精密扇形陶瓷件传动定位与装夹方式的研究
2014-07-07苗磊王留留杨国诗
苗磊,王留留,杨国诗
(淮南师范学院电气信息工程学院,安徽淮南 232038)
精密扇形陶瓷件传动定位与装夹方式的研究
苗磊,王留留,杨国诗
(淮南师范学院电气信息工程学院,安徽淮南 232038)
对一特殊扇形陶瓷件的传动定位方式及夹具进行研究,设计蜗杆传动和圆弧导轨传动相结合的传动定位平台与活动扒爪的夹紧机构,通过对活动扒爪机构的受力分析,计算得到其运动的临界压力角,不仅使刀具在铣削过程中与装夹机构不发生干涉,而且为加工扇形陶瓷件提供所需夹紧力。从而简化运动定位方式,降低成本,提高陶瓷件的加工精度等。对后期具体设计制作具有很强的工程实用价值。
扇形陶瓷件;扇形槽;扒爪;蜗杆传动
前言
工程陶瓷材料是一种新型材料,拥有优良的物理和化学性能,在航空、航天、石油化工、机械及现代生物医学等领域得到广泛的应用①于思远:《工程陶瓷材料的加工技术及其应用》,北京:机械工业出版社,2008年。。本文对一种特殊扇形陶瓷件加工中的关键问题进行分析与研究,该扇形陶瓷件是CT机中的关键零部件,但因其硬度高、脆性大、导热率低,加工精度要求高,目前国内没有该零件有效的加工手段,因此对其加工方式的研究,有助于推动CT机国产化进程。
1 扇形陶瓷件介绍
扇形陶瓷件具体尺寸参数如图1所示。其中320个沟槽的延长线均通过扇形陶瓷件的圆心,每个槽均匀间隔0.03140625度,加工位置误差要求在±10um以内。因工件小、半径大、精度高,所以要设计一种科学合理的装夹定位方案。

图1 陶瓷件
2 传动定位工作台运动方案讨论
方案一:将扇形陶瓷件装夹在与其圆弧半径相等的旋转工作台上,通过控制旋转角度来实现对320个沟槽的传动定位。由于其半径大,导致工作台制造安装精度难以保证,通过齿轮传动实现上述大直径小角度高精度定位要求具有一定困难。
方案二:在方案一的基础上,改为通过小直径工作台的旋转与平移运动合成大直径的旋转运动。虽然工作台半径减小,但传动机构在原来齿轮传动的基础上加上滚珠丝杠平移传动②成大先:《机械设计手册链接与紧固》,北京:化学工业出版社,2010年。,增加了传动定位的复杂性,其制造安装难度和成本都将提高③陈宇鹏:《精密陶瓷件加工中关键问题的探讨》,《机械制造》2009第15期,第32-35页。。
方案三:为解决上述难题,方便加工,提出蜗杆与圆弧导轨传动定位方案。把大直径小角度高精度定位转化为蜗杆传动带动圆弧滑块的平移定位,这种方案不仅减小了工作台尺寸,降低了传动定位方式的复杂性,提高了传动定位精度,还降低了制造安装难度和成本。其精度高低取决于蜗杆传动副的精度④庞振基,黄其圣:《精密机械设计》,北京:北京机械工业出版社,1999。。具体分析如下。

图2 传动机构示意图
传动结构如图2所示,蜗杆3在伺服电机5的旋转下,通过蜗杆传动副6带动圆弧滑块2在圆弧导轨1上做圆弧运动,圆弧滑块的行程角Ψ不小于20.1度,即扇形陶瓷件展角的2倍。扇形陶瓷件装夹在圆弧滑块上,其尺寸与陶瓷件大小相同,展角θ为10.05度。
根据陶瓷件的尺寸,要加工的320个槽均匀分布在10.05度,两个槽间隔0.03140625度,对应于半径为1125.5mm的间隔为0.6150mm。要定位到每一个槽,即要求蜗杆传动每次带动圆弧滑块移动0.6150mm。本设计选用伺服电机的编码器线数为2500P/R,蜗杆导程为5mm,可得伺服电机每一个脉冲通过蜗杆传动对应于圆弧滑块在圆弧导轨上的位移为:x=(5/360)×(360/2500)=0.002mm=2um。因此其理论定位误差为±2um<±10um,满足320个槽的定位精度。定位每个槽所需伺服电机脉冲数为:

