石油管路零件锥面直径及圆度检测装置的研制
2014-07-13顾丽亚朱学超周琪珉
顾丽亚 朱学超 周琪珉
(①苏州市职业大学,江苏 苏州215104;②苏州圣宝利机械制造有限公司,江苏 苏州215115)
1 概述
圆锥面结构应用范围较为广泛,一般用于比较重要及关键的场合,比如石油管道连接环、阀体就采用锥面对锥面这样一种有效密封结构。密封锥面的径向过盈量是保证接头气密性的重要参数,也是生产过程中需要严格检验和控制的重要参数之一。如图1、图2所示,根据密封性能要求,需要测量待测工件15°锥面距上下面6 mm处的锥面直径φ108.06±0.05 mm和φ109.91±0.05 mm尺寸,这就涉及到对圆锥面指定截面直径、圆度的检测。但是锥面直径的测量目前还没有商品化的通用量具,有采用锥度量规测量密封锥面的方法,但不能直观地测量出密封锥面的直径和圆度;有采用通用的直径测量工具如游标卡尺、千分尺测量密封锥面的方法,但测量有一定难度,测量时引起的误差较大,无法得到精确的密封锥面直径和圆度;也有采用三坐标测量机测量,但由于设备昂贵、环境要求较高,不适宜生产现场检测。然而,精确的圆锥面直径及圆度又是影响锥面密封效果的重要因素。为此,根据锥径的技术要求,设计了一种内外锥面直径及圆度可同时测量的一体化检测装置,较好地解决了生产中这个难题[1]。


2 测量原理
2.1 间接测量法
产品检测分为直接测量法和间接测量法。直接测量法是指无需经过函数关系的计算,直接通过测量仪器在被测对象上得到被测量值。例如,用钢尺测量长度尺寸,通过与钢尺标示的长度直接比较就可以得到被测对象尺寸。这种测量方法是直接将被测物理量和标准量进行比较。然而在实际生产加工中,工件的很多结构尺寸是无法依靠通用量具直接测出实际数值的,有时检测时间甚至超过制造时间,大大增加生产成本。间接测量法是在直接测量的基础上,已知被测量与某一个或若干个其它量具有一定的函数关系,通过直接测量这些量值用函数关系计算出被测量值的测量方法,通过计算把不便于测量的结构转换为便于测量的结构,从而使用通用量具测出被测物理量的量值[2-3]。
2.2 检测原理
根据锥面结构特点,采用间接测量法测量锥面直径及圆度,借鉴三坐标测量机采用标准球测量各类元素的形式,该锥径及圆度测量装置采用一对直径合适的标准钢球作为测量爪[4]。

检测外锥时,如图3所示,已知指定高度上待测锥面直径设计理论值为L0、钢球半径R、锥角α情况下,可以通过间接测量L计算出L0的实测计算值L01,若实测计算值L01在设计理论值L0公差范围内,则合格。多次测量待测锥面指定高度不同方位的直径,选取不同方位的测量值中的最大值与最小值之差值即为圆度[5]。其中:

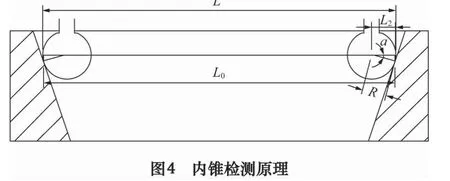
检测内锥时,如图4所示,已知指定高度上待测锥面直径设计理论值为L0、钢球半径R、锥角α情况下,可以通过间接测量L计算出L0的实测计算值L02,若实测计算值L02在设计理论值L0公差范围内,则合格。多次测量待测锥面指定高度不同方位的直径,选取不同方位的测量值中的最大值与最小值之差值即为圆度。其中:

