PCBN高速切削25CrMo4过程的切削温度研究
2014-07-18纪莲清王明义班新星刘琨
纪莲清,王明义,班新星,刘琨
(郑州轻工业学院机电工程学院,河南郑州450002)
高速切削 (High Speed Cutting)通过高转速、快进给、小背吃刀量和小进给量来去除余量,以其高效加工工艺 (HPM)和高生产率加工工艺 (HSM)有别于传统意义上的采用大的切削量来提高加工效率的加工方式。聚晶立方氮化硼 (Polycrystalline Cubic Boron Nitride,PCBN)刀具是一种超硬材料刀具,适合于铁系金属材料、各种难加工材料的高速切削加工。
高速切削过程中产生的切削热会导致工件和刀具的切削温度提高,从而影响工件的加工精度、表面质量和刀具耐磨性[1]。如今,切削温度已成为现代化加工过程中的一个可控因素,国内外很多学者正在对此进行研究,如文献 [2-12],研究的材料包括高速钢、GCr15、45、SKD11等淬火钢及球墨铸铁、钛合金、镍基合金等,研究方法大多着重有限元模拟分析,而物理模拟验证的较少,特别是对PCBN刀具切削25CrMo4淬火钢开展的研究较少。
25CrMo4是淬火钢中具有代表性的难加工金属材料,其淬透性较高、冷裂倾向很小、无回火脆性、焊接性和可切削性好,常用于制造在非腐蚀性介质及工作温度低于250℃、含有氮氢混合物的介质中工作的高压管及各种紧固件、较重要的渗碳零件,如齿轮、轴等。文中通过有限元模拟,系统地研究了PCBN高速切削25CrMo4淬火钢切削工艺参数对切削温度的影响,得到了优化工艺参数下切削温度的变化规律,并通过切削实验进行了验证。
1 切削模型
以下采用拉格朗日法 (Lagrangian)建立了弹塑性有限元方程。考虑到温度、应变速率影响,材料模型采用Johnson-Cook模型。由于切削过程中产生的高温,使得切屑-刀具之间的摩擦不仅有滑动摩擦还有黏滞摩擦,故切屑-刀具摩擦模型采用库伦+黏滞模型。刀具磨损采用Usui磨损模型。在Deform-3D软件中建立PCBN高速切削25CrMo4的刀具-工件三维模型,并对其进行网格划分,如图1所示。

图1 刀具-工件三维切削模型
2 切削模拟及优化
2.1 PCBN刀具高速切削25CrMo4切削模拟参数选择
