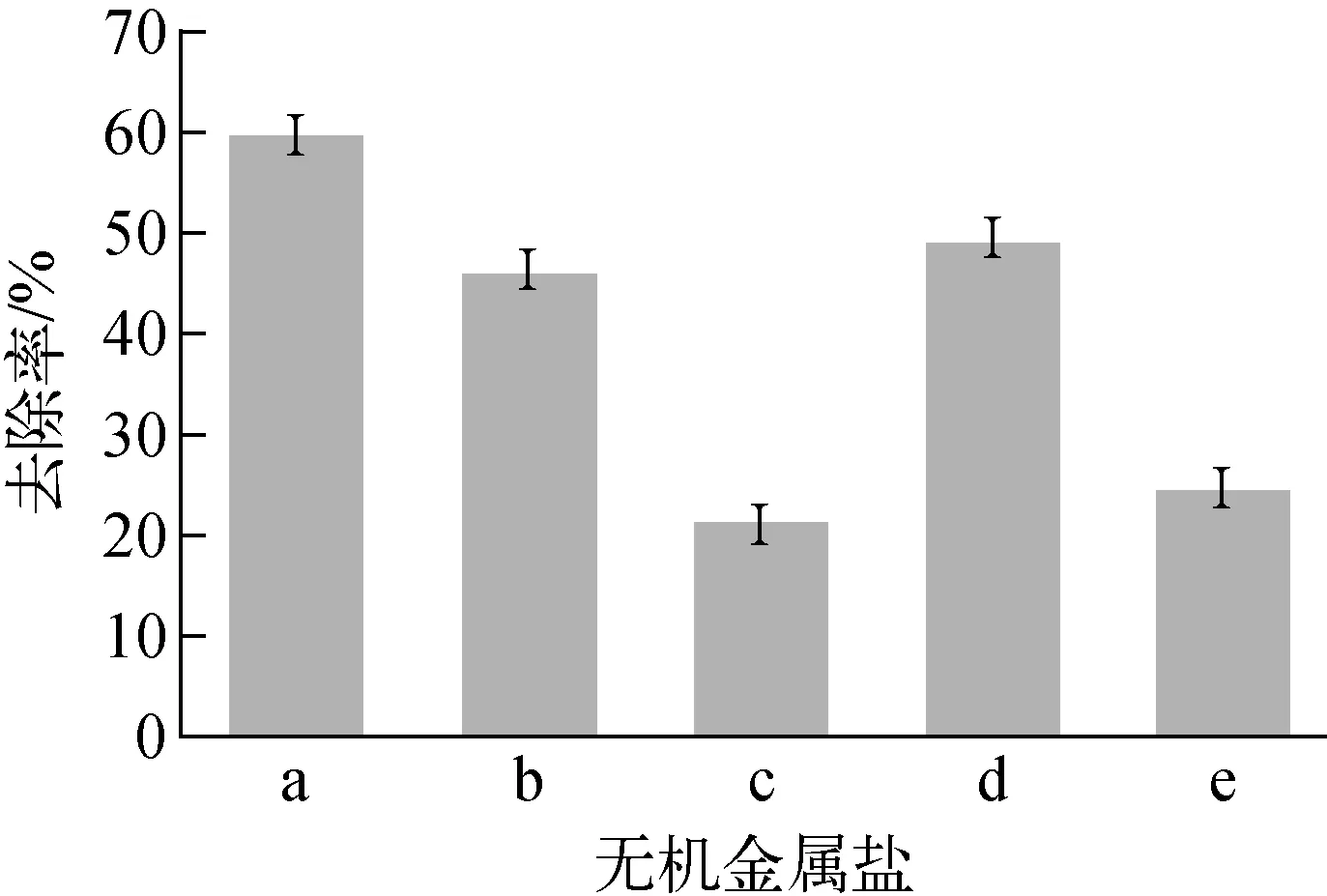
a——原水;b——原水+10 ppm X;c——原水+50 ppm X;d——原水+10 ppm Y;e——原水+50 ppm Y
2.5 高分子聚合物+无机金属盐复合配方
选用高分子聚合物B和无机金属盐Y进行复配试验。
1) 烧杯静置试验
a——原水+0.5 ppm B;b——原水+2 ppm B;c——原水+0.5 ppm B+10 ppm Y;d——原水+2 ppm B+10 ppm Y
通过试验现象和图5数据分析可知,复配无机金属盐Y可提高净化效果,且使絮体更加密实,但絮体形成速率较慢,增加了絮凝反应时间。
2) 活性炭过滤试验
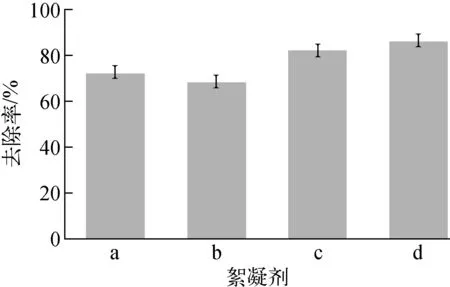
模拟WLS改进工艺“絮凝预处理+活性炭过滤[11]”,对单种絮凝剂及其复合配方的净化效果进行验证试验,主要考察胶体水样经絮凝+过滤后出水的去污因子(DF=进水胶体浓度/出水胶体浓度),试验结果示于图6。单投加高分子聚合物B形成的絮体较轻,复配无机金属盐Y后虽使絮体更密实,却延缓了絮体的形成速率,且经活性炭过滤出水DF无明显提高。

a——原水+2 ppm B;b——原水+10 ppm Y;c——原水+50 ppm Y;d——原水+2 ppm B+10 ppm Y
2.6 动态验证试验
考虑后续工程应用要尽可能提高胶体去除效率,优选高分子聚合物B进行1 m3/h中试样机装置动态验证试验,其絮凝去污效果列于表4。
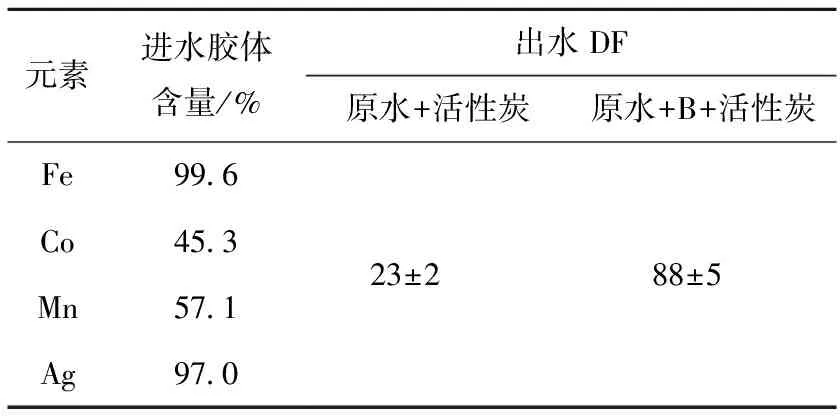
表4 动态验证试验进出水分析结果
在pH值为7.5时,与原水直接通过活性炭相比,投加高分子聚合物(2 ppm B)可显著改善胶体絮凝效果(使胶体颗粒生长的作用优势增强),絮体更易被活性炭截留,出水去污因子明显提高,可满足工艺设计要求(DF>50)。
3 结论
本试验所配制的模拟废液(胶体水样),其pH值(7.5)、胶体粒径分布(200~300 nm)及元素浓度(ppm)比(Fe∶Co∶Mn∶Ag=3∶4∶1∶1.5)等可较好地模拟核电厂废液腐蚀产物源项。
投加高分子聚合物B或高分子聚合物B+无机盐Y后,对模拟废液絮凝效果均较好,但考虑后续工程设计要尽可能提高腐蚀产物胶体去除效率(兼顾出水DF要求和絮凝反应时间),所以絮凝配方优选高分子聚合物B。
本文提出了一种去除核电厂废液腐蚀产物的絮凝强化处理工艺,筛选出适合核电厂模拟废液化学絮凝处理的絮凝配方,通过1 m3/h中试试验装置的动态试验验证,对胶体的去污因子达50以上。
参考文献:
[1] The nature and behavior of particulates in PWR primary coolant[R]. USA: EPRI, 1989.
[2] Corrosion-product release in light water reactors[R]. USA: EPRI, 1984.
[3] Evaluation of cobalt sources in Westinghouse-designed three- and four-loop plants[R]. USA: EPRI, 1982.
[4] Evaluation of the applicability of colloid studies to cobalt-60 deposition in LWRs[R]. USA: EPRI, 1984.
