900MPA级超高强气保焊丝的研制
2014-08-05黄治军胡家国季益好
黄治军,胡家国,何 嘉,陈 浮,季益好
(1.武汉钢铁(集团)公司研究院,湖北 武汉 430080;2.武汉铁锚焊接材料股份有限公司,湖北 武汉 430084)
0 前言
钢结构逐步向轻量化发展,钢铁材料的强度日益提高,抗拉强度900 MPa级的钢铁品种的应用比例不断扩大。钢铁生产技术的发展使钢铁品质越来越好,强度提高,焊接性能也得到一定的改善。现在抗拉强度900 MPa以上钢种大部分采用调质工艺,部分钢种应用了TMCP、DIFT、SIDT等先进工艺生产,钢的抗裂性能有一定的改善[1-2]。目前国内只有个别钢企和焊丝厂生产900 MPa级焊接材料(焊缝抗拉强度),大部分依靠从国外进口,或采用低强度级别的焊丝作低强度焊接匹配[3],但低强匹配会影响高强钢种优势的有效发挥。这种局面势必会对高强钢的应用产生不利影响。
研制900 MPa级焊接材料,用于焊接抗拉强度为900~1 000 MPa的高强钢,为高强度钢的推广应用提供具有较好性价比的配套焊接材料,有较大的经济价值。
设计了焊丝的化学成分范围,在50 kg真空炉冶炼了试验用钢,在有关轧钢厂和焊丝厂轧制盘条及拉拔成丝,焊丝表面镀铜,制成成品焊丝,按级别取牌号WER90,相当于ER130S-G。检验了焊接熔敷金属性能。
1 焊丝试制
1.1 合金元素对焊缝性能的影响
焊缝金属性能主要由焊缝组织决定,而后者则由焊缝金属化学成分和焊接热循环条件决定。低合金钢焊缝组织一般有先共析铁素体、针状铁素体、粒状贝氏体、珠光体、马氏体等。具有共析铁素体、针状铁素体组织的焊缝强度一般在800 MPa以下,要想得到强度高于900 MPa的焊缝,焊缝组织应以贝氏体或马氏体等组织为主。为了获得这样的组织,应提高焊缝中的合金元素含量。贝氏体焊缝韧性高,对焊接工艺适应性强,但需要较高的Ni含量,相应成本增高。马氏体组织焊缝强度高,但韧性不太好,成本较低,具有较好的经济性[4-5]。
各主要合金元素的作用为:
C元素含量对焊缝的强韧性尤其是强度有较大的影响。焊缝中Si含量不宜太高,但富Ar保护气体具有一定的氧化性,焊丝中加入一定量的Si有利于焊接时脱氧。Mn是焊缝强韧化的有效元素,并能防止引起热裂纹的铁硫化物的形成,焊缝中w(Mn)在1.20%~1.60%时,有利于保持高强钢焊缝强韧性,同时Mn也有一定的脱氧作用。Ni有利于提高焊缝金属的强韧性尤其是低温冲击韧性,降低脆性转变温度。Cr元素有利于提高焊缝强度,细化铁素体晶粒,并有助于焊缝热处理后〛性能维持在较高的水平,使用Cr合金还能有效控制焊丝成本。Mo元素能有效提高焊缝的强度,但是当焊缝中Mo及Cr含量较高时(如分别超过0.7%),低温冲击韧性将明显下降。焊丝中加入Ti可以使焊缝形成形核质点,细化焊缝金属组织。S、P元素是焊缝中的主要有害元素,会显著降低焊缝金属低温冲击韧性。
1.2 焊丝成分
经过焊缝合金化试验,确定了焊缝的化学成分,设计焊丝的化学成分如表1所示。试验研究表明,焊缝碳当量与焊缝强度有一定的对应关系,通过碳当量来平衡各元素对焊缝强度的控制是可行的。焊缝强度低于900 MPa则不满足要求,但焊缝强度过高会使制作成本增加、韧性下降、焊接工艺难以控制。可以控制碳当量处于一定范围内,以便对焊缝强度作适当的限制,CE=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5=0.70% ~0.90%。

