352226X2-2RZ型轴承密封罩脱落原因及改进措施
2014-07-21汤太平
汤太平
(郑州铁路安全监督管理办公室驻郑州北车辆段验收室,郑州 450053)
1 现状
铁路货车轴承是铁路货车车辆走行部件的核心组成部分,也是最容易发生故障的部件之一,其运行状态直接关系到铁路运输的安全。长期以来,因轴承密封失效造成的热轴、切轴事故,给铁路运输和国家财产带来了巨大的损失。据统计,2011—2012年间,全路共发生352226X2-2RZ型轴承热轴故障606个,其中由于密封罩松动或脱落造成的故障176个,占所有轴承故障的29.04%(表1)。因此,解决该型轴承密封罩松动或脱落的问题已刻不容缓。下面从352226X2-2RZ型轴承造修及运用方面分析造成密封罩松动或脱落的具体原因,同时提出一些改进建议以供参考。
2 原因分析
2.1 外圈牙口加工质量
轴承外圈牙口的加工质量对密封罩的紧固状态至关重要。经过对多起密封罩脱落故障统计分析,发现大部分是由于轴承外圈牙口止口槽制造原因而导致的。
2.1.1 牙口与端面倒角加工不符合要求
按照352226X2-2RZ型铁路货车轴承加工工艺要求,外圈牙口与端面处有3 mm×0.9 mm的倒角(图1),而且倒角内侧的棱角要求做倒钝处理。经过对各厂的轴承检测发现,能严格按此工艺标准落实的并不多,存在的主要问题是轴承外圈在制造过程中热处理后没有进行硬车倒角,导致少数轴承的倒角没有达到工艺要求(图2),这样容易使轴承密封罩外径凸台(图3)在压装时被剪切掉,从而导致密封罩与轴承外圈牙口配合功能下降,轴承装车运行后随着轮轨剧烈振动,轴承密封罩极易发生松动或脱落。
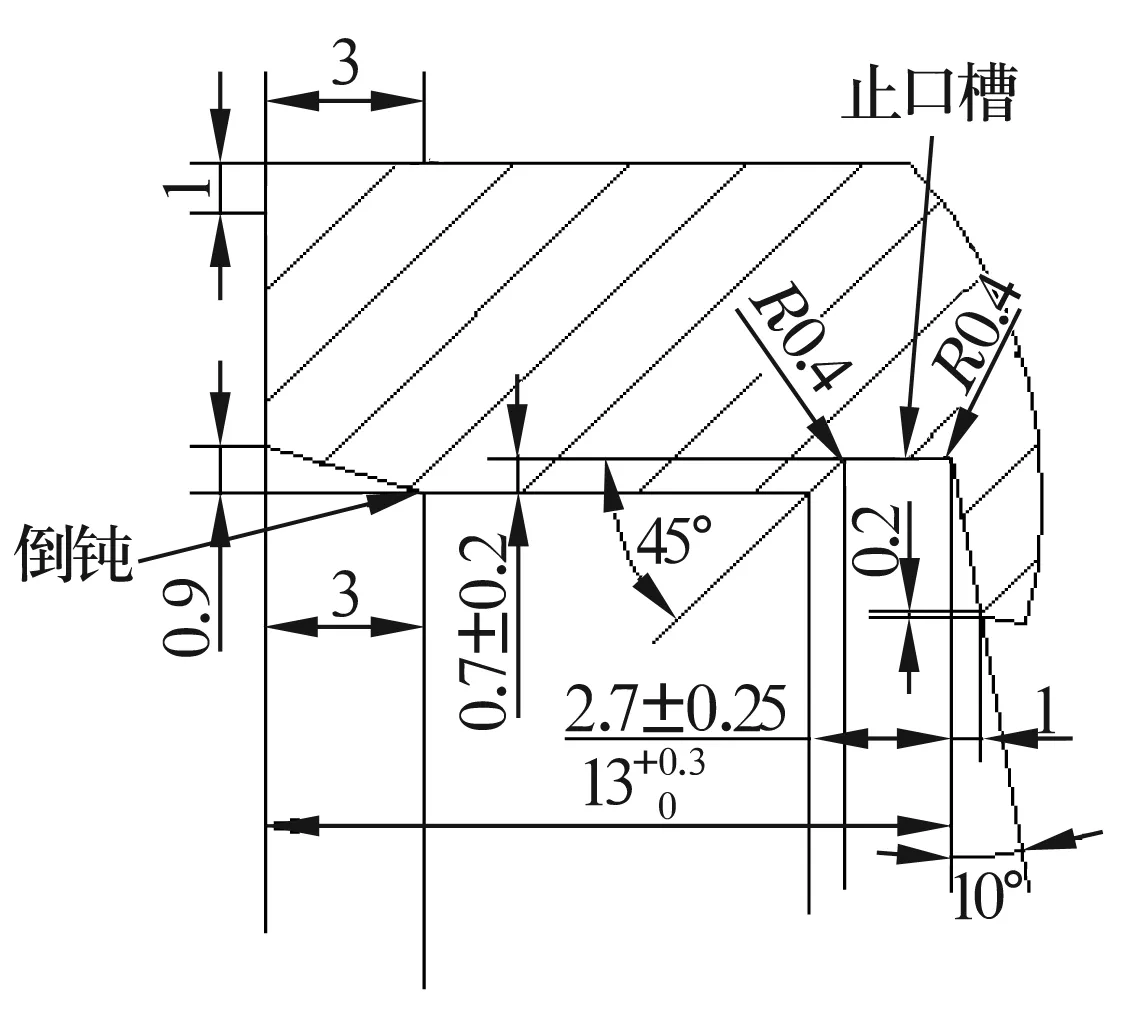
图1 外圈牙口与端面倒角