式中:n——槽的序号,1-320
由上述分析可知,此蜗杆传动结构简单,体积小,通过蜗杆传动简化了传动定位方式。
3 装夹方案的讨论
由于该工件尺寸小,且整个上平面都是加工面,因此一般采用胶结方式,把待加工扇形陶瓷件粘结在加工台上,这种方案简单可靠,但粘结强度、均匀性影响加工精度,而且难以拆卸。而采用气动吸盘夹具,虽然方便装夹与拆卸,但管路与吸盘的设计比较复杂,其真空泵也增加了成本,尤其铣削过程中产生的粉尘等杂物会被吸入管路中,严重影响吸盘夹具的装夹质量,需要停机来清洗管路,降低了加工效率,增加了维护成本。综合上述因素,这里采用活动扒爪的装夹方式,同时加大扒爪与扇形陶瓷件的接触面积,防止压裂、压碎陶瓷件。设计4对拨爪及其导轨机构,避免铣削加工过程中扒爪与刀具产生的干涉,并能为扇形陶瓷件提供所需的夹紧力。具体分析如下。
3.1 夹紧力计算
夹紧力大小对扇形陶瓷件加工非常重要,过松会导致工件松动,影响加工精度,过紧会损坏工件。因此,需要计算出合适的夹紧力。由于刀具是纵向铣削,所需夹紧力可由下式计算:

式中:f1——陶瓷件与夹紧元件间的摩擦系数
f2——夹具支撑面与陶瓷件间的摩擦系数
P——铣削力,P=Cpt0.86Sx0.72D-0.86BKp
CP——陶瓷材料及铣刀类型系数,取82.4
他心中生起了一股寒意,分神之下,忽视了周围潜在的危险。背后偷袭的土狼王几乎要了他的命,他在狼吻下挣扎,然后莫明其妙地冒出了一个念头:如果自己拥有黑袍人那样强大的翅膀,还需要惧怕一只恶狼吗?
t——铣削深度,取0.9mm
SX——每各齿的进给量,取0.005mm
D——铣刀直径,取10mm
B——铣刀宽度,取0.17mm
δ——许用压应力,取400MPa

计算得到:Q夹紧力=34.0927kgf=334.1089N。
3.2 扒爪夹具设计

图3 扒爪机构示意图
扇形陶瓷件在圆弧导轨上传动定位时,为了让移入到刀具下方的扒爪展开,移出刀具下方的扒爪重新压紧,设计了如图4所示倒三角导轨,其中用4对扒爪夹紧扇形陶瓷件,当扒爪夹具从左往右在圆弧导轨上运动时,右边第一对扒爪与倒三角导轨接触,在倒三角导轨左斜面的作用下,使扒爪缓慢张开到α角,然后保持,避免刀具在铣削时与扒爪产生干涉,然后在倒三角导轨右斜面的作用下,使扒爪缓慢收拢到夹紧位置,随后右边第二对、第三对、第四对扒爪依次按上述方式对扇形陶瓷件进行装夹。这样不仅避免了刀具在铣削过程中与扒爪产生干涉,而且4对扒爪是依次展开收拢,为扇形陶瓷件提供夹紧力的同时,其装夹精度不会受到影响。其三维传动模型如图5所示①王策选,刘红兵:《SolidWorks 2009中文版三维设计基础与实践教程》,北京:电子工业出版社,2009年。。

