压力容器检验中常见问题的理解
2014-07-09蒋红辉
蒋红辉
(北京市丰台区特种设备检测所)
0 前言
压力容器是国民经济和人民群众物质生活的重要基础设施,广泛应用于石油、化工、电力、机械、交通运输、国防等领域。作为特种承压设备,它又具有潜在的危险性,因此比一般机械设备有更高的安全要求。2013年6月29日 《特种设备安全法》出台,旨在进一步强化特种设备领域的安全保障。作为压力容器检验人员,应认真贯彻执行国家相关法律、法规、部门规章和安全技术规范及标准,系统掌握检验知识和检验方法,对压力容器检验中出现的问题及时归纳总结,以促进检验水平的提升,确保压力容器安全。
本文结合压力容器检验工作实践,对监督检验和定期检验过程中发现的一些常见问题进行了阐述,以期为压力容器安全保障提供一些借鉴。
1 压力容器监督检验中常见问题的理解
1.1 封头的无损检测及监检问题
封头是压力容器重要的受压元件,其质量直接关系到压力容器的安全性。在压力容器制造监督检验过程中,常发现封头方面的问题。例如,容器制造厂外购的成形封头,多台封头用一份封头监检证,不能确定所使用的封头是否是监检证上对应的产品;封头拼接焊缝无损探伤是由封头成形单位还是由压力容器制造单位进行;封头厚度不符合规定等问题。
根据国家质检总局 (2006)质检特便字第3061号,对于压力容器封头拼接焊缝的无损检测工作,应当在封头加工的委托协议中予以明确。可以由委托单位负责,也可由被委托单位负责。如压力容器制造单位委托他方加工 (压制)封头,则封头拼接焊缝的无损检测及其材质由压力容器制造单位负责,承担封头压制的单位应当在其封头产品合格证上注明未对封头拼接焊缝进行无损检测及材质确认。承担封头压制监检的检验机构只对封头的压制成形质量进行监检,且每一个封头应有唯一编号。封头拼接焊缝的无损检测及材质确认由承担压力容器制造监检的检验员进行监检确认。
按GB 150—2011[1]要求,先拼板后成形凸形封头上的所有拼接接头应100%射线或超声检测,合格级别按照设计图样或订货技术协议规定。例如,根据封头强度计算选取,焊缝系数取1.0时按RTⅡ级合格,焊缝系数取0.85时按RTⅢ级合格。封头成形后的实际厚度应不小于设计图样标注的最小成形厚度。封头成形减薄率参照GB/T 25198—2010[2]附录J规定。封头实际厚度的检测部位应包括封头顶部和转角过渡部位等易发生工艺减薄的部位以及直边部位。
1.2 奥氏体不锈钢磁性问题