25CrMo4淬火钢硬度为7级,强度为4级,属于难切削材料。刀具应采用较小的前角 (或负前角)、小角度后角及较小的主偏角[13],故刀具取前角γ0为-5°、后角 α0为2°、刃倾角 λs为 -3°。刀具切削速度不宜过高,适合于小进给量和小切削深度切削,故切削速度v分别取:105 m/min、210 m/min、270 m/min、320 m/min;进给量f分别取:0.1 mm/r、0.2 mm/r、0.3 mm/r、0.5 mm/r;切削深度 αp分别取:0.1 mm、0.2 mm、0.3 mm、0.5 mm,设计正交模拟参数如表1所示。
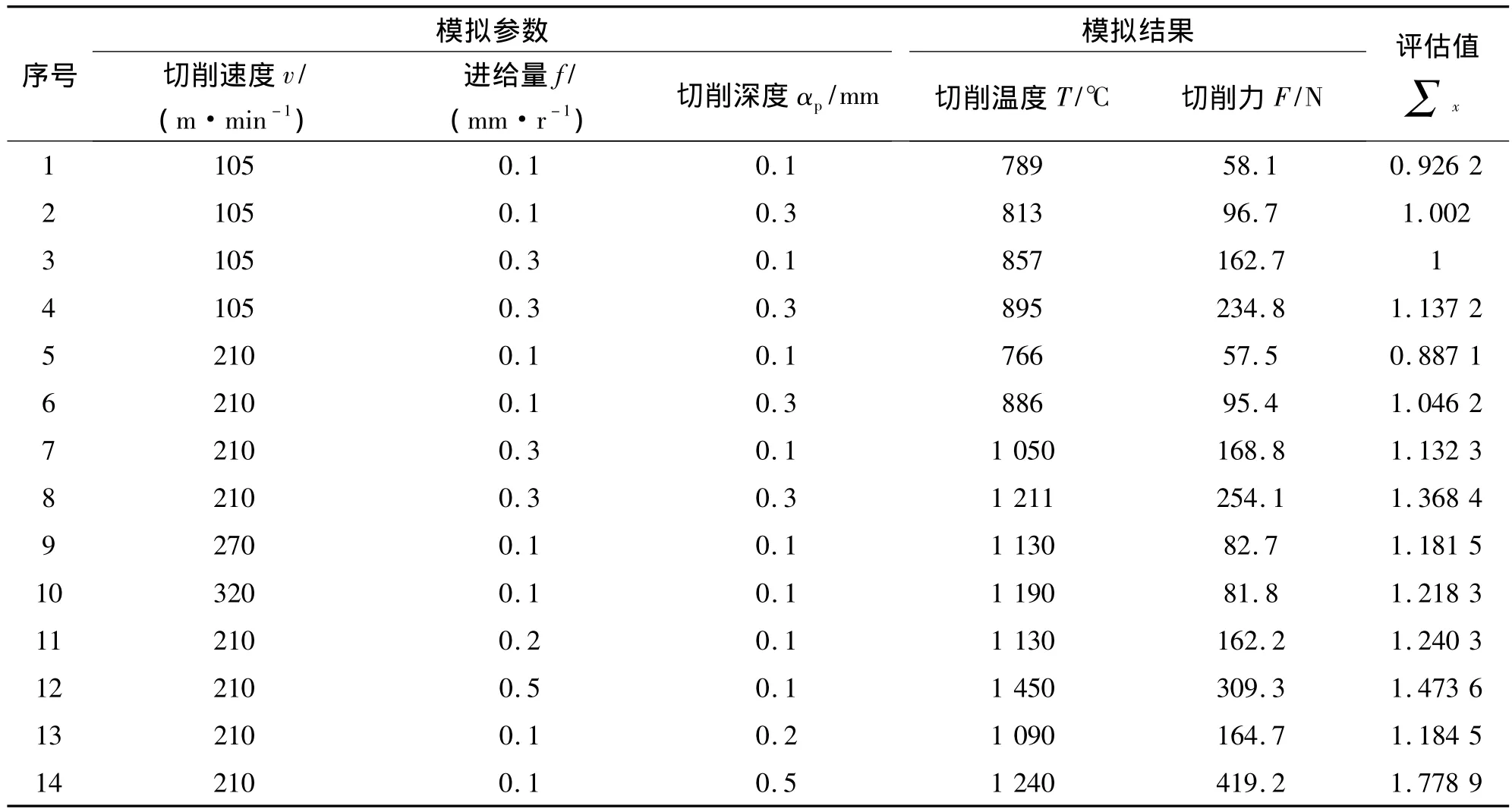
表1 25CrMo4切削正交模拟参数及结果
2.2 切削温度模拟结果及评估
切削温度模拟结果见表1。根据切削模拟参数,通过归一化综合评估模型确定最优的切削参数。归一化综合评估模型是一个基于切削力和切削温度的评估模型,将不同切削参数下切削力和切削温度的模拟值代入归一化评估模型,可以得到相应的评估值,评估值越小则说明切削性能越好[14]。
归一化综合评估模型如下:

式中:M、N、L为常数,分别取 0.545、0.255、-0.2;T0、F0、f0为基本加工参数对应的切削温度、切削力、进给量,分别取 857℃、162.7 N、0.3 mm/r。将以上各参数值分别代入表1相应组参数可得每组评估值∑x,由表1可见第五组模拟参数对应最小评估值∑5=0.887 1。因此PCBN刀具高速切削25CrMo4优化后的切削参数为:切削速度v=210 m/min;进给量f=0.1 mm/r;切削深度αp=0.1 mm。
2.3 切削温度模拟结果及分析
2.3.1 切削速度对切削温度的影响
切削速度在105~210 m/min之间时,随着切削速度的增加,切削温度呈下降的趋势,但当切削速度增加到210 m/min后切削温度将不再下降,随着切削速度的进一步增加切削温度将上升,如图2(a)所示。可见切削速度太大、太小都会使切削温度增高。图2(b)是进给量f为0.1 mm/r、切削深度αp为0.1 mm时评估值随切削速度的变化情况,从图中可以看出,评估值变化和切削温度变化规律基本相同,说明在此切削速度范围内切削温度是优化切削参数的主要物理量。
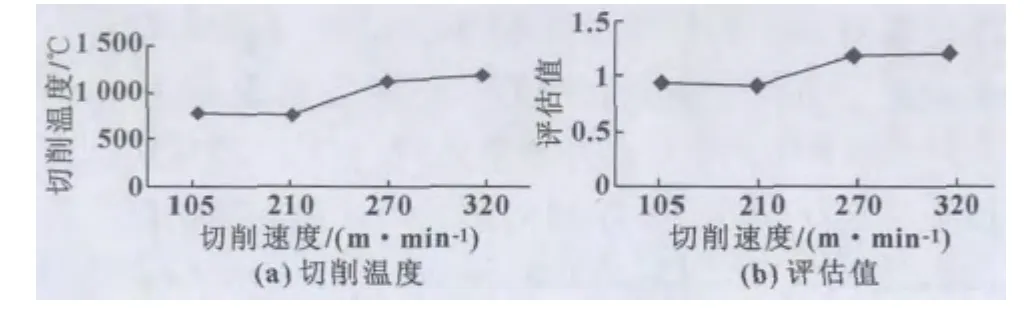
