裂解原料芳烃抽提预处理技术的研究
2014-07-18杨晓红张永刚杜志国王国清
郭 莹,杨晓红,田 勇,张永刚,杜志国,王国清
(中国石化 北京化工研究院,北京 100013)
裂解原料芳烃抽提预处理技术的研究
郭 莹,杨晓红,田 勇,张永刚,杜志国,王国清
(中国石化 北京化工研究院,北京 100013)
为解决蒸汽裂解生产乙烯过程中石脑油原料的短缺问题,选取芳烃含量为10%~30%(w)的高芳烃含量劣质石脑油为原料,进行环丁砜液液抽提实验和裂解实验,考察了抽提预处理的分离效果和抽提前后石脑油的裂解产物分布情况。实验结果表明,抽提预处理使石脑油原料的芳烃含量降低69%~94%,芳烃关联指数(BMCI)降低31%~57%,芳烃萃取率为74.85%~96.86%,非芳烃回收率为78.11%~91.50%;石脑油裂解的乙烯收率提高1.67~4.48百分点,三烯(乙烯、丙烯和丁烯)收率提高2.43~6.98百分点,同时芳烃产量较常规流程将提高13.20%~156.50%。溶剂抽提改质高芳烃含量石脑油是优化蒸汽裂解原料、提高装置经济效益的可行途径。
乙烯;芳烃抽提;蒸汽裂解;裂解原料;石脑油
在蒸汽裂解制乙烯过程中,原料费用占整个装置运行成本的60%~80%,对企业的经济效益有显著影响。近年来由于原油资源日渐紧缺、乙烯产能不断增加,原料供需矛盾逐渐增大,扩大裂解原料来源变得尤为重要。采用劣质原料将引发低碳烯烃收率下降、设备结焦、催化剂中毒、设备腐蚀等一系列问题,因此优化裂解原料是降低乙烯成本、提高装置市场竞争力的关键。裂解原料中的芳烃,由于芳环中C—C共轭键的键能高达611 kJ/mol,很难开环,因此只有侧链可裂解生成乙烯或丙烯等目的产物;且在500~900 ℃下生成结焦前体,在炉管材料镍合金钢的催化作用下,300~400 ℃时就可脱氢缩聚生成流动性较差的沥青质,严重影响生产。因而降低原料中的芳烃含量,改善原料的族组成,从而降低其芳烃关联指数(BMCI),将有利于提高低碳烯烃收率,降低热裂解反应温度,减小设备的结焦。
芳烃抽提技术作为分离芳烃的重要手段,在改善石油烃的族组成上独具优势,并可同时获得有用的副产物。因而如何将其应用于劣质裂解原料的预处理,近年来受到关注[1-15]。芳烃抽提工艺有液液抽提和抽提精馏两种。抽提精馏更适合处理高芳烃含量、窄沸程的油品,以往生产苯、甲苯、二甲苯(BTX)的芳烃抽提多选用此技术。但生产BTX的芳烃抽提所用原料为重整油或加氢裂解汽油,其芳烃含量为60%~85%(w);而芳烃抽提预处理裂解原料中的芳烃含量下降到35%(w)以下,且沸程更宽,因此液液抽提更为适合。
本工作选取高芳烃含量石脑油为原料,进行环丁砜液液抽提实验和裂解实验,考察了抽提预处理的分离效果和抽提前后石脑油的裂解产物分布,探讨了液液抽提预处理石脑油裂解原料的可行性。
1 实验部分
1.1 原料
裂解原料为高芳烃含量石脑油或粗汽油,芳烃含量为10%~30%(w),其性质见表1。

表1 原料油的性质Table1 Physical properties of feedstock
1.2 实验装置
1.2.1 溶剂抽提的实验装置
溶剂抽提的实验装置见图1。

图1 溶剂抽提的实验装置Fig.1 Experimental installation for extraction.
该装置采用转盘式抽提塔,分为抽提段、澄清段及电机附件段3部分。总塔高4.0 m,抽提段高2.0 m,塔径50 mm。原料油从抽提塔底部进入,与塔顶流入的抽提溶剂逆流接触,发生传质;抽余油从塔顶产出,塔底产出抽出油。
1.2.2 蒸汽裂解的实验装置
蒸汽裂解的实验装置为中国石化北京化工研究院设计开发的NM-II型模拟实验装置。该装置由进料、裂解反应和冷却分离3部分构成。反应器采用双面辐射电加热,在对流段、辐射段的不同区间内设置多个压力、温度测量点及温度控制点。裂解原料进料量为500~3 000 g/h。装置流程见图2。

图2 蒸汽裂解的实验装置Fig.2 Cracking simulator flowchart.