奥氏体不锈钢是非磁性的,然而在实际压力容器产品中,有时奥氏体不锈钢显示 “磁性”。例如监督检验中发现,采用同一批号的奥氏体不锈钢板制造压力容器,封头呈现磁性而筒体无磁性。为什么奥氏体不锈钢会呈现磁性?原因大致有以下几点: (1)残余铁素体的影响。奥氏体不锈钢钢液在凝固时,析出的α初晶中含Cr高、含Ni低,扩散不充分,α铁不能全部转变为γ铁,使部分α铁残留在凝固的钢锭中。α铁素体具有铁磁性。不锈钢经机加工和热处理能促使α铁扩散,使α铁全部转变为γ铁。但当加工变形量没有达到应有的程度时也会残留α铁,显示出磁性。 (2)加工过程中奥氏体向马氏体相变。封头制造时,冷旋加工过程中由于晶格变形造成亚稳定状态的奥氏体产生相变,转变成马氏体。奥氏体的稳定性是由其成分决定的[3],稳定的奥氏体不锈钢没有铁磁性。8Cr-8Ni型奥氏体不锈钢的γ相是不稳定的,在Ms以上的温度时可以因形变而转变成具有体心立方的马氏体。马氏体具有强磁性,若发生奥氏体向马氏体的相变,则奥氏体就会呈现磁性。
1.3 焊缝与焊接接头、焊脚尺寸与焊缝厚度的区别
焊缝和焊接接头是压力容器制造、检验中常见的两个名词,检验员应准确地掌握,千万不能犯概念性错误。
焊缝[4]是指焊件经焊接后所形成的结合部分,主要形式有对接焊缝、角焊缝、端接焊缝、塞焊缝、槽焊缝等。压力容器中常见的焊缝是对接焊缝和角焊缝。而焊接接头[4]则是指由两个或两个以上零件焊合的接点,是由焊缝、熔合区、热影响区及其相邻的母材组成。所以 “焊缝”是 “焊接接头”的一部分。采用RT检测焊接接头质量,检测范围应包括焊缝、熔合区、热影响区甚至部分母材。焊接接头主要起连接和传力的作用。根据接头的构造形式不同,焊接接头可分为对接接头、T型(十字)接头、搭接接头、角接接头和端接接头等类型[5]。对接接头是指焊件两端面相对平行的接头,这种接头从力学角度看是较理想的接头形式,受力状况较好,应力集中较小,能承受较大的静载荷或动载荷。T型接头是焊接端面与另一焊件表面构成直角或近似直角的接头。角接接头是两焊件端面间构成大于30°、小于135°夹角的接头,这种接头承载能力较差。搭接接头是两部分重叠构成的接头,常用于被焊结构狭小处及密闭的焊接结构。从检验角度来看,焊接接头任何部位的性能都是同等重要的,其中薄弱环节尤其是关注的重点。
对接焊缝、角焊缝与焊接接头形式的关系如图1所示。可以看出,对接焊缝连接的不一定都是对接接头;角焊缝连接的不一定是角接头。尽管接头形式不同,连接它们的焊缝形式是可以相同的。JB/T 4730—2005中所规定的射线照相技术适用的是对接接头对接焊缝(图1a),以及带垫板(或锁底)对接接头对接焊缝(图1d),其余则不适用[6]。
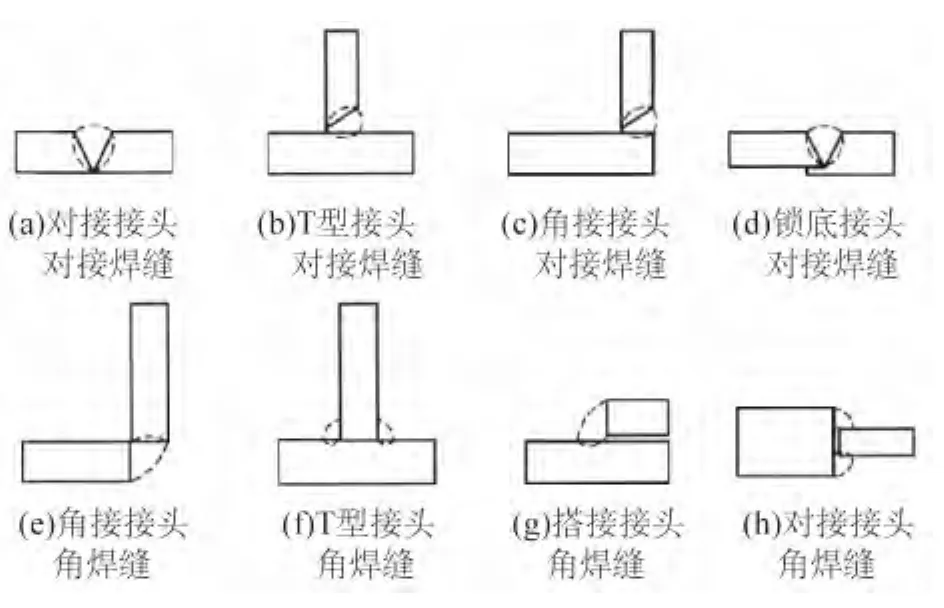
图1 焊缝和焊接接头形式的关系
焊接接头的使用性能由焊缝的焊接工艺来决定,因此焊接工艺评定试件分类对象是焊缝而不是焊接接头。在标准NB/T 47014—2011《承压设备焊接工艺评定》中,将焊接工艺评定试件形式分为对接焊缝试件和角焊缝试件,并对它们的适用范围作了规定。不管焊件接头形式如何,只要是对接焊缝所连接,则只需采用对接焊缝试件评定焊接工艺;也不管焊件接头形式如何,只要是角焊缝所连接,则只需采用角焊缝试件评定焊接工艺。
