微细电解加工超窄脉冲电源的研发①
2014-07-09李小海刘武奇孙赵宁王德成王晓霞
李小海, 刘武奇, 孙赵宁, 王德成, 王晓霞
(佳木斯大学机械工程学院,黑龙江佳木斯154007)
0 引言
电解加工是金属微细加工的一个有效方法[1~3].在超窄脉冲电流微细电解加工中,超窄脉冲微能电源是最重要的核心技术之一[4].根据超窄脉冲电解加工的特点,设计其电源时,对频率、脉宽和加工电压等输出特性要满足超窄脉冲电解加工的特殊要求,例如,脉冲宽度一般都在10ns~100?s,电源脉冲频率高达几十 MHz,甚至上百MHz.由于超窄脉冲电流微细电解的加工间隙非常小(0.1~5μm),所以对电源输出要求相当精确,在加工过程中微小的电源输出变化将对电解加工精度稳定性产生显著影响.一方面,由于加工工件尺寸微小化,金属蚀除量微小,所需参与电解电量微少,因此在电源功率方面超窄脉冲电流微细电解加工电源比常规电解加工电源小很多,属微能电源,这有利于超窄脉冲微细电解加工电源小型化;另一方面,和常规电解相比,超窄脉冲微细电解加工要求加工精度和加工表面质量更高,所以要求微细电解加工电源频率调节范围更大、脉冲宽度更窄、加工电压输出更精确可调,且易于产生不同脉宽和占空比的超窄脉冲波形.
1 超窄脉冲微细电解加工电源结构
微细电解加工脉冲电源结构如图1所示.该微能脉冲电源包括以下几个主要部分:整流滤波电路、脉冲电源主电路、电源短路保护电路、泄放电路、脉冲产生逻辑电路、加工状态实时检测电路、A/D数模转换电路、微处理器主控电路、晶体管通断控制电路、驱动及双路放大电路、电气隔离电路等,驱动电路要与信号源电气采用光耦隔离.从功能上可以分为三个模块:脉冲产生逻辑与功放、加工电压调节模块、加工状态检测与接口电路.

图1 超窄脉冲微细电解加工电源结构组成
1.1 产生超窄脉冲逻辑与功放单元
根据超窄脉冲微细电解加工的特点,本文设计一套新型微细电解加工脉冲电源.该脉冲电源将超窄脉冲信号产生单元、功率放大单元与电解加工状态(加工电流和加工电压)的检测单元集成于一体,实现加工过程的自动化控制.
该脉冲产生逻辑与功放模块包括以下几部分:主振级、驱动级、功放级.在本超窄脉冲电源系统中,微处理器PIC单片机作为下位机,完成一个多任务的分时处理系统,它兼有与上位机进行数据和指令通讯、加工间隙状态的实时检测与识别、主振级脉冲时序逻辑控制等任务,主要用于实现上述各功能模块的协调工作与控制.这些任务的实现占用了微处理器PIC大量的系统资源和运算时间,因此不宜再增添新的任务来实现脉宽与脉间的时序逻辑控制.主振级由可编程逻辑芯片CPLD作脉冲发生器,CPLD芯片内部集成了时序逻辑电路和译码逻辑电路两个部分.时序逻辑电路部分控制锁存器、逻辑开关和计数器等几个部分来设置与生成脉宽和脉间参数,译码逻辑用来实现开关管数量的选择.然后组合脉冲信号与译码逻辑信号控制极间的脉宽、脉间等参数的控制.实践证明,使用CPLD芯片既简化了电路结构,又使电路更加稳定可靠.CPLD芯片速度特别快,根据加工情况脉宽和脉间大小可通过上位机数控系统参数设置可调.CPLD芯片实现的脉宽与脉间的时序逻辑控制脉冲信号通过74F07芯片送到驱动级.
在微细加工脉冲电源中,为了获得超窄脉宽波形,还要求栅极驱动电路具有足够的驱动速度和驱动能力,驱动电路应具有较高的工作频率,驱动电路的最高工作频率能达到几十MHz以上,而且输出脉冲的前沿和后沿要陡.驱动级应能提供较大的瞬时驱动电流,以便有效减少开通时间,关断期间需要缩短关断时间,驱动级应具有足够的泄流能力.另外驱动级还应有合适的栅源驱动电压,一般工作在高频状态下,驱动电压为12V比较合适.