3 检具结构设计
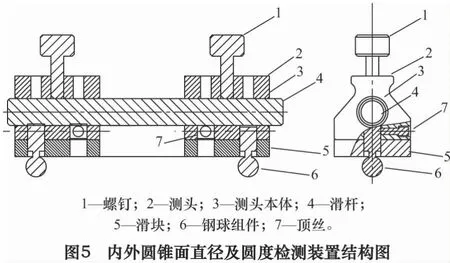
检具结构如图5、图6所示,内外圆锥面直径及圆度检测装置包括一对测头组件和滑杆4;一个测头组件经螺钉1定位于所述滑杆4上,构成固定测头组件,另一测头组件滑动连接于滑杆4上,构成滑动测头组件;测头组件包括测头2、螺钉1、测量标准钢球组件6和顶丝7,测头2套于滑杆4上,测头2上端设有螺钉1使其固定在滑杆4上,测头2下端设有测量标准钢球组件6;测头2包括测头本体3和滑块5,测头本体3上端设有螺钉1使其固定在滑杆4上,测头本体3下端与滑块5通过紧定螺栓固定,测头2底部设有多个测杆孔,测量标准钢球组件6上端穿过滑块5的测杆孔伸入测头本体3的测杆孔内通过顶丝7固定,测量标准钢球组件6伸入测头本体3的长短可通过顶丝7锁紧,根据指定的待测高度要求,可制作专用深度校正检具来校正所需的高度值,保证其高度的一致性。同时可根据待测锥面的大小更换不同大小的测量标准钢球组件6。滑杆4上对应固定测头组件及滑动测头组件紧定螺钉处各开有4个横向导向槽,紧定螺钉拧入后防止一对测头组件绕滑杆4转动;所述固定测头组件和滑动测头组件上的测量标准钢球组件的钢球之间的空间为测量区[6]。
4 测量方法
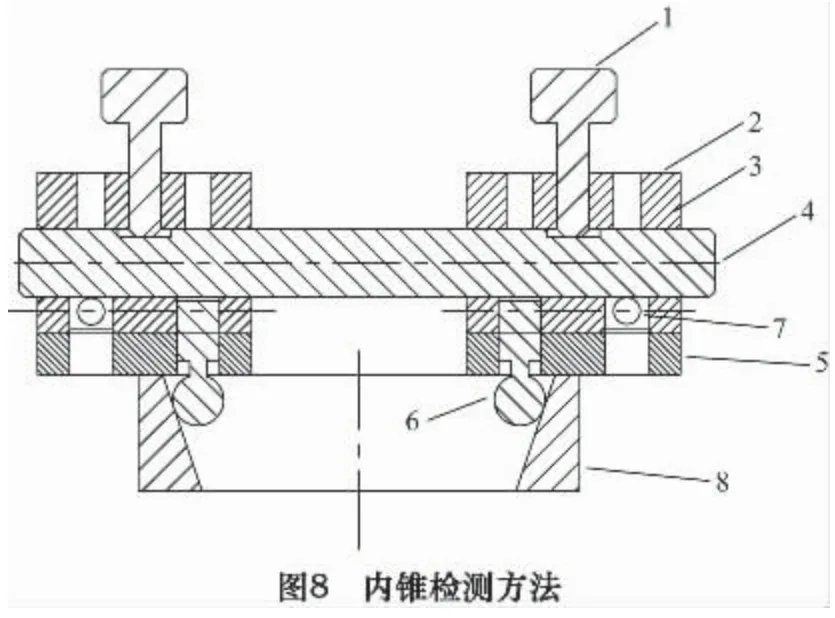
内、外锥直径及圆度检测方法如图7、图8所示。测量步骤如下:
(1)检测时,先将固定测头组件固定在滑杆的一侧,滑动测头组件可沿滑杆来回滑动地设置在滑杆的另一侧;
(2)将待测锥面的基准面紧贴于测头的下基准面,放置于测量区内,待测锥面的一侧与固定测头组件的钢球紧贴,移动滑动测头组件的钢球,使其紧贴待测锥面的另一侧,找到待测锥面最大直径,然后用螺钉锁紧滑动测头组件,再测量固定测头组件的钢球与滑动测头组件的钢球之间的最大距离L,即为实测值;
(3)根据式(1)或式(2)计算L01或L02,与待测锥面检测处的设计理论直径为L0比对,若实测计算值L01或L02在设计理论值L0公差范围内,则锥径尺寸合格。
(4)多次测量待测锥面检测处不同方位的直径,选取不同方位的测量值中的最大值与最小值之差值即圆度。

5 结语
内外圆锥面直径及圆度检测装置,通过间接测量的方法保证了检验圆锥任一高度上直径的准确性和精准度,结构简单,制作经济,操作方便实用,可使用通用量具测量,节约了制作校正块的成本及校正所浪费的时间,解决了锥径检测的难题,提高了生产效率,产生了一定的经济效益。目前该检具技术已经推广使用,并申请了国家实用新型专利。
[1]凌中伦.制造锥径仪构想[J].科技视界,2012(9):132.167.
[2]邓春芳.间接测量误差分析及数据处理[J].北京信息科技大学学报,2010(4):79-81.
[3]田社平.论间接测量的数据处理[J].计量技术,2003(9):50-52.
[4]万安民.锥孔大径的测量方法[J].机械工人:冷加工,1995(7):21.
[5]董双财.测量系统分析-理论方法和应用[M].北京:中国计量出版社,2006.
[6]季祥云.ZX系列振动器滚锥锥径尺寸的测量[J].建筑机械,1986(10):32-34.