1.3 分析方法
原料油及抽余油组成的分析采用Agilent公司6850型气相色谱仪,HP-PONA毛细管柱(填充甲基硅氧烷)。裂解产物在收集条件下分为气液两相。气相产物采用Agilent公司HP 6890型气相色谱仪分析,得到H2~C5组分分布;液相产物采用自制减压蒸馏仪将其切割成~180,180~204,204~288,288 ℃以上4部分馏分后,利用PAC公司PACM3型气相色谱仪分析芳烃(BTX、乙苯和苯乙烯)的组成。
2 结果与讨论
2.1 抽提工艺条件的考察
溶剂比是影响抽提效果的最重要因素。图3给出了原料1和原料6的芳烃萃取率与非芳烃回收率。
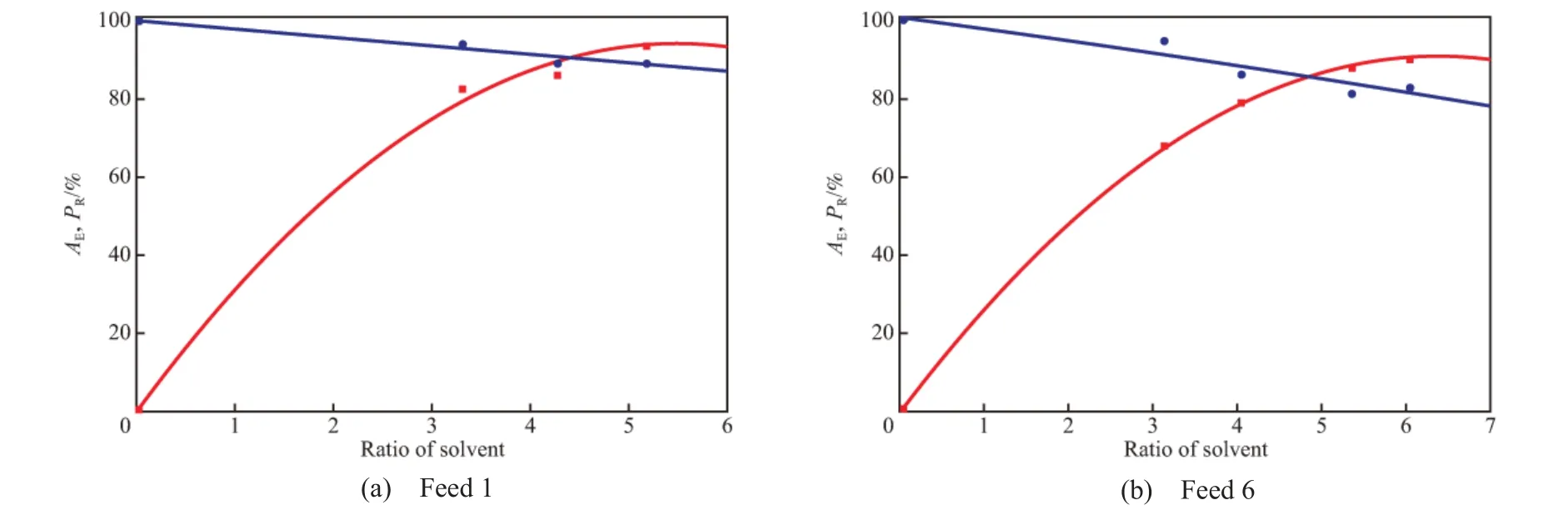
图3 溶剂比对抽提效果的影响Fig.3 Effect of solvent ratio on the extraction.