压力容器设计图样或相关标准中对C、D类焊接接头的焊脚尺寸有规定,而焊接技术人员或检验员常常容易将焊脚、焊脚尺寸及焊缝厚度概念混淆,在焊缝标注或检验测量时出现错误。按照2013版的 《压力容器定期检验规则》释义[7],虽然在定期检验中压力容器几何尺寸检验除错边量、棱角度、咬边、焊缝余高外,其它项目如角焊缝的焊缝厚度和焊脚尺寸,不再要求测量具体尺寸数据,但检验员应掌握这些基本的检验手段。
根据GB/T 3375—1994[4]定义,焊脚是角焊缝的横截面中,从一个直角面上的焊趾到另一个直角面表面的最小距离;焊脚尺寸是在角焊缝横截面中画出的最大等腰直角三角形中直角边的长度;焊缝厚度是在焊缝横截面中,从焊缝正面到焊缝背面的距离;如图2所示。GB 150—2011规定,角焊缝的外形应凹形圆滑过渡。对于凹形角焊缝,焊脚尺寸小于焊脚 (见图2)。图2中焊缝计算厚度是设计焊缝时使用的厚度,对接焊缝焊透时它等于焊件的厚度,角焊缝时它等于在角焊缝横截面内画出的最大直角等腰三角形中,从直角的顶点到斜边的垂线长度。
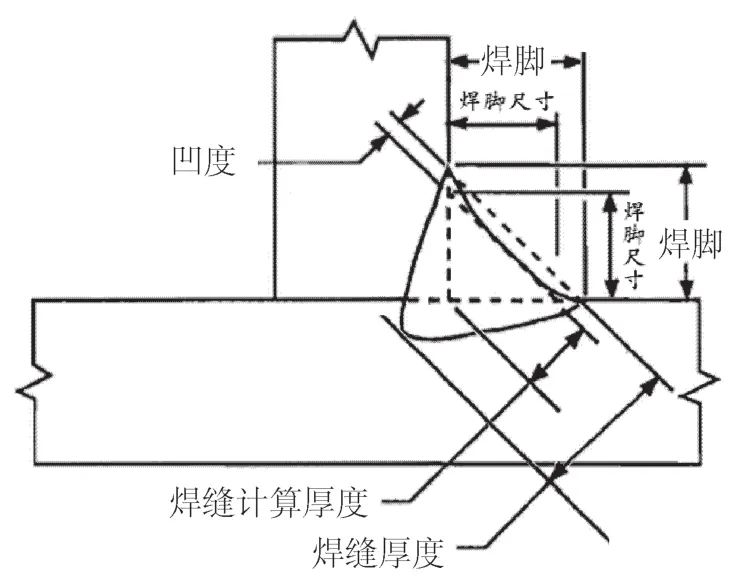
图2 凹形角焊缝
1.4 材料标记和标记移植问题
材料标记和标记移植是个老生常谈的问题,虽然已引起容器制造厂的注意并已逐步规范,但还是存在一些问题。例如移植的标记钢印打得太深,产品完工后再补钢印等。材料标记移植的目的是使用于受压元件的材料有可追溯性。容器制造单位应在质量体系文件中具体规定标记的编制方法和要求,最好对标记在产品上的那些固定位置也做出相应的规定,便于查找。有的制造单位将同一规格但不同制造标准号的焊接材料编为同一个标记号,这是不正确的。有耐腐蚀要求的不锈钢以及复合钢板,不得在耐腐蚀面采用硬印标记,低温容器受压元件不得采用硬印标记,可以在产品上用颜料标记,并绘制标记位置图。
1.5 新标准过渡期间压力容器的监督检验
新规程、新标准颁布后,有一个新旧标准转换过程。对于国家强制性标准,若有过渡期安排的,设计、制造时相应的标准可以按照过渡期规定执行。例如GB 713—2008《锅炉压力容器用钢板》2008年9月1日实施,设计过渡期为2008年9月1日至12月31日,制造过渡期为2008年9月1日至2010年11月30日。2008年12月31日之后设计的图纸中必须用新标准GB 713—2008,而制造单位由于可能有库存的旧材料 (GB 713—1997),在制造过渡期内可以采用 “材料代用”,以旧代新。但2010年11月30日之后制造单位必须使用新材料 (GB 713—2008)制造压力容器。对于推荐性标准,一般是国家鼓励企业自愿采用,如GB/T 8163《输送流体用无缝钢管》,制造单位可以将之前采购的旧材料 (GB/T 8163—1999)用完后,再按照新标准购买新材料 (GB/T 8163—2008),以免制造单位材料积压。