表1 焊丝成分%
1.3 焊丝
采用50 kg真空炉冶炼,钢质较为洁净,冶炼两例成分如表2所示。将钢锭加热轧制成方坯和盘条。

表2 焊丝钢冶炼成分 %
由于合金元素多,强度较高,拉拔较为困难,有的文献报道此类焊丝甚至采用了“四退四拉”工艺。为了减少盘条的拉拔量,尝试轧制较细的盘条。经多次试验,WER90采用如下工艺制成成品焊丝:
轧制成φ4 mm盘条→酸洗→清洗→烘干→拔丝至φ2.2 mm→在线热处理→酸洗→清洗→烘干→水箱拉丝→镀铜前表面酸洗处理→清洗→镀金镀槽前处理→清洗→镀铜→清洗→φ1.6 mm或φ1.2 mm→在包装车间用烘箱表面烘干→绞直→层绕→热塑包装。
焊丝满足GB/T8110《气体保护焊用碳钢、低合金钢焊丝》标准的有关规定。焊丝的金相组织为马氏体,如图1所示。

图1 焊丝组织
2 焊丝熔敷金属性能试验
按GB/T8110标准进行熔敷金属试验,采用富Ar混合气体φ(Ar)80%+φ(CO2)20%。焊前预热80℃,层间温度80℃~150℃。
2.1 力学性能试验
熔敷金属拉伸试验结果如表3所示,熔敷金属冲击试验结果如表4所示。
表3 拉伸试验结果

表4 熔敷金属冲击试验结果
熔敷金属焊接为多层焊。图2a为1#焊缝半个横截面,经磨光、抛光和5%硝酸酒精腐蚀,可以看出明显的多层焊道,较暗的部分为焊态或经后道焊缝的再热但尚未发生组织转变的区域,较亮部分为组织有所变化的再热区域。通过硬度测试可以看出其性能的变化。沿图2a中的斜线从焊缝中心至最后一道焊缝表面测量,点距为0.5 mm,硬度分布如图2b所示。由图2b可知:就每道焊缝而言,从焊缝底部到焊缝表面,硬度是逐渐降低的,最后一道焊缝的硬度较高。分析原因:一是与焊缝底部相比,焊缝表面冷速较慢;二是前道焊缝受后道焊缝的再热作用而软化。没经后道焊缝再加热的最后一道焊缝的硬度较高。焊缝中的最高硬度比最低硬度高约35%,焊缝性能具有明显的不均匀性,最高硬度超过350 HV10,焊缝金属具有一定的淬硬倾向。
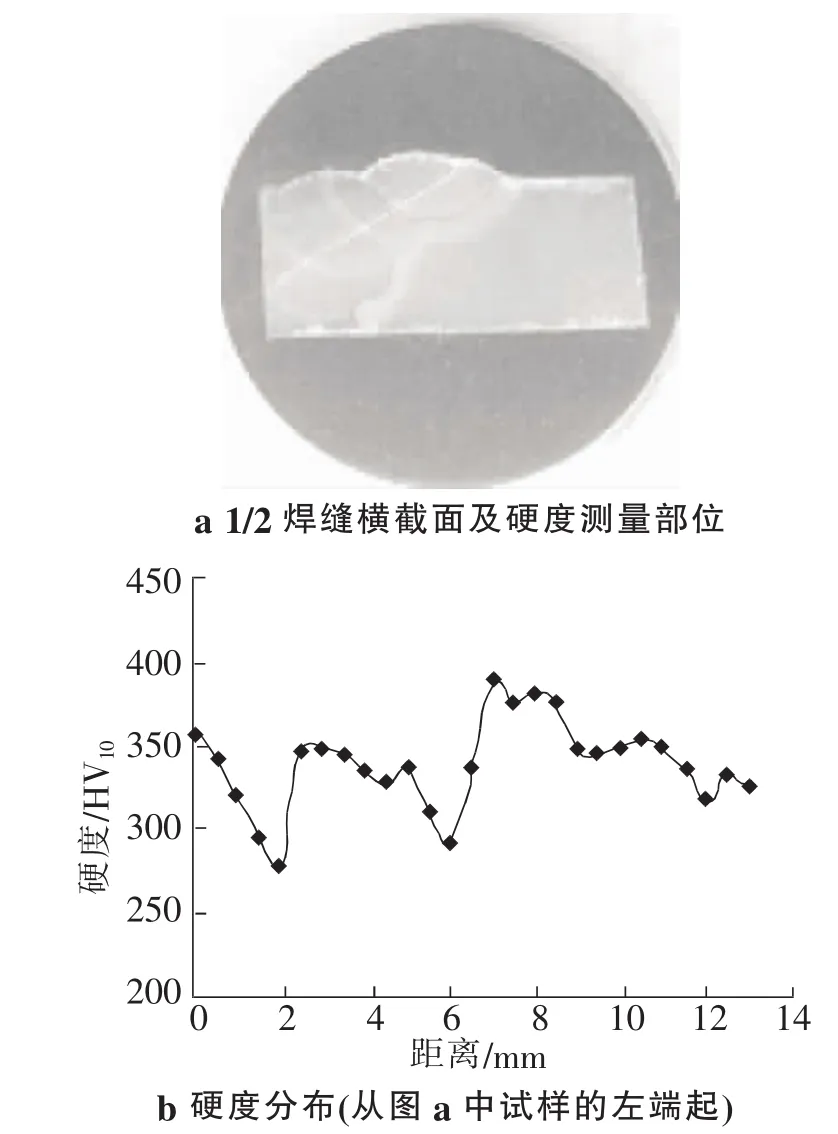
图2 1#焊缝各区硬度分布
熔敷金属力学性能试验结果表明,两例焊丝焊缝强度和韧性均有一定的富裕。2#焊丝焊缝强度较低韧性较高。1#焊丝焊缝实际强度达到1 010 MPa,韧性低一些。实际上此种强度级别的钢种的韧性也不高,如文献[6]报道的瑞典奥克德隆(SSAB)的WELDOX960钢实际冲击功为 30 J(-20℃),WER90焊缝韧性完全可以与其匹配。另外,对于超高强焊缝多采用等韧原则选择焊材,对于连接性质的焊缝(非主应力方向),一般采用低强匹配。只要是焊缝强度不低于母材强度的87%,则认为是等强匹配。因此,对于900 MPa级气保焊丝,建议将焊缝实际强度控制在980 MPa以下,这就需要适当控制焊丝的化学成分和各主合金元素含量的平衡。适当降低C、Mo、Cr含量、增加Ni含量有利于提高焊缝韧性。以2#焊丝为目标成分,可以得到强度及韧性均较好的焊缝。
2.2 化学成分分析
熔敷金属化学成分如表5所示。与焊丝相比,相应的熔敷金属中Ni、Cr、Mo含量变化不大,Mn含量相对较少。