由图3可看出,随溶剂比的增大,芳烃萃取率增加,但变化幅度逐渐减小,当达到一定值后趋于平缓,存在 “平台区”;随溶剂比的增大,非芳烃回收率下降,即过高的溶剂比会使非芳烃流失量增大。且提高溶剂比还将增大溶剂用量和后期溶剂分离能耗及设备尺寸。故在优化溶剂比时,应根据抽余油裂解原料的芳烃含量要求,在芳烃萃取率“平台区”前的区域和非芳烃回收率下降幅度较小的区域加以选择。
2.2 抽提实验结果
控制抽提塔的抽提段温度为 60 ℃,选择各原料的优化溶剂比进行抽提实验,实验结果见表2。
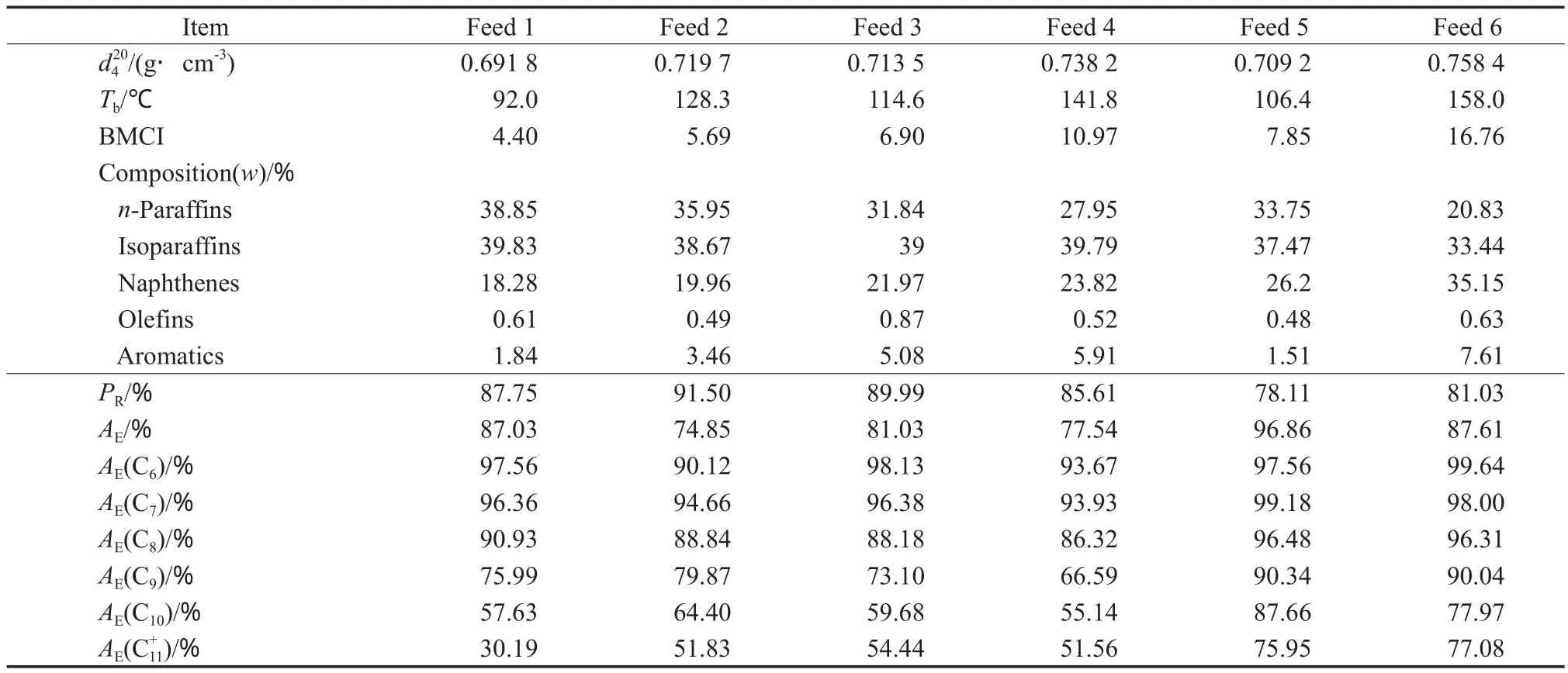
表2 溶剂抽提实验的结果(60 ℃)Table 2 Results of the solvent extraction (60 ℃)
对比抽余油和原料的性质可看出,石脑油经芳烃抽提预处理后,密度下降与沸程变化幅度均较小,在4%以内。石脑油中芳烃含量降低69%~94%(w),BMCI降低31%~57%,下降显著,所得抽余油适合作为裂解原料。由表2还可看出,对于芳烃含量10%~30%(w)的高芳烃含量石脑油,芳烃萃取率为74.85%~96.86%,非芳烃回收率为78.11%~91.50%。要想进一步提高非芳烃组分的回收率,可将得到的抽出油粗芳烃物流送入裂解汽油芳烃抽提工序继续回收其中的非芳烃组分。
由表2还可见,随芳烃碳数的增加,芳烃的萃取率逐渐降低,尤其是C9以上芳烃的萃取率显著下降。这是由于溶剂对芳烃的溶解能力和选择性均随芳烃碳数的增大而降低。因此,原料中重质芳烃组成的增加将导致抽提过程的芳烃萃取率大幅下降。
2.3 裂解实验结果
分别以石脑油和相应的抽余油为原料在相同的工艺条件下进行裂解实验。图4为原料1抽提前后的裂解产物分布,表3为各原料抽提前后的裂解主产物收率。

图4 原料1抽提前(a)后(b)的裂解产物分布Fig.4 Pyrolysis product distributions of naphtha(feed 1)(a) and its raffinate(b).