2 压力容器定期检验中常见问题的理解
2.1 超压泄放装置的动作压力与压力容器最高允许工作压力的关系
为了保证压力容器运行的安全,在压力容器本体上都要装设超压泄放装置,此超压泄放装置的动作压力 (安全阀对应整定压力ps,爆破片对应设计爆破压力pb)原则上要求不得高于压力容器的设计压力p。GB 150—2011规定,当压力容器上仅安装一个超压泄放装置时,泄放装置的动作压力应不大于设计压力;当压力容器上安装多个超压泄放装置时,其中一个泄放装置的动作压力应不大于设计压力,其他泄放装置的动作压力可提高至设计压力的1.05倍。当压力容器运行压力高于超压泄放装置的动作压力时,超压泄放装置就会动作泄压以达到保护压力容器不被破坏的目的。
(1)对装有安全阀的压力容器
压力容器的设计压力p、工作压力pw、试验压力pt与安全阀的排放压力pd、整定压力ps之间的关系示意图如图3所示。
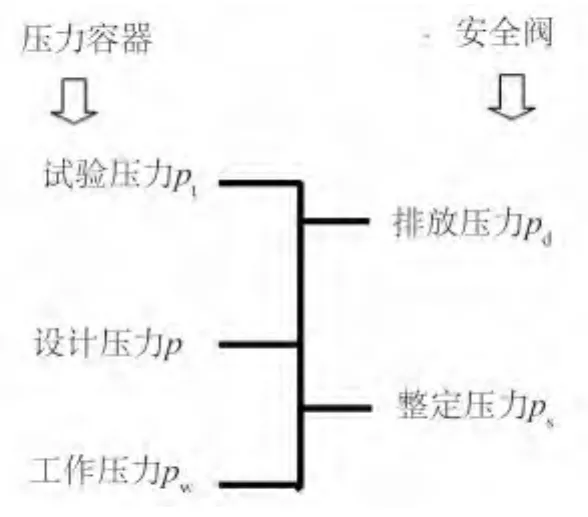
图3 装有安全阀的压力容器的压力值关系图
其中,安全阀排放压力pd为阀瓣达到规定开启高度时的进口压力;安全阀整定压力ps为安全阀在运行条件下开始开启的预定压力,是在阀门进口处测量的表压力。
考虑到安全阀阀瓣启动动作的滞后,使容器不能马上泄压,因此容器设计压力p等于或稍大于安全阀整定压力ps, 即p≥ps, 一般取ps=(1.05~1.1)pw。
(2)对装有爆破片的压力容器
压力容器的设计压力p、工作压力pw及爆破片的爆破压力之间的关系如图4所示。
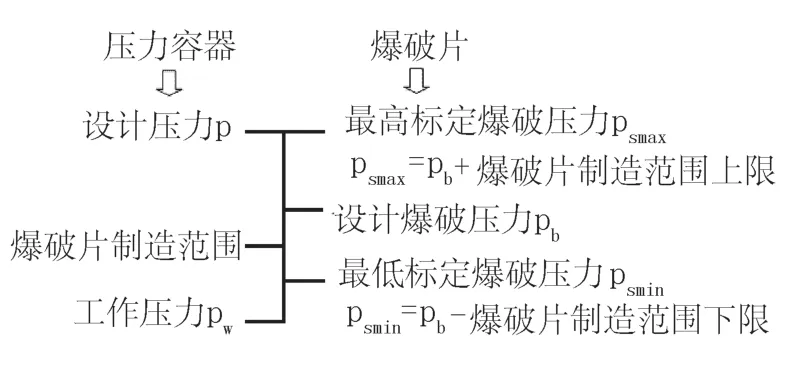
图4 装有爆破片的压力容器的压力值关系图
其中,标定爆破压力为爆破片铭牌上标志的爆破压力;设计爆破压力pb为爆破片在指定温度下的爆破压力;最低标定爆破压力psmin的大小与爆破片型式和工作压力有关。
《固定式压力容器安全技术监察规程》规定,对于图样中注明最高允许工作压力的压力容器,允许超压泄放装置的动作压力不高于该容器的最高允许工作压力[8]。这一规定是充分利用压力容器的实际承载能力,在保证安全的基础上,避免超压泄放装置频繁动作。
最高允许工作压力,按GB 150—2011中的定义,是指在指定的相应温度下,容器顶部所允许承受的最大压力。该压力是根据容器各受压元件的有效厚度,考虑了该元件承受的所有载荷经计算所得到的,且取最小值[1]。有效厚度与计算厚度相差一个圆整厚度。最高允许工作压力的作用就是设定容器超压限度的起始压力,充分利用容器的厚度圆整,尽量拉大工作压力与安全阀或爆破片泄放压力之间的压力差,使压力容器的工作更为平稳。由于在设计和制造阶段都或多或少存在厚度圆整,压力容器的最高允许工作压力一般都大于设计压力。如果以设计压力作为确定超压泄放装置动作压力的基准,将不利于充分发挥众多压力容器产品的实际承压能力。而且,许多压力容器的设计压力与工作压力之间的差值较小,以设计压力作为确定超压泄放装置动作压力的基准,有可能导致在正常工况下超压泄放装置频繁动作,这既不利于稳定生产,从某种程度上也是对压力容器承压强度的一种浪费。