本电源采用的驱动级选用MOSFET的专用驱动模块TPS2812驱动MOSFET场效应管,TPS2812能提供较大的瞬间电流,输入波形能被很好地改善,因此用TPS2812来驱动MOSFET场效应管;功放级采用双路功放,在脉间期间利用具有一定大小的负脉冲电压消除极间极化.开关管选择了输入、输出电容较小的IRF730 MOSFET场效应管进行电流放大.由于MOSFET管的输入、输出电容值使得其开通、关断期间电容充放电时间长短不同,从而直接影响电源的超窄脉宽波形,因此应该选择输入、输出电容小的MOSFET管作功率放大高频开关,这样可以产生超窄脉冲电解加工电流.IRF730 MOSFET场效应管的上升tr和下降时间tf分别为15ns和14ns,可以快速开启关断,为微细电解加工提供超窄脉宽加工电流.由220V交流电经变压、整流、滤波,再经三端稳压块,得到直流电压得到+12V直流电压和+5V分别为TPS2812和74F07芯片供电.
隔离电路是为了防止数字电路与模拟电路之间相互干扰,避免数字电路被模拟电路的大电流烧毁,采用光耦隔离使整个电路的性能更加稳定可靠.本文研制的超窄脉冲微能电源能够灵活地通过工控机来调节电参数对微细电解加工过程进行控制,能根据加工的状态和加工是否完成能灵活地启停电源,用控制“微电量”来控制材料去除量,实现定量加工.
1.2 加工电压调节模块
在超窄脉冲微细电解加工时,由于加工尺寸都是微米级的,加工精度甚至可以达到亚微米级,而且不同的被加工材料在电解加工时所需的加工电压也会不相同,这就要求超窄脉冲电源输出电压能通过工作电压调节模块可以连续调压,可精确输出所需的加工电压.本电源采用自耦变压器,连续细分可调,接220V单相交流电,经精确调压变低压交流电压,再经过全桥整流和滤波电路,可获得所需直流工作电压大小.超窄脉冲微细电解加工电源的工作电压范围是0~10V,经加工电压调节模块连续可调得到任意大小电压,输出的直流加工电压分别直接加在双路功放MOSFET IRF730管上,经自耦变压器的调整精确控制加工电压.高精度数字示波器实时在线观察电解加工过程中的间隙加工电压波形,脉冲电压幅值,脉冲频率、脉宽和脉间.所设计的脉冲电源能稳定输出最小脉宽为50ns,电压和电流输出范围分别为0~10V和0~1A,经试验证明该电源能很好地满足微细电解加工的需要.
1.3 加工状态检测电路
在超窄脉冲微细电解加工中,由于加工间隙过于微小,致使加工产物不易于排出,电解液更新困难,微间隙内电场流场不均匀,极易发生短路现象,所以要求脉冲电源能够比较灵敏地识别加工间隙平均电流的变化(具体的灵敏度要求与伺服系统的灵敏度有关),当加工间隙中发生不正常微火花放电或者出现短路时,间隙检测的平均电压出现异常,检测电路要及时识别.本文设计的加工状态检测电路是由高速精密霍尔电流传感器、隔离电路、采样保持电路和A/D数模转换等几部分组成.其具体构成如图2所示.
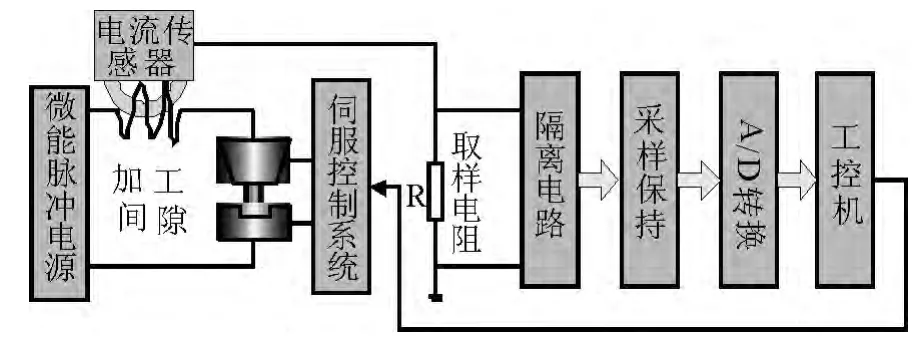
图2 加工状态检测电路构成
将脉冲信号发生单元、功率放大单元与加工状态检测单元(检测加工电流和加工电压)集成于一体,实现在加工过程中在线检测和自动化控制.在微细电解加工过程中,通过短路检测模块对加工间隙的加工电流和加工电压进行实时检测.短路检测电路对电解加工时的电流进行实时检测,将采集到的取样电压和电流经 A/D转换后送入上位机.在短路检测模块中,有一个高精度霍尔电流传感器.电流传感器的作用是将电解加工中的电流按照一定的比例转变为小电流,尤其短路时,电流较大,传感器内部的隔离设计将输出小电流信号和加工回路的大电流信号完全电气隔离,避免加工回路的大电流信号对A/D转换和工控机工作产生干扰.