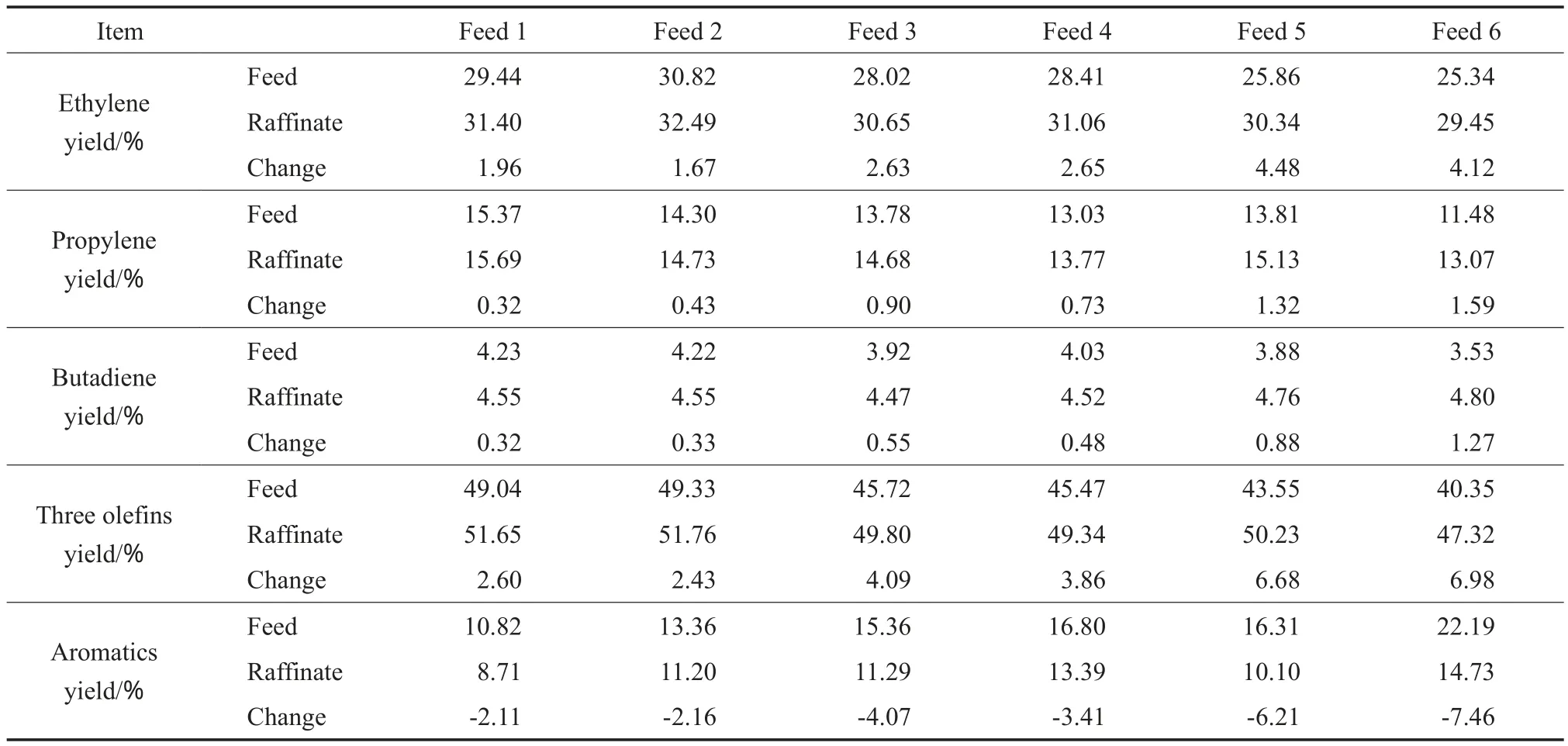
表3 各原料抽提前后的裂解主产物收率Table 3 Main pyrolysis product yields of naphtha and raffinate
由图4和表3可看出,原料经抽提预处理后,抽余油裂解产物中芳烃、裂解汽油等液相产物的收率下降,而C4以下轻组分的收率提高。其中,乙烯收率提高1.67~4.48百分点,丙烯收率提高0.32~1.59百分点,三烯总收率提高2.43~6.98百分点,即抽余油裂解主产物的收率较抽提前显著提高。对于芳烃含量相近的原料(如原料1和原料2、原料3和原料4),重质原料抽提后抽余油裂解的低碳烯烃收率提高幅度相对较小。
原料1抽提前后原料与裂解产物中芳烃的含量见图5,抽提前后裂解产物中芳烃的收率见图6。
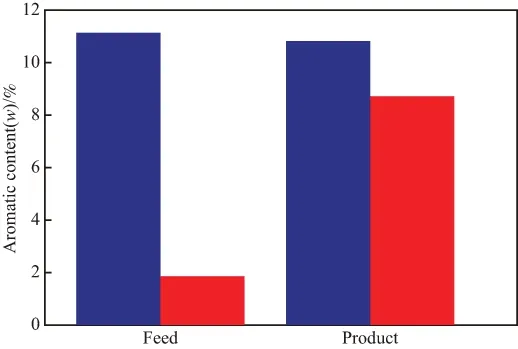
图5 原料1抽提前后进料与裂解产物中芳烃的含量Fig.5 Aromatic contents in unextracted and extracted feed 1 and pyrolysis products.
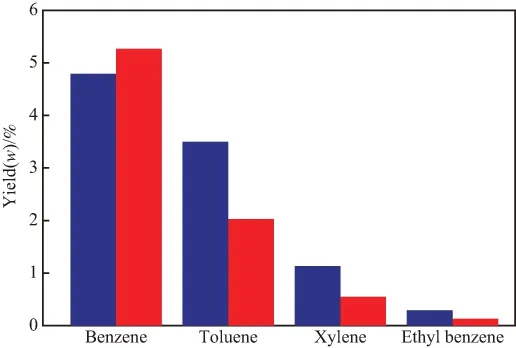
图6 原料1抽提前后裂解产物中芳烃的收率Fig.6 Pyrolysis aromatic yields for unextracted and extracted feed 1.
