消失模生产线除尘系统的设计要点
2014-07-11胡庆江
胡庆江,马 博
(烟台四方铸造设备工程有限公司,山东烟台 264000)
消失模铸造是使用没有任何黏结剂的干砂,填充在刷好涂料的模样内腔及外围,经过振动紧实,抽去型砂中的空气,再浇注熔融的金属液占据模样的位置得到与模样完全一致的铸件的铸造方法[1]。消失模生产线在浇注过程中,型砂在高温金属液的作用下会产生一定的破碎;在落砂过程中,涂料会进入型砂中,这些过程都会产生大量的粉尘。长此以往,型砂的透气性必然降低,铸件的废品率随之上升。在加砂振实、型砂输送及翻箱落砂过程中,大量的粉尘会溢出到车间中,影响操作环境,危害操作者的身体健康;型砂在输送的过程中,与除尘气流相接触,还可降低型砂温度,因此生产线的除尘系统不可缺少。
1 除尘系统设计的依据
粉尘是指由自然力或机械力产生的、能够散放或悬浮于空气或气流中的固态微小粒子[2]。国际上将粒径小于75μm的固体悬浮物定义为粉尘。
假设粉尘尘粒为圆球形,直径为ds,从静止空气中自由下落。由于重力的作用而加速,但加速后由于速度的增大受到的阻力也随之增大,因此经过一段时间后,尘粒的重力与所受到的阻力相平衡,尘粒作等速沉降,此速度即为自由沉降速度。由于粉尘的粒径很小,可以按斯托克斯尘粒处理,推导出粉尘的沉降速度:

式中:uf——粉尘的沉降速度,m/s;
ds——粉尘的当量直径,实际上粉尘并非完全球形应进行修正;ds=ψd0;ψ:规则形状系数;
ρm——粉尘尘粒的密度,kg/m3;
ρ——气流的密度,kg/m3;
μ——气流的动力黏度,Pa.s.
此速度即为除尘罩断面的最小控制风速。由流体力学可知,断面的平均流量为Q=V·S
Q:断面的平均流量,m3/s;
V:断面的平均流速,m/s;
S:断面面积,m2.
因此在扬尘点开口断面风速一定的情况下,尽量减少扬尘点开口面积,即可有效减少除尘风量。各扬尘点除尘风量之和即为除尘系统的总除尘风量。
2 除尘系统的组成
除尘系统一般由集气吸尘罩、除尘管道、风量调节阀、风机、除尘器等五大部分组成。除尘器是除尘系统的核心,其选型与设计是除尘设计的重点,消失模砂处理生产线一般选用布袋式除尘器。重力沉降室及旋风除尘器较少使用。其选择原则主要是根据除尘风量的大小、使用条件(气体温度、进口浓度、出口浓度、过滤风速)及造价来综合考虑。
除尘器的作用:一是捕集尘粒,二是分离尘粒,三是收集灰尘。
捕集尘粒的机理:当含尘气流通过滤料时,气体中的尘粒被滤料纤维层阻挡而附着在滤布表面,滤袋表面形成很薄的初始粉尘层,和滤料一起用来阻挡粉尘;随着时间的延长,粉尘层逐渐加厚,阻力不断上升,这时就要进行清灰处理,使粉尘从滤袋上脱落下来。除尘器根据清灰方式的不同,主要可分为机械振打式、机械回转反吹式、脉冲喷吹式三种。
机械振打清灰是依靠机械的振动或摇摆悬挂滤袋的横梁,使滤袋振动而清灰;由于振动的幅度较小,因而清灰效果较差。多数用在除尘风量较小的生产线中。
机械回转反吹清灰是利用反吹气流与过滤气流相反,使滤袋变形,造成粉尘层脱落。清灰时,一方面反吹气流直接冲击滤袋上的粉尘;另一方面由于气流方向的改变,造成滤袋内压力的变化使布袋产生膨胀变形而使粉尘脱落,反吹气流的大小直接影响清灰的效果。
脉冲喷吹清灰是利用压缩空气在短时间内高速喷入滤袋,根据射流原理会诱导数倍于喷射气流的空气,形成一股气流,使滤袋由袋口至底部产生运动变形,瞬间膨胀和冲击振动,抖落粉尘。