图2 切削25CrMo4时不同速度下的切削温度及其评估值
2.3.2 进给量对切削温度的影响
图3(a)所示是进给量对切削温度的影响。从图3可见,随着进给量的增加,切削温度大体上呈现上升的趋势,只在进给量f为0.3 mm/r时略有下降。图3(b)是切削速度v为210 m/min、切削深度αp为0.1 mm时的评估值,从图中可以看出,评估值随着切削温度的变化而变化,即在此进给量范围内,切削温度对评估值起决定作用。虽然切削温度和评估值变化趋势相同,但是变化幅度并不相同,评估值变化幅度较切削温度大,这是由于影响评估值的因素不但有切削温度,还有切削力和进给量。进给量在0.1~0.5 mm/r时不能决定评估值的变化方向,但是可以影响评估值的变化幅度。

图3 切削25CrMo4时不同进给量下的切削温度及其评估值
2.3.3 切削深度对切削温度的影响
图4(a)所示为切削深度对切削温度的影响。从图4(a)可以看出,切深在0.1~0.5 mm之间时,随着切削深度的增大,切削温度呈上升的趋势,当切削深度αp在0.3 mm附近的时候,切削温度有所下降,随着切削深度的增加,切削温度将急速增加。图4(b)是切削速度v为210 m/min、进给量f为0.1 mm/r时的评估值。和进给量对切削温度的影响一样,切削深度在此范围内也不能决定评估值的变化方向,但是可以影响评估值的变化幅度。
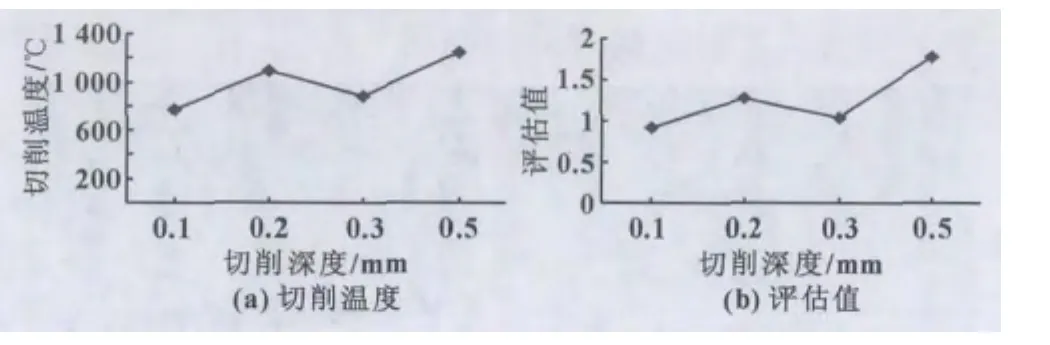
图4 切削25CrMo4时不同切深下的切削温度及其评估值
3 高速切削物理模拟
3.1 实验设备
车床采用云南机床厂生产的CA6240车床,车刀采用博特硬质材料有限公司生产的偏头外圆CSSNR2525-150车刀杆、SNMN1204刀片,如图5所示。采用美国标智红外测温仪进行切削温度的测量。

图5 CBN刀具SCMN120408和45°偏头外圆车刀杆
3.2 实验结果及分析
图6(a)是PCBN刀具SCMN120408的切削温度在刀具前刀面上的分布图,整个前刀面分为A、B……H 8个区域,从A区域到G区域温度按照一定的关系逐渐降低。由于切屑阻挡,红外测温仪无法测量到A、B、C区域刀具温度,无法准确测量D区温度,而只能测量F区域温度,所以必须通过刀具温度分布图才能获得刀具高速切削过程中的最高温度。