由图5和图6可看出,抽提后原料中的芳烃含量显著下降,但裂解产物中的芳烃含量和收率下降幅度相对较小,其中苯的收率还有所增加,说明有一部分非芳烃发生反应生成了芳烃,且生成苯的比例较高。当原料中的芳烃含量降低后,平衡正向移动,使芳烃收率下降不显著。由此可见,采用前抽提处理技术将提高全过程的芳烃总产量。
3 经济性分析
以1 Mt/a乙烯装置为例,考虑加氢裂解汽油芳烃抽提的增产能力和抽提塔的塔径,设抽提处理量可供给3台100 kt/a裂解炉,以裂解炉进料量不变为基准,令:E=P-R-F(其中,E为收益,元;P为产品收入,元;R为原料费用,元;F为燃料费用,元),对前抽提乙烯生产流程方案进行物料衡算和经济效益核算。价格体系选用中国石化燕山分公司2012年10月的价格(见表4)。前抽提流程见图5。物料衡算与经济效益核算结果分别见表5和表6。
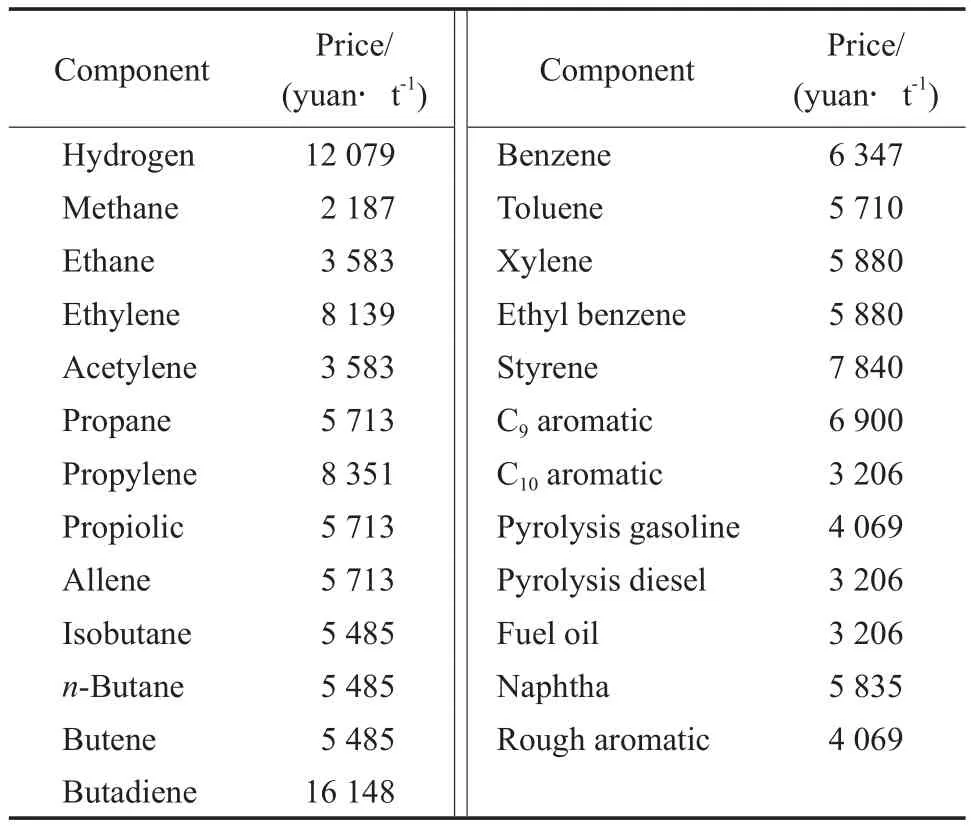
表4 价格数据Table 4 Price data
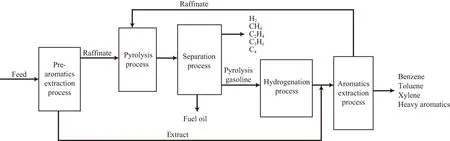
图5 前抽提流程Fig.5 Pyrolysis flowchart with preextraction process.