图4 倒三角导轨机构示意图
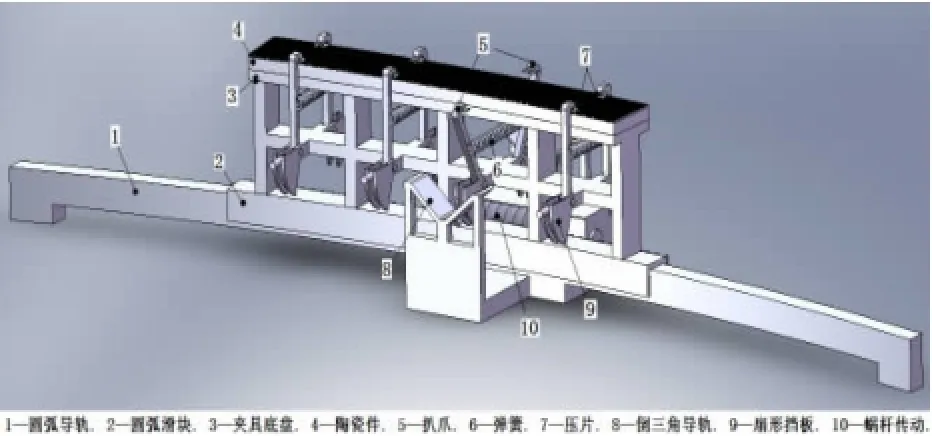
图5 传动模型
3.3 最小压力角计算
如何保证每对扒爪能够顺利展开与收拢,其展开角α能够让扒爪与刀具避免干涉至关重要。如图6所示,扒爪在展开收拢时有两个主要的滑动摩擦副,即扒爪在展开收拢时分别与倒三角导轨之间、与扇形挡板之间的滑动摩擦副,当倒三角导轨的倾斜角β从小逐渐增大时,两个摩擦副产生的摩擦力增大,对应扒爪的展开角α增大,弹簧的变形也将增大,要求蜗杆传动副要提供足够的推动力,而当β增大到一定程度时,再大的推动力也无法推动圆弧滑块让扒爪展开和收拢。因此求出β的临界角对研制本设备至关重要。
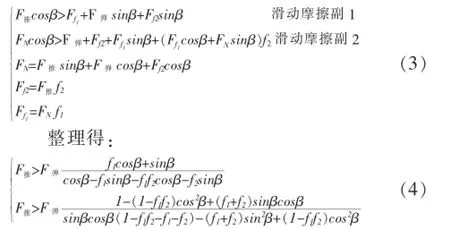
扒爪在展开收拢时,与倒三角导轨之间滑动摩擦副是沿倒三角导轨倾斜面滑动,与扇形挡板之间滑动摩擦副是沿扇形挡板面垂直滑动②朱炳麟:《理论力学》,北京:机械工业出版社,2005年。,因此对两个滑动摩擦副进行力学分析,找出β的临界角关系式,具体受力分析如下:

图6 传动模型
如图6所示,F推是蜗杆传动副通过扇形挡板给扒爪的水平推力,F弹是弹簧对扒爪的拉紧阻力,Ff2是扒爪展开时扇形挡板对扒爪的摩擦阻力,Ff1、FN分别是倒三角导轨对扒爪的摩擦阻力和弹力。要使扒爪能顺利展开,对两个滑动摩擦副分别建立力学方程。
通过matlab辅助计算得到β的临界角为72度。从而为设计倒三角导轨提供依据,即在保证扒爪展开α角后不与加工刀具产生干涉的前提下,尽量使倒三角导轨的倾斜角β尽可能的小。
4 结论
随着科学技术的不断发展,高精度陶瓷件的应用领域会越来广,对加工设备的要求也越来越高,因此设计一个科学合理的加工平台方案,直接影响到设备生产制造的成本和难度,及其所加工陶瓷件的质量。而本文根据扇形陶瓷件的特点,设计了蜗杆传动与圆弧导轨传动相结合的传动定位方案和活动扒爪的装夹方式来简化原有的方案,可实现扇形陶瓷件的加工要求的同时,减小了加工平台的尺寸,降低了制造难度与成本,而且维护简单方便。所以本设计方案是可行的。
Research on drive positioning and clamping of the precision fan-shaped ceramic parts
MIAO Lei,WANG Liuliu,YANG Guoshi
This article made research on drive positioning mode and fixture in order to machine a special fan-shaped ceramic parts.A drive positioning platform was designed by combining worm drive with circular rail drive and a dexterous claw mechanism was designed for clamping this fan-shaped ceramic parts.Through stress analysis of the dexterous claw mechanism,the zero pressure angle was calculated during the movement.This dexterous claw mechanism not only avoid interfering with the tool during milling,but also provided clamping force for machining this fan-shaped ceramic parts.In summary this can simplify the positioning and movement mode,reduce the cost,improve the machining precision of ceramic parts and so on.It has a strong the actual application significance for the manufacturing.
fan-shaped ceramic parts;radial slot;dexterous claw;worm Drive
TH122
A
1009-9530(2014)05-0069-03
2014-04-09
安徽高校省级科学研究项目“大直径辐射槽陶瓷件定位平台设计”(KJ2012Z369);淮南师范学院校级青年项目“大直径辐射槽陶瓷件定位平台设计模型”(2011LK949)
苗磊(1984-),男,淮南师范学院电气信息工程学院助教,硕士,主要研究方向为机械设计与机械电子。