图6(b)是根据相关文献和切削实验整理出的PCBN刀具高速车削25CrMo4时前刀面不同区域切削温度受切削速度影响的变化情况。当切削速度分别为v=105 m/min、v=210 m/min和v=270 m/min时,F区的温度分别为190℃、146℃、230℃,刀具最高温度分别为833℃、730℃、1 150℃。刀具刀尖温度比刀具平面温度高出4倍左右,说明PCBN刀具在车削过程中切削热传出很快,刀具热传导率高,而这有利于切削过程中降低刀具温度,提高刀具寿命。
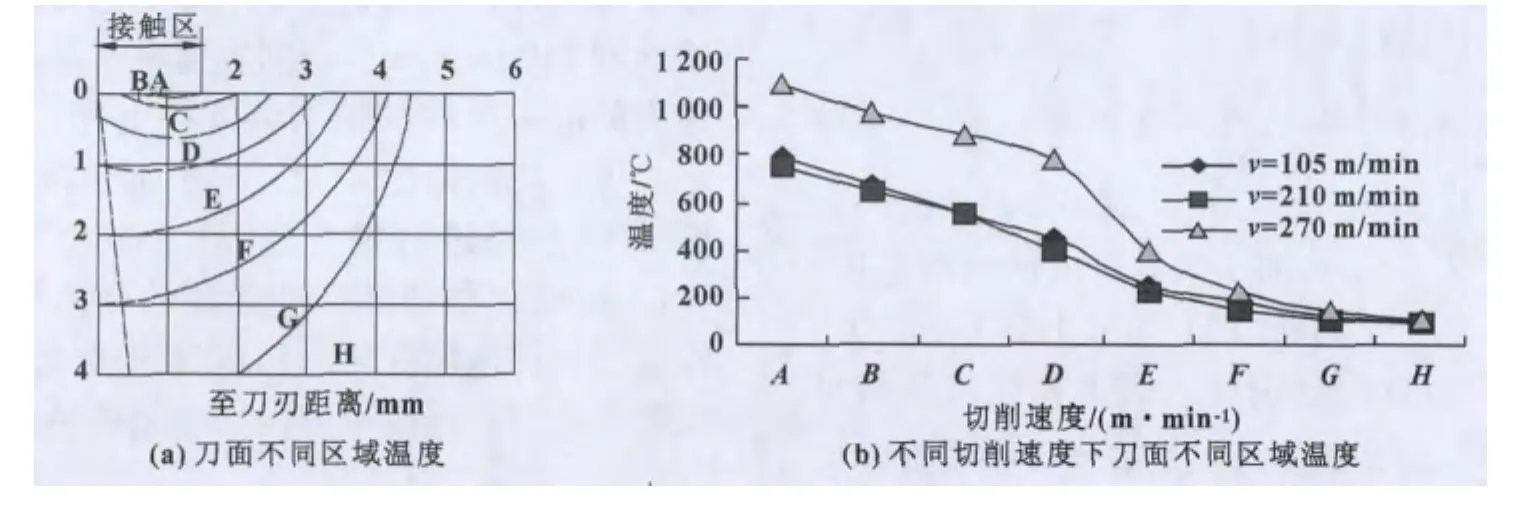
图6 刀具前刀面温度分布图
图7是车削25CrMo4时模拟温度和试验温度的对比情况,比较两者可以发现,模拟结果和实验结果非常吻合,误差分别只有5.6%、4.9%、1.7%,在规定误差 (10%)范围内。在整个高速切削过程,由于切削温度很高,切削速度很快,工件切削表面开始熔化软化,切屑带走的热量增加,传给刀具和工件的热量减少,使得刀具温度增大的趋势不是十分明显。

图7 车削25CrMo4时模拟温度和试验温度对比
4 结论
通过对PCBN高速车削25CrMo4过程进行模拟,得到了切削参数对温度的影响规律,同时采用红外测温仪对模拟结果进行了验证,得出如下结论:
(1)切削速度在105~320 m/min时切削温度随切削速度增加总体呈现上升的趋势,但是在切削速度达到210 m/min时略有下降,切削速度为210 m/min时切削温度出现最小值。
(2)随着进给量和切削深度的增加切削温度总体呈上升趋势。
(3)通过和归一化综合评估模型评估值比较可以发现,切削温度和评估值变化趋势相同,说明切削温度是影响切削参数优劣的最重要指标,对优化切削参数具有重要意义。
(4)进给量和切削深度在模拟范围内不能决定评估值的变化方向,但是可以影响评估值的变化程度。
[1]CHEN M,SUN F H,WANG H L,et al.Experimental Research on Dynamic Characteristics of the Cutting Temperature in Process of High-speed Milling[J].Journal of Materials Processing Technology,2003,138(1/3):468 -471.