由表5可看出,在保证裂解炉进料量不变的情况下,采用溶剂抽提预处理裂解原料可使乙烯收率提高1.67~4.48百分点,三烯收率提高2.43~6.98百分点,同时芳烃产量较常规流程将提高13.20%~156.50%。同时初始原料处理量增大,增量小于30%。由表6可看出,采用回收非芳烃的前芳烃抽提预处理裂解原料技术可得到较为可观的经济效益。但若原料组成中的C9以上重质组分的比例较高时,过程收益较差,还需要开发对重质芳烃溶解性、选择性更强的溶剂提高芳烃脱除率。

表5 物料衡算结果Table 5 Material balance results

表6 经济效益核算的结果Table 6 Cost accounting results
4 结论
1)芳烃含量为10%~30%(w)的石脑油原料经环丁砜液液抽提预处理后,芳烃含量降低69%~94%,BMCI降低31%~57%,芳烃萃取率为74.85%~96.86%,非芳烃回收率为78.11%~91.50%。
2)原料越轻抽提效果越好,当原料中C9以上芳烃组分的比例较大时,抽提效果显著下降。
3)保证裂解炉的进料量不变时,采用溶剂抽提预处理裂解原料可使乙烯收率提高1.67~4.48百分点,三烯收率提高2.43~6.98百分点,同时芳烃产量较常规流程将提高13.20%~156.50%。
4)采用回收非芳烃的前芳烃抽提预处理裂解原料流程可得到可观的经济效益。
[1]杨佩东. 石脑油芳烃抽提工艺改造与参数优化[J]. 化学工程师,2007,21(8):53 - 55.
[2]何琨,丁蕙,吴德荣. 芳烃抽提法优化乙烯联合装置的裂解原料[J]. 石油化工,2006,35(9):872 - 876.