当工具电极与被加工工件短路或出现微火花时,加工电流骤升,因此通过电流传感器的感应电流也骤升,感应电流通过采样电阻,再取样电压,采样电阻的电压就骤升,在加工状态检测电路中,感应电流通过一个采样电阻,通过测量取样电阻两侧的电压采样回路加工电流的大小,然后取样电压通过A/D转换之后输入工控机进行处理.高速A/D转换芯片转换时间为9μs,实时性强,对微细电化学加工中的电流和电压信号检测的实时性要求很好地满足,保证加工过程的可靠控制.短路时,经PIC单片机与控制计算机通讯,控制计算机就能够识别短路发生.控制计算机根据采样电阻的电压值来判断是否发生短路控制电极是否快速回退和正常进给.
1.4 微能高频窄脉冲电护电源保路
在超窄脉冲电流微细电解工程中,由于加工间隙狭窄,间隙流场复杂,容易发生短路,所以需要对脉冲电源的保护,它一般包括短路信息检测识别和快速切断两个部分.超窄脉冲电源的保护电路如图3所示.

图3 脉冲电源保护电路
本电源保护电路采用电压识别方式,当短路时,从保护电路的采样电阻取得的电压低于预先设置的参考电压,使电位比较器的输出端口由高电平变低电平,PIC单片机I/O口控制CPLD,使其停止发脉冲信号,起到保护电源作用.由于保护电路不用通过上位机来判断短路是否发生就可以迅速关断电源,保护响应速度快.也就是当采样电压VSamp与参考电压Vref作比较,若VSamp<Vref,比较器输出电平反转,当PIC单片机检测到比较器的反转信号后,立即发出指令来切断脉冲电源,保护电路的电子元器件免受损伤,同时保护微细工具电极不被破坏.
2 超窄脉冲电源在微细电解铣削加工中可行性试验
微细电解铣削加工微三角型孔和微小沟槽的试验,验证超窄脉冲电源在微细电解铣削加工中可行性.
微三角型孔试验参数如下:工件:300μm厚的304不锈钢;工具:Ø25μm的钨电极;电极的旋转速度:6000r/min;进给速度:90μm/min;加工电参数:电压5.5V,脉冲宽度5μs,脉冲频率100kHz;电解液:浓度为30g/L的NaClO3溶液.如图4左图所示,所加工的样件边长约为400μm,圆角半径40μm,三角孔形状规则,尺寸一致性好.
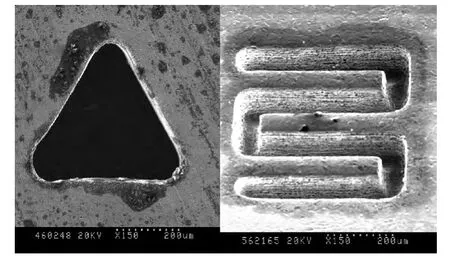
图4 微细电解铣削加工的微三角型孔和微沟槽
微沟槽试验参数如下:工件:抛光后的200μm厚的304不锈钢;工具:Ø30μm的钨电极;电极的旋转速度:8000r/min;进给速度:100μm/min;加工电参数:电压5V,脉冲宽度 3μs,脉冲频率100kHz;电解液:浓度为30g/L的NaClO3溶液.如图4右图所示,所加工的样件窄梁高度为80μm,宽度为约50μm,梁的宽度一致性好,非加工表面没有杂散腐蚀,验证了超窄脉冲电流微细电解铣削加工的可行性.
3 结论
本文设计了超窄脉冲微能电源,实现了高频率、窄脉冲、微电能、自保护.通过试验,该电源能够满足超窄脉冲微细电解加工的需要.
[1] B.Bhattacharyya and J.Munda.Experimental Investigation on the Influence of Electrochemical Machining Parameters on Machining Rate and Accuracy in Micromachining Domain[J].MACHINE TOOLS & MANUFACTURE,2003,(43).
[2] M.Kock,V.Kircher,R.Schuster.Electrochemical Micromachining with Ultrashort Voltage Pulses:a Versatile Method with Lithographical Precision[J].ELECTROCHIMICA Acta ,2003(48).
[3] Kunio Chikamori.Possibilities of Electrochemical Micromachining[J].Int.J.Japan Soc.Pre.Eng,1998,(1).
[4] Schuster R,Kirchiner V,Allongue P and Ertl G.Electrochemical Micromachining[J].Science,2000,(289).