[2]MRIWAKI T,SUGIMURA N,LUAN S.Cmnbined stress,Material Flow and Heat Analysis of Orthogonal Micromachining of Copper[J].Annals of the CIRP,1993,42(1):75 -84.
[3]朱学超.淬硬钢SKD11硬态干式切削温度试验研究[J].煤矿机械,2008,29(11):32 -34.
[4]冯吉福,吕智,林峰,等.PCBN刀具车削淬硬高速钢的切削力与温度研究[J].超硬材料工程,2007,19(4):67-69.
[5]LIU Xianli,WEN Donghui,LI Zhenjia,et al.Cutting Temperature and Tool Wear of Hard Turning Hardened Bearing Steel[J].Journal of Materials Processing Technology,2002,129:200 -206.
[6]焦锋,赵勇,李太平.超声硬切削45淬火钢有限元分析[J].工具技术,2009,43(12):65 -67.
[7]倪志兵.45钢切削加工温度变化数值模拟分析[J].工具技术,2010,44(11):64 -66.
[8]苏华礼,徐铭.激光热处理球墨铸铁轧辊切削机理研究[J].机械设计与制造,2008(6):140 -142.
[9]刘战强,艾兴,李甜甜,等.PCBN刀具加工TC4钛合金的切削加工性[J].山东大学学报:工学版,2009,39(1):77-83.
[10]刘鹏,徐九华,傅玉灿.聚晶金刚石刀具高速铣削钛合金切削温度分析[J].哈尔滨工业大学学报,2011,43(11):95-100.
[11]叶贵根,薛世峰,全兴华,等.高速切削TiAl6V4温度和切削力动态变化规律研究[J].工具技术,2011,45(8):21-25.
[12]王秋林,傅建军.热喷涂镍基合金粉末表面的车削加工[J].制造技术与机床,2003(8):40 -42.
[13]任帅民.PCBN刀具断续切削时负倒棱参数的研究[D].大连:大连理工大学机械工程学院,2009.
[14]庆振华.PCBN刀具高速硬态干切削的研究及应用[D].合肥:合肥工业大学机械与汽车工程学院,2009.
