笼型转子梯形铜排尺寸的确定*
2014-07-24崔秀福刘丽霞
崔秀福,刘丽霞
(兰州电机股份有限公司,甘肃 兰州 730050)
笼型转子梯形铜排尺寸的确定*
崔秀福,刘丽霞
(兰州电机股份有限公司,甘肃 兰州 730050)
通过对影响梯形铜排装配因素的分析与查找,得出结论并经过对槽形间隙的改进,确定了梯形铜排尺寸,保证产品质量。
笼型电动机;转子;梯形铜排;尺寸;槽形;槽形公差;间隙
Abstract: Through analysis and research of influencing factor of trapezoid copper row assemble, the conclusion is got,and through several improvements to the slot gaps, dimension of trapezoid copper row is confirmed,which guarantees quality of the copper row.
Key words: squirrel motor;rotor;trapezoid copper row;dimension;slot;slot tolerance and gaps
0 引 言
为了满足电机具有大启动转矩的起动要求,兰州电机股份有限公司设计的大中型笼型异步电动机转子,导条采用梯形铜排结构的越来越多[1]。但在生产中普遍存在铜排打入槽内异常困难的问题,尤其最后几槽铜排打不进去,只能采取将铜排加工小来解决这一问题,这种方法严重影响产品质量。
1 问题及原因分析
影响铜排打入槽内困难的原因是铁心叠压质量有问题,或导条尺寸有问题。对生产现状进行了检查,首先检查了铁心叠压的槽形质量和尺寸;其次检查铜排截面几何尺寸[2]。
铁心在叠压时槽内放置槽样棒,完全控制槽形尺寸及公差,叠压后退出槽样棒经通槽棒逐槽检查,槽形完全符合图样;铜排为外协定制,铜排截面几何尺寸用检验样板验收,供货状况也满足图样要求。
在两者都满足图样要求的情况下,打条困难,为了证实槽形与铜排配合有问题,对已生产过所有规格的梯形铜排进行了归纳整理,并对每个梯形铜排和与之相对应的冲片槽形在电脑上进行了模拟装配,模拟装配图见图1所示。
经过模拟装配及计算侧面、顶面的装配间隙值以及R角处的配合,结果发现,槽形与铜排的侧间隙有大有小,极不规范。经统计绝大部分偏小,有的名义间隙仅有0.01mm,即使铜条按下偏差制作,侧面间隙仍很小,因为铜条的制造公差为负的0~0.05mm。另外设计选定间隙时基本没有考虑铁心槽形的叠片公差,叠片公差最大一般为-0.30mm,即使有一定的侧间隙也被叠片公差占了,这是大量梯形铜排打入困难的主要原因。影响打条的因素除了叠片公差外,还有冲片毛刺、槽形微观扭斜、铜条歪曲等。
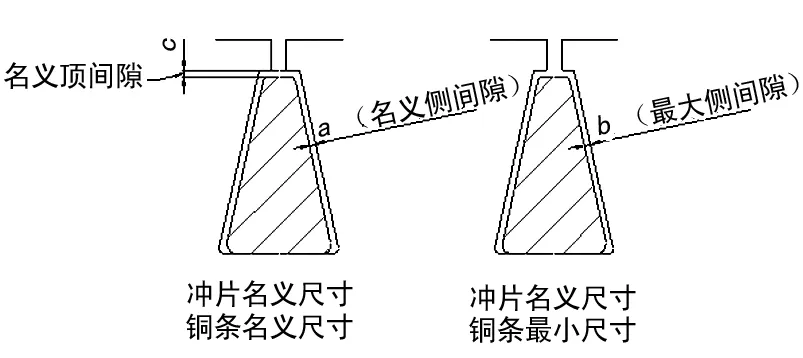
图1 模拟装配图
铜排和槽之间太松会影响散热,并且在运转时铜排发生松动,容易使铜排断裂,还会在启动时使铜排和铁心之间出现电火花现象。为了使铜排打入方便且不能太松就必须给出铜排与槽形一个合理的间隙值。这个间隙值实际就是要求给出铜条正确的截面尺寸。兰州电机股份有限公司制造的冲片主要有以下5种槽形型式,槽形型式见图2所示。
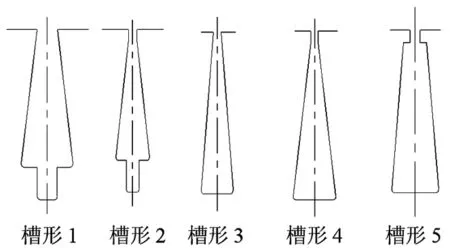
图2 槽形型式