[3]何琨,吴德荣,马紫峰. 乙烯联合装置三种流程优化以降低产品能耗[J]. 化学工程,2007,35(6):74 - 78.
[4]何琨,施健康. 裂解原料改进流程的工程投资与运行费用比较[J]. 石化技术,2007,14(2):47 - 51.
[5]何琨,何云,吴德荣. 乙烯联合装置汽油加氢、芳烃抽提改进流程的技术经济分析[J]. 石化技术与应用,2008,26(1):55 - 60.
[6]何琨. 前抽提工艺的选择以使乙烯联合装置减焦降耗[C]//中国石油大学. 首届油气资源国际博士生学术论坛文集. 北京:油气资源国际博士生学术论坛,2007:24.
[7]张兆斌,王国清,张永刚,等. 优化裂解原料的初步研究[J]. 石油化工,2008,37(1):8 - 11.
[8]李镇虎,刘希尧,曹湘洪,等. 溶剂抽提改质减压瓦斯油作蒸汽裂解原料[J]. 石油炼制与化工,2001,32(3):1 - 4.
[9]Karimzadeh R,Ghashghaee M,Nouri M. Effect of Solvent Dearomatization and Operating Conditions in Steam Pyrolysis of a Heavy Feedstock[J]. Energy Fuels,2010,24(3):1899 - 1907.
[10]Gaile A A,Khvorov A P,Zalishchevskii G D,et al. Extraction treatment of Catalytic Cracking Feedstock[J]. Chem Technol Fuels Oils,2005,41(1):27 - 31.
[11]王达奇,沈本贤,刘纪昌. 抽提重组石脑油以提高裂解烯烃与重整芳烃收率[J]. 石化技术与应用,2008,26(3):209 - 212.
[12]刘纪昌,沈本贤,王达奇. 分离石脑油馏分组成优化乙烯原料[J]. 精细石油化工,2008,25(5):42 - 46.
[13]Meindersma G W,Podt A,de Haan A B. Selection of Ionic Liquids for the Extraction of Aromatic Hydrocarbons from aromatic/Aliphatic Mixtures[J]. Fuel Process Technol,2005,87(1):59 - 70.
[14]Meindersma G W,Podt A,Klarena M B,et al. Separation of Aromatic and Aliphatic Hydrocarbons with Ionic Liquids[J]. Chem Eng Commun,2006,193(11):1384 - 1396.
[15]Arce A,Earle M J,Rodríguez H,et al. Separation of Benzene and Hexane by Solvent Extraction 1-Alkyl-3-Methylimidazolium Bis{(Trifluoromethy1)Sulfonyl}Amide Ionic Liquids:Effect of the Alkyl-Substituent Length[J]. J Phys Chem B,2007,111:4732 - 4736.
(编辑 安 静)
Pretreatment of Cracking Feedstock by Aromatic Extraction
Guo Ying,Yang Xiaohong,Tian Yong,Zhang Yonggang,Du Zhiguo,Wang Guoqing
(SINOPEC Beijing Research Institute of Chemical Industry,Beijing 100013,China)
Liquid-liquid extraction of poor naphtha containing high content aromatics(10%-30%(w)) with sulfolane as the extractant and the steam cracking of the extracted naphtha were carried out to solve the shortage of raw materials for the cracking. The effects of the liquid-liquid extraction separation under different conditions and the change of the cracking product distribution were investigated. The results showed that,in the extraction process,the aromatic removal rate was 74.85%-96.86% and the non-aromatic recovery was 78.11%-91.50%. The extraction pretreatment made the aromatic content decrease by 69%-94%,the bureau of mines correlation index(BMCI) decrease by 31%-57%,ethylene yield increase 1.67-4.48 percentage points,total olefin yield(ethylene,propylene and butadiene) increase 2.43-6.98 percentage points,and the aromatic output increase by 13.20%-156.50% compared to that of conventional processes. The results indicated that the aromatic extraction could effectively improve the quality of the inferior naphtha as steam cracking feedstock,and be economically feasible.
ethylene;aromatic extraction;steam cracking;cracking feedstock;naphtha
1000 - 8144(2014)03 - 0249 - 06
TQ 221.21
A
2013 - 08 - 20;[修改稿日期]2013 - 11 - 28。
郭莹(1978—),女,吉林省吉林市人,博士,高级工程师,电话 010 - 59202725,电邮 guoy.bjhy@sinopec.com。