[5] 李福志,孙大卫. 内陆AP1000核电项目低放废液排放的主要污染物及其处理技术[J]. 原子能科学技术,2012,46(增刊):137-141.
LI Fuzhi, SUN Dawei. Main pollutants from inland AP1000 NPP liquid radioactive effluents and their treatment technologies[J]. Atomic Energy Science and Technology, 2012, 46(Suppl.): 137-141(in Chinese).
[6] Use of chemical pretreatment to enhance liquid waste processing[R]. USA: EPRI, 1999.
[7] Cobalt reduction guidelines[R]. USA: EPRI, 1990.
[8] Radioactive colloid removal by optimizing chemical parameters[R]. USA: EPRI, 2003.
[9] Improved cobalt removal: Compendium of experience in radioactive cobalt removal from liquid streams[R]. USA: EPRI, 2000.
[10] CAP-WLS-T5R-TEZM001 THJ-demonstration test report[R]. USA: AVANTech, 2011.
[11] CAP-WLS-M3-001 放射性液体废物处理系统说明书[R]. 上海:上海核工程研究设计院,2012.
[12] 刘杰安,陈斌,王鑫,等. 一种核电厂废液的絮凝吸附处理方法及絮凝剂:中国,CN201210410024.5[P]. 2012-10-24.
[13] Liquid radwaste system design improve and equipment for unit 1&2 of Hunan Taohuajiang Nuclear Power Plant[R]. Taiwan, China: ASIA GIANT, 2010.
[14] 陈宗淇. 胶体与界面化学[M]. 北京:高等教育出版社,2001.
[15] 常玉广,夏四清. 絮凝胶体颗粒的表面电位对絮凝行为的影响[C]∥第五届全国环境化学大会摘要集. 大连:[出版者不详],2009.
[16] 马青山. 絮凝化学和絮凝剂[M]. 北京:中国环境科学出版社,1988.
[17] Flocculants and coagulants: The keys to water and waste management in aggregate production[R]. Illinois: NALCO, 1997.
[18] 张育新,康勇. 絮凝剂的研究现状及发展趋势[J]. 化工进展,2002,21(11):799-804.
ZHANG Yuxin, KANG Yong. Review of the present status and development of flocculation agents[J]. Chemical Industry and Engineering Progress, 2002, 21(11): 799-804(in Chinese).