航空零件测量方法的选定
2016-09-03412002中航工业南方航空工业有限公司湖南株洲郭坤林虎孙要兵李军李文
412002 中航工业南方航空工业有限公司 湖南 株洲|郭坤 林虎 孙要兵 李军 李文
航空零件测量方法的选定
412002 中航工业南方航空工业有限公司 湖南 株洲|郭坤 林虎 孙要兵 李军 李文
随着航空发动机制造技术发展,零件结构越来越复杂,尺寸精度要求越来越高,由于精度要求高、测量部位结构复杂或空间狭小、装机前的100%的精密计量等原因,传统机械式测具难以满足测量要求,这些精密尺寸的检测也越来越依赖三坐标测量机,但三坐标测量机资源紧张, 造成目前的科研生产中出现大量的因测量等待造成的停机等待,规范零件尺寸的测量方法,减少须计量的尺寸要素将会变的更有意义。关键词:零件;三坐标测量机;一次装夹;直接测量;间接测量
经过统计,现有零件需三坐标计量的尺寸中90%以上为平面度、平行度、位置度、同轴度、圆度、跳动、垂直度、轮廓度和普通测具难以测量的直径、轴向长度尺寸、角度、圆弧R等,另外,新机中大量的常规尺寸因专用量具未申请或未到位而需三坐标计量。
解决方案的原理和可靠性分析
替代三坐标计量检测这些尺寸的方案必须遵循一个原则:能直接检测的必须直接检测,不能直接检测的必须通过间接的方法检测或间接的方法保证,且这些方法必须能确保检测结果的可靠性。
a直接检测的方法
就是设计专用测具系统、使用简易三坐标测量机等进行直接测量。
b间接检测的方法
主要包括两大类:一类是利用与被测部位形状误差非常小的特点间接测量被测要素,包括打样膏、测量成型刀具尺寸等;另一类是基于切削加工原理和数控设备自身精度高、加工工艺稳定的特点对加工过程的误差进行分析,包括对刀误差、让刀量差异和刀具损耗的分析和各种被测几何量要素间的几何关系分析,最后经统计学原理验证来间接判定被测尺寸是否合格。
①依靠数控设备自身精度和工艺可靠性间接保证
将2016年1月-2017年10月90例老年腹腔镜全麻手术患者随机数字表法分组。观察组ASAI级21例,II级24例。男23例,女22例;年龄61-79岁,平均(67.67±2.13)岁。对照组ASAI级22例,II级23例。男24例,女21例;年龄61-78岁,平均(67.76±2.24)岁。
随着数控机床和刀具技术的不断发展,其加工精度保持一致性越来越好。现有数控设备自身的重复定位精度多为3~8μm,其对加工精度一致性的影响也就≤8μm,利用设备自身精度和工艺方法的可靠性等即可判定一些尺寸要求合格,如同轴度、垂直度、角度等。
(1)一次加工圆的相互同轴度判定
下图1所示,ΦD、ΦB的中心线与机床中心线同心(误差源于设备动态刚性,可忽略不计),假如测量ΦD相对ΦB的同轴度时以A基准面为坐标系平面,ΦD相对ΦB的同轴度误差即源于A基准面相对机床坐标系平面的平行度误差、ΦD中心线段自身直线度误差和A基准面自身的平面度误差,由于ΦD、ΦB的中心线段长度与A基准面直径比值非常小(图示例子约为1/15),故这些误差对同轴度误差影响非常小,其同轴度可完全靠设备自身精度保证。
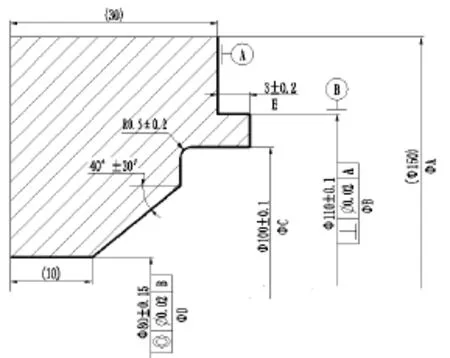
图1 粗实线所示面均为一次装夹加工而成
(2)一次加工的圆相对面的垂直度判定
按照上述1.2.1.1条的推论,如上图1所示ΦB的中心线段长度与A基准面的比值为3/150,图示垂直度要求可完全依靠设备自身精度保证。
(3)角度的判定
按照上述1.2.1.1条的推论,当锥面角度尺寸其误差只与设备自身的精度和测量基准面自身精度有关,且误差远小于该尺寸的公差时,角度尺寸完全由数控设备自身精度保证。
②综合利用数控设备自身精度、数控加工工艺稳定、加工工艺可靠性分析和统计学原理等间接判定被测尺寸是否合格
现有数控设备精度高,加工时使用通用的标准刀具,在固化程序、切削参数和刀具寿命后,加工工艺稳定,重复加工尺寸精度一致好,其精度误差可通过工艺分析和统计分析判定在一定范围。如果将判定的误差范围设置为安全量,在尺寸公差尺寸链安排时考虑安全量,再对其它误差进行量化检测即可间接判定间接被测尺寸是否合格,最后通过定期或订批抽检等手段即可确保这种间接检测方法的可靠性。
b限制条件
①公差在0.05以内的所有几何尺寸必须100%测量;
②所有壁厚尺寸必须100%测量;
③能够使用专用量具、简易三坐标等方法进行直接测量的必须使用直接检测方法;
④不能使用直接检测方法的必须确保检测方法的可靠性。
(1)由成型刀具保证的,必须有刀具合格证或对刀具进行检测,可采用R规、对刀仪等检测方法;
(2)依靠数控设备自身精度和工艺可靠性间接保证的,必须先对数控程序进行鉴定,被测面与基准面必须是一次装夹加工的;
(3)综合利用数控设备自身精度、数控加工工艺稳定、加工工艺可靠性分析和统计学原理等间接判定被测尺寸是否合格的,其加工过程能力控制必须稳定、可靠。
结束语
本文阐述了的各种可能替代三坐标的检测方法,但由于机械加工过程复杂,不能确保可靠性为100%,同时,这需要有稳定的过程能力。伴随着自动化生产线的推广运用,将会有许多新的测量难题需要后续进一步研究。
参考:
[1]机械加工工艺师手册[M]机械工业出版社.2001.08.
[2]范玉清.现代飞机制造技术[M]北京航空航天大学出版社 2001.