除尘管路及烟囱的设计:一般气流速度保持在14m/s~18m/s之间,气流速度过快,容易产生振动及噪音,同时阻力损失增加;在各扬尘点管路上设置风量调节阀,用于平衡风压,控制除尘风量;管路各节点阻力损失及风量的计算是除尘系统设计的重点,这是选择风机的主要依据。
3 水浴除尘器
消失模铸造在浇注的过程中,泡沫模型气化会产生大量的气体,消失模真空系统的作用是将产生的气体及尘粒等异物吸走,以保证浇注的顺利进行。为保护真空泵长期高效运行,就要对高温含尘气体进行处理。我一般采用二级湿法除尘。水浴除尘器就是用水来吸附粉尘的除尘器,水除了可以吸附粉尘外,还可以吸收热量,降低含尘气体的温度。
水浴除尘的原理:含尘气体经进气管以较高的速度冲入水中,对水层产生冲击作用后改变了气体的运动方向,而尘粒由于惯性力作用继续按原来方向运动,其中大部分尘粒与水黏附后留在水中。在冲击水浴作用后,有一部分尘粒仍随气体运动并与大量的冲击水滴和泡沫混合在一起,池内形成一抛物线水滴和泡沫区域,含尘气体在此区域内进一步净化。在这一过程中,含尘气体中的尘粒被水所捕集;净化气体中含尘的水滴经脱水装置与气流分离,干净的气体由排气管排走[4]。可见含尘气体细化成小气泡后潜入到水中与水充分接触才能提高除尘效率。
水浴除尘器的设计应保证断面气体流速不应过大,否则会带走大量的水分,同时气体在水中波动过于激烈影响除尘效果。
4 设计实例
图1是30t砂处理自动生产线的设备除尘简图。
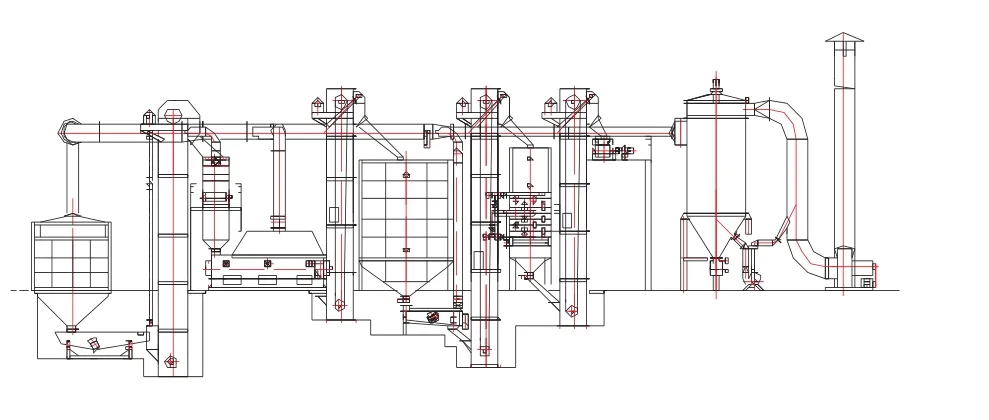
图1 30 t 砂处理自动生产线的设备除尘
砂处理生产线总除尘风量52500m3/h,除尘器过滤面积约580m2,除尘器的过滤风速不大于1.5m/s.整个除尘系统分两部分通过气动蝶阀分别控制,大大降低运行成本;除尘系统各扬尘点设有风量调节阀,控制合理的除尘风量,通过布袋除尘器后粉尘排放浓度低于国家标准。
公司在气流除尘的基础上引进国外技术,创造性的发展了除尘理论,在行业中率先提出了筛灰理论用于指导生产,设计制造了双层分选振动筛。该设备由底座、弹簧、振动筛体、振动电机等组成。筛体采用钢板折弯制作,焊接后整体退火以有效去除焊接应力;在筛体两侧布置两台振动电机、与筛体成一定角度相对安装,反相旋转;在每一个振动周期中,型砂在筛体中跳跃前进一次,因而有利于筛分细砂及粉尘,实现砂尘分离、型砂输送的目的,筛体上层选用特制的不锈钢筛条网,用来筛除型砂中大的颗粒及杂质,下层选用较细的不锈钢筛条网筛除型砂中的细砂及粉尘,增加型砂的透气性,减轻除尘系统的压力。如图2所示。
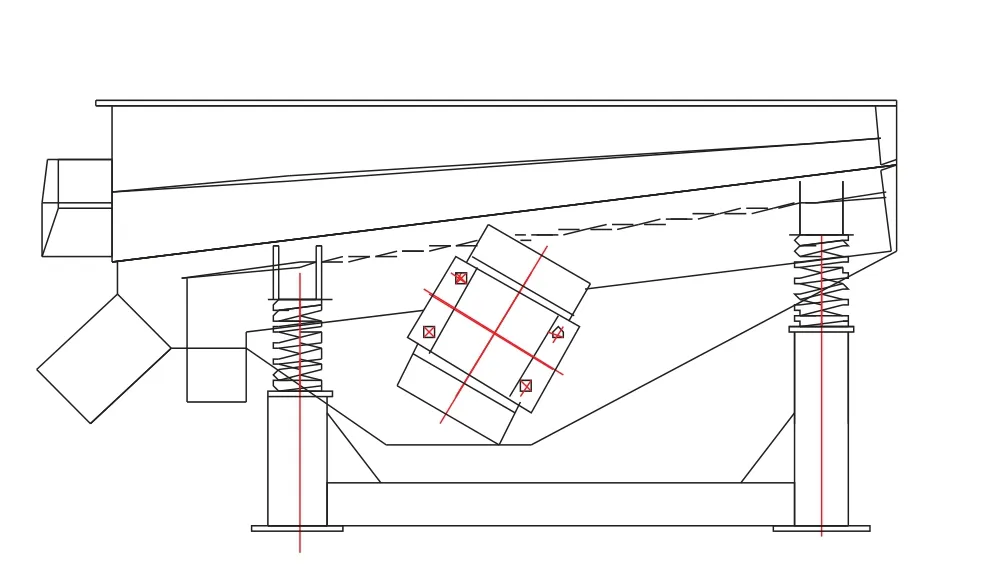
图2 双层分选振动筛
5 结 论
除尘系统设计是关系到生产线除尘效果好坏、型砂含尘量大小及排放能否达标的关键环节。采用筛灰理论设计除尘系统,有效减轻除尘系统的压力,达到节能的目的。
[1]陶杰.消失模铸造方法与技术[M].南京:江苏科学技术出版社,2003.
[2]机械工业第六设计研究院.GB8959-2007《铸造防尘技术规程》[M].北京:机械工业出版社,2008.
[3]张殿印,王纯.除尘工程设计手册[M].北京:机械工业出版社,2003.
[4]张殿印,王纯.除尘器设计手册[M].北京:机械工业出版社,2005.
[5]苏继勇,贾柏林,王骊.消失模铸造砂处理系统的设计与应用[J].铸造设备研究,2006(3):12-14.