2.2 蒸汽灭菌器配套的电热蒸汽发生器使用注册
在进行蒸汽灭菌器定期检验中发现,使用单位对与蒸汽灭菌器配套的电热蒸汽发生器注册成压力容器还是锅炉发生了疑问。
根据文件质检特函 [2005]020号,工作压力大于或等于0.1 MPa的电热蒸汽发生器,可以按照蒸汽锅炉进行设计、制造,也可以按照压力容器进行设计、制造,使用登记和定期检验工作按照锅炉的有关规定进行。而根据文件 (2004)质检特便字3056号,蒸汽灭菌器和配套的电热蒸汽发生器之间以焊接连接且是不可拆卸的一个整体设备时,按照压力容器办理使用登记手续。
2.3 定期检验中安全状况等级问题
按照 《锅炉压力容器使用登记管理办法》(2003年)附件6中压力容器安全状况等级的划分及说明的规定,新压力容器划分为1、2、3级三个级别,在用压力容器划分为2、3、4、5级四个等级。其中5级的划分是:无制造许可证的企业或无法证明原制造单位具备制造许可证的企业制造的压力容器;缺陷严重、无法修复或难以修复、无返修价值或修复后仍不能保证安全使用的压力容器,应予以判废,不得继续作承压设备使用。同时规定,安全状况等级为4、5级的移动式压力容器或者安全状况等级为5级的固定式压力容器,应当予以注销,解体后报废。可以理解为,安全状况等级为5级的固定式压力容器,已无修理价值,没有缺陷处理的必要,直接判废。这样也就不存在对出过5级报告的压力容器进行修理一说。2013年7月1日《压力容器使用管理规则》[9]施行,替代了 《锅炉压力容器使用登记管理办法》,取消了压力容器安全状况等级的划分及说明的规定。对在用压力容器安全状况等级,按照 《压力容器定期检验规则》的规定,根据检验发现的缺陷对使用安全的影响进行评价。安全状况等级为4级的压力容器,监控使用;监控期累计满3年的,应当对缺陷进行处理,包括采用修理的方法消除缺陷或进行是否适合于使用的评价;使用单位采取相应措施对缺陷进行修复和处理后,能够提高安全状况等级。安全状况等级为5级的压力容器,应当对缺陷进行处理,否则不得继续使用。即5级的报告为停用报告,若使用单位采取了相应措施对缺陷进行修复和处理,提高了安全状况等级,就可继续使用。
2.4 定期检验的周期问题
压力容器首次定期检验的日期由使用单位在办理使用登记时提出。首次定期检验后的检验周期,由检验机构根据压力容器的安全状况等级按照有关规定确定。那么对于下次检验日期,是按本次检验日期来确定合适,还是按上次全面检验日期来确定合适?