图2 外圈倒角局部图

图3 密封罩外径凸台
2.1.2 外圈牙口止口槽尺寸不符合设计要求
为确定密封罩容易脱落的原因,对出现密封罩脱落故障的轴承进行全面检测,发现故障轴承大部分都存在外圈牙口沟槽尺寸不符合图纸要求的问题。沟槽设计尺寸为:槽深(0.7±0.2 )mm,宽(2.7±0.25)mm,牙口面与沟槽有45°倒角(图1),而实际检测发现,有些轴承牙口沟槽尺寸低于规定值的下限。分析发现,主要是由车加工止口槽时刀具磨损,使加工出的止口槽实际尺寸与设计尺寸不一致,后期又没有有效的方法修正所致。
2.2 密封罩质量
2.2.1 密封罩生产工艺不完善
目前铁路货车轴承的密封罩大多采用08Al冷轧薄钢板经过冷冲、拉伸成形、精车、表面磷化处理等多道工序加工而成,由于密封罩为薄壁件,正确合理地装夹是加工的关键,而且密封罩大端外径及牙口不仅有尺寸要求,对同轴度、圆柱度和圆跳动量的要求也较高(图3),所以对加工工艺要求很高。而各密封罩制造厂家工艺水平高低不一,产品质量参差不齐。另外,密封罩成形后存在一定的椭圆现象,给中间产品的检测带来一定的不确定性,这一系列因素将对产品最终的质量产生很大的影响[1]。
2.2.2 密封罩牙口凸台宽度及高度尺寸偏下限

2.3 密封罩压装
2.3.1 密封罩与轴承外圈压装选配不合理
《铁路货车轮轴组装检修及管理规则》规定:密封罩牙口与轴承外圈牙口的配合过盈量须达到0.15 mm及以上,并且压装后须进行不小于122.5 N·m的扭矩检测[2]。一方面在轴承造修作业过程中,造修单位一般采用通配方式选配密封罩,这就使所有轴承压装的密封罩外径公差基本在一个范围内,实际上大修轴承或一般检修轴承由于诸多原因牙口内径一般比新造轴承牙口内径大,这就要求用于大修轴承或一般检修轴承的密封罩外径要比用于新造的大,否则压装后无法达到0.15 mm的过盈量要求。另一方面检测仪器、测量人员导致的测量误差,以及作业人员未严格落实工艺要求进行选配等,也会造成密封罩与外圈的配合过盈量达不到规定要求,从而影响密封罩与外圈的配合性能。
2.3.2 密封罩压装质量不高
密封罩与外圈的组装由外圈牙口与密封罩牙口配合而成,正常组装后密封罩立面应位于外圈端面内侧,且相对距离有规定限度。实际压装过程中由于压装密封罩的压装力未达到规定值、模具或胎具性能不良、压装人员操作不当等,都可能导致密封罩压装不到位、密封罩压偏、油封卡死等情况[3]。另外,压装人员及质量检查人员未认真履行检查程序,未全部对轴承密封罩进行扭矩检测,都将增大问题轴承出厂的概率。
3 改进措施
3.1 改进外圈牙口加工工艺
对外圈牙口与端面处3 mm×0.9 mm倒角内侧棱角先进行粗磨,然后采用数控车床硬车(国外已有此加工工艺),使倒角面与牙口面圆滑过渡。改进工艺后压装密封罩时密封罩牙口凸台部分就不会被棱角剪切掉,而且更容易压装(大修铁路货车轴承也可参照此加工工艺)。
3.2 确保外圈牙口止口槽的加工精度
外圈牙口槽深尺寸公差过大会降低外圈牙口止口槽处所能承受的应力,公差过小止口槽过浅密封罩压入后容易松动脱落,故应严格按图纸要求进行加工,保证牙口止口槽的加工精度。止口槽加工成形后,要严格测量相关尺寸,对于不符合限度要求的可采用硬车加工成形(大修铁路货车轴承也可参照此加工工艺),直到符合要求。
3.3 改善密封罩生产工艺

3.4 密封罩的采购

3.5 改进密封罩的压装
轴承生产厂家和检修单位在压装密封罩时,应做到全数检测选配,公差按上限,防止压装使用不合格或达不到过盈量要求的密封罩。同时务必确保压装设备性能良好,压装操作完成后严格进行外观及转动检查,确保压装到位且没有压偏,并须全部进行扭力矩检测,在规定扭矩下不得松动,杜绝由各种压装原因而导致的密封罩脱落故障的发生。