槽形1和槽形2适用于高速电动机和重载荷电动机,其装配型式为铜排打入槽内后,铜排再由成对斜键撑紧,使铜排与槽形紧紧贴合;槽形3、槽形4和槽形5适用于低速电动机,没有斜键撑紧。
2 改进措施
经过统计检查及分析,打入困难的主要原因是设计的名义侧间隙较小以及R角配合问题,没有考虑生产时所必需的工艺间隙。为了规范铜排与铁心的装配关系,明确规定了以下工艺参数。
(1) 规范R角的配合尺寸
转子冲片槽型设计时,通常冲片四角的R为0.5 mm,该尺寸应小于梯形铜排截面的四角,否则铜条装配时会引起R角处的干涉。考虑叠片公差,铜排截面的四角R一般选为1 mm。
(2) 规范转子打条工艺间隙
转子铁心叠压后的槽型公差一般按-0.30 mm计算,铜条尺寸选用时,应保证铜排与铁心槽形(而非冲片槽形)侧面单边有0.1 mm的装配间隙。
(3) 转子铜条高度尺寸的确定
对槽形1和槽形2,由于打条后有斜键向外撑,铜排要向外移动侧面紧靠在一起;其它槽形因为电机在运行过程中,由于离心力的作用和端环热膨胀的影响,铜条也要向外移动,如果铜条侧面没能靠紧,势必要挤压槽口部位。特别是槽形5挤压槽口部位更为严重,有部分电机发生故障返修发现槽口有开裂现象。
铜条向外移动的尺寸由侧面倾斜角度和侧面间隙决定。如侧面倾斜角度为81°时,间隙为0.10 mm时,铜排向外移动的距离为0.61 mm;间隙为0.25 mm时,铜排向外移动的距离为1.52 mm;可以通过图例来清楚反应,见图3侧间隙与移动距离示意图例倾斜角度和侧面间隙其中只要一个有变化时,移动的距离就随之变化。尤其是冲片槽形质量好,叠片公差小,铜排制造的也比较规矩,铜排向外移动的距离也就越大。所以转子铜排高度尺寸的确定要根据具体的槽形侧面倾斜角度和侧面间隙决定,高度尺寸要选择合适,以免冒出槽口或挤压槽口。图4是对5种槽形所对应的铜条的具体规定[3]。
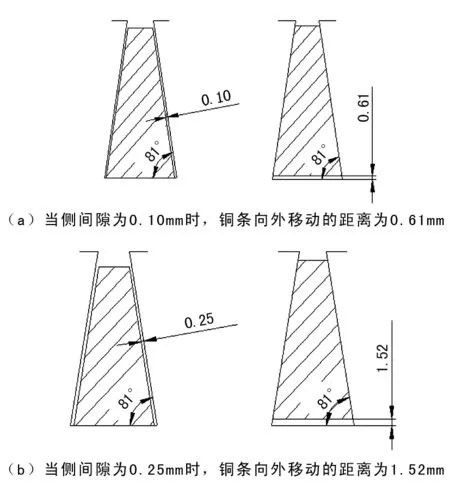
图3 侧间隙与移动距离示意图例

图4 5种槽形所对应的铜条的规定
3 验证效果
第一批几个规格的铜条按工艺改进的要求订货后,在现场进行打条验证,铜条均能顺利打入铁心槽内,尤其是大截面铜条也能正常打入。并且打条时,铜条与铁心槽的配合松紧合适,能够满足设计的要求。陆续将已生产过的铜条按工艺改进全部进行了更改,打条都顺利,目前已彻底杜绝了刨条、磨条的状况,该工序的生产状况得到了明显改善,保证了电机转子制造质量。
从2006年开始此项改进,找准打条困难的主要原因。所有的梯形铜排尺寸按工艺改进要求执行,经过我公司多年的操作验证,该工序操作顺利,工序质量得到了保证。
[1] 陈世坤. 电机设计[M].北京:机械工业出版社,1990.
[2] 胡志强. 电机制造工艺学[M].北京:机械工业出版社,2011.
[3] JB/DQ1128-85.笼型感应电动机笼条用铜排订货技术规范[S].
Dimension Confirm for Trapezoid Copper Row of Squirrel Rrotor
CUI Xiu-fu, LIU Li-xia
(LanzhouElectricCo.,Ltd,LanzhouGansu730050,China)
2014-07-04
崔秀福(1972-),男,甘肃景泰人,工程师,主要从事电机制造工艺方面的工作。
TH123
A
1007-4414(2014)04-0180-02