《特种设备安全监察条例》规定,使用单位应提前1个月报检,检验机构及时安排定期检验,势必将缩短定期检验的周期,随着定期检验的延续,一次一次往前提,定期检验的周期将继续缩短。这将加重使用单位的负担,同时也使检验单位的业务安排不固定,给业务统计和派工带来一定的困难。因此,对实行定期检验的压力容器,笔者认为确定全面检验的日期应当以上次全面检验日期为准,使检验周期保持相对固定。
2.5 报告中的数据记录和部位图绘制
压力容器全面检验报告中常发现检测数据处理不规范的情况。例如,在同一份报告中,有些数据处理成整数,而另一些数据则保留一位小数或保留两位甚至三位小数。压力容器检验检测工作的结果,直接体现在检验报告中,所以检验报告应该科学、规范,尤其是检测数据,有时一位小数之差就可能直接影响检验报告的结果。在压力容器全面检验报告中,需要以具体计量数据来表述检测结果,因此在检验中具体测量数据 (包括摘抄数据)的计量单位、读取位数、运算数据位数的确定和修约规则,以及检验中以非法定计量单位表述的原始计量数据的转换等问题,均应遵照各单位程序文件的规定。检验报告中所采用的计量单位应为法定计量单位,符号和计算公式必须符合国家有关规定、规范的要求。
报告中壁厚测定及无损检测部分也存在一些问题,比较普遍的是测厚点布置混乱,缺乏代表性,测厚点部位图或缺陷部位图的绘制不能具体 “到位”。报告中壁厚测定点部位图中测厚点的位置应有代表性,有足够的测定点数,并注明是内表面还是外表面测厚。厚度测定后标图记录,对异常测厚点做详细标记。对非正常部位进行 “定点”测厚,并对定点部位在测厚部位图上明确标注测厚点的具体位置。这样下次全面检验时,可以从示意图中“重现”该点的位置,便于跟踪检验该点厚度变化情况,较准确地计算出该台设备的腐蚀速率。非正常部位指下列情况之一:容器壁厚最薄处;表面宏观检验查出的缺陷已进行打磨处;发现严重腐蚀部位及冲刷凹陷处;错边及棱角度较严重的部位;容器上容易发生失效,出现壁厚减薄、 “增厚”的部位,对 “增厚”部位要查明原因。无损探伤检测部位及缺陷位置示意图应能直观、正确地反映缺陷实际情况。对超标缺陷应做到定性、定位、定量,即标明缺陷的具体位置及缺陷的长度、深度等,并附文字说明。压力容器局部腐蚀检查的重点部位选择: (1)容易积存水分、湿气或腐蚀性沉淀物的地方,包括内壁排液管周围、容器底部及 “死角”、外部支座附近等。 (2)保温层破损部位、防腐层损坏处,包括涂层脱落、镀层磨损、衬里开裂或凸起的地方。 (3)焊缝及热影响区、焊接敏化区、开孔及结构不连续部位。 (4)气体流速局部过大的部位、被冲刷部位,如弯管的外弯部、气流近路处等。
2.6 铭牌的重要性
铭牌的检查往往容易被忽视。定期检验中,我们发现常有铭牌丢失、弄混,以及铭牌上的内容用纸质打印条粘贴的情况,因此,必须对铭牌或标记进行检查。外观检查时,首先应对铭牌中的产品编号进行核对,以确认该台设备的 “身份”。如果“身份”都弄错了,该台设备后续的检验工作都是徒劳的,而漏查的那台设备可能就是一个定时炸弹。因此,检验员必须对铭牌的检查引起重视,并能形成检验之前首先核对 “身份”的良好检验习惯。定期检验中资料审查和外观检查时,应检查铭牌与出厂资料、设备的一致性、真实性,有无制造监检 “CS”钢印等。容器制造监检时,铭牌上的内容项也应一一核查,内容须填写正确、齐全。铭牌应为耐腐蚀的金属材料,铭牌的内容采用钢印等永久标记方法进行标记。
3 结语
近年来,锅炉压力容器安全事故频繁发生,给人民生命财产安全和社会稳定带来极大的挑战,锅炉、压力容器等特种设备的监督检验和定期检验就显得非常重要。作为检验人员,要努力做好检验工作,为企业把好每台设备质量安全关,为社会的稳定和经济的发展作出贡献。
[1]GB 150—2011.压力容器 [S].
[2]GB/T 25198—2010.压力容器封头 [S].
[3]肖纪美.不锈钢的金属学问题 [M].北京:冶金工业出版社,1983.
[4]GB/T 3375—1994.焊接术语 [S].
[5]中国冶金百科全书总编辑委员会金属材料卷编辑委员会.中国冶金百科全书:金属材料 [M].北京:冶金工业出版社,2001.
[6]强天鹏.承压设备无损检测学习指南 [M].北京:新华出版社,2005.
[7]谢铁军,寿比南.压力容器定期检验规则释义 [M].北京:新华出版社,2013.
[8]TSG R0004—2009.固定式压力容器安全技术监察规程[S].
[9]TSG R5002—2013.压力容器使用管理规则 [S].