表5 熔敷金属化学成分 %
2.3 金相分析
1#焊缝最后一道焊缝、焊缝上的热影响区金相分析部位如图3所示。两个部位金相组织如图4所示,组织均为马氏体+贝氏体。

图3 熔敷金属金属金相分析部位
3 结论
(1)设定了WER90焊丝的成分范围,采用碳当量对各合金元素进行总体平衡,能将焊缝强度及韧性控制在较佳水平。
(2)采用富Ar保护气体,焊缝典型力学性能为Rm=960 MPa,AKV2=67 J(-20℃)。多道焊缝金属显示出硬度不均匀性和一定的淬硬性,焊缝组织为马氏体+贝氏体。

图4 1#焊缝金相组织
(3)在设计成分范围内,适当降低C、Mo、Cr含量,增加Ni含量有利于焊缝韧性的提高。
[1]姚连登,赵小婷,焦胜利.屈服强度800MPa级低碳贝氏体钢试验研究[J].宝钢技术,2007(2):22 -25.
[2]温志红,何矿年,李 桦,等.超高强钢的开发进展及工艺分析[J].轧钢,2012(6):43 -45.
[3]李 阳,孙 攀.HG980 D高强钢焊接试验研究[J].金属加工,2009(12):36-39.
[4]RAMINI DE RISSONE N M,SVOBODA H G,SURIAN E S,et al.Influence of Procedure Variables on C - Mn - Ni- Mo Metal Cored Wire Ferritic All- Weld Metal[J].Welding Journal,2005(9):139 - 147.
[5]MOON D W,FONDA AND G R W.SPANOS.Microhardness Variations in HSLA-100 Welds Fabricated with New Ultra - Low - Carbon Weld Consumables[J].Welding Journal,2000(10):278 - 285.
[6]曾芳英.超高强钢起重臂焊接工艺及变形控制[J].金属加工(热加工),2012(8):37 -39.
