波形膨胀节开裂的失效分析
2014-07-02孔令雷
孔令雷 闻 强
(化学工业设备质量监督检验中心)(安徽昊源化工集团有限公司)
波形膨胀节开裂的失效分析
孔令雷*闻 强
(化学工业设备质量监督检验中心)(安徽昊源化工集团有限公司)
分析了304不锈钢波形膨胀节开裂的原因,并采取有效措施预防恶性事故的发生。通过理化分析发现,304奥氏体不锈钢在冷加工成形时会发生马氏体相变;在开、停车情况下或保温不良时会形成湿硫化氢环境,因此含形变马氏体的304奥氏体不锈钢会发生湿硫化氢引起的氢致开裂 (HIC)或应力导向氢致开裂 (SOCHIC),当裂纹扩展到某一临界尺寸时便会发生低应力脆断。
304不锈钢 亚稳态 马氏体相变 湿硫化氢 氢致开裂 波形膨胀节
某集团化工企业使用的材质为304奥氏体不锈钢的管道膨胀节,从2004年至今发生了多次开裂、炸裂事故。有的膨胀节使用时间稍长,达10年,有的使用时间很短,仅为3个月。部分膨胀节的事故情况如表1所示。
受该企业委托,化学工业设备质量监督检验中心对其中一件膨胀节进行了取样分析,取样部位包含开裂部位。该膨胀节于2009年1月投用,2009年4月发生开裂泄漏,导致系统停车检修,并更换了该膨胀节。本次失效分析从外观检验、壁厚测定、铁素体测定、硬度测定、材料成分分析、金相检验等几个方面入手,讨论开裂的原因并提出了检验及预防措施。
1 外观检验和材料成分分析
样品外表面呈铁锈色,内表面呈银白色;样品断面厚度基本无变化;样品有强烈的磁性;样品上可见一条主要裂纹,其内表面裂纹长度70 mm,外表面裂纹长度55 mm,颜色发黑,初步判断该裂纹由内表面产生,扩展至外表面。
采用便携式合金分析仪,在样品内外表面各分析2点,分析前先将分析部位处理干净。分析所得数据如表2所示。由表2可见,分析结果是样品元素含量与标称材质304元素含量相符。
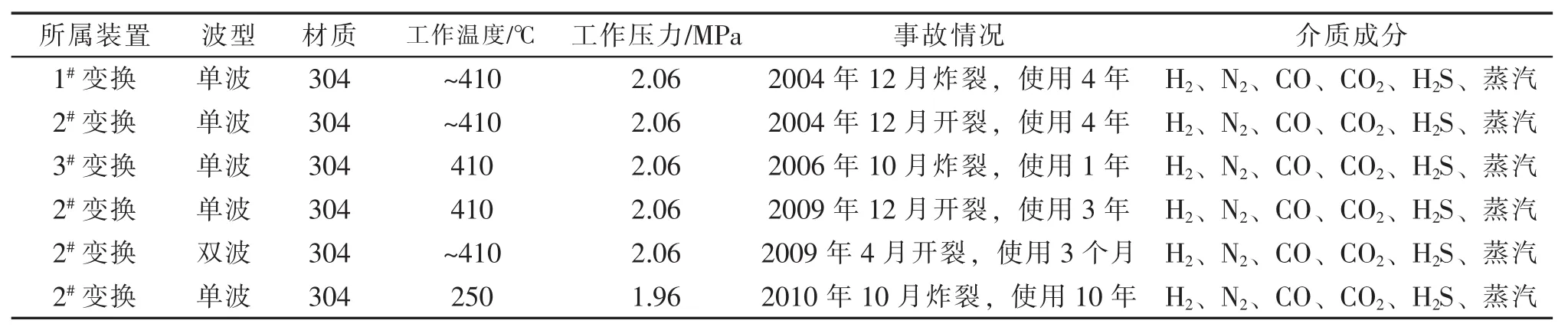
表1 膨胀节历次开裂、炸裂事故一览表
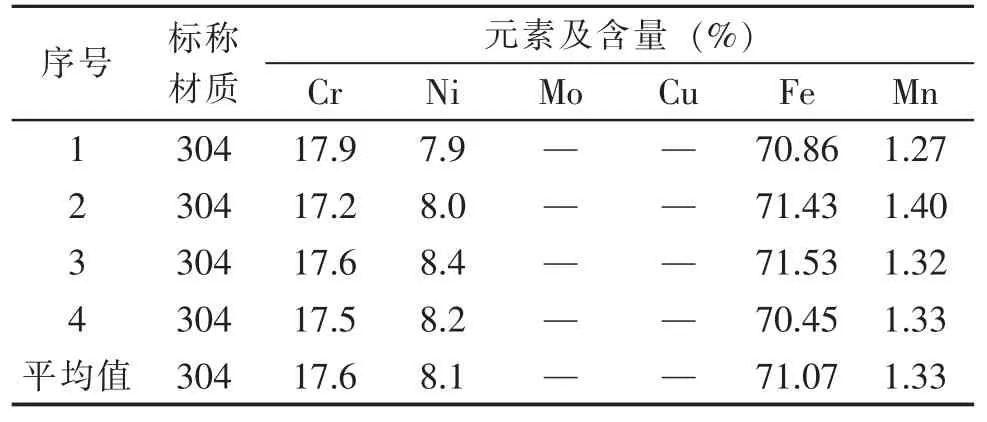
表2 材料成分分析结果
2 壁厚测定
采用超声波测厚仪,在样品上按周向等距测定3个截面,每个截面的测点位置如图1所示。测厚所得数据如表3所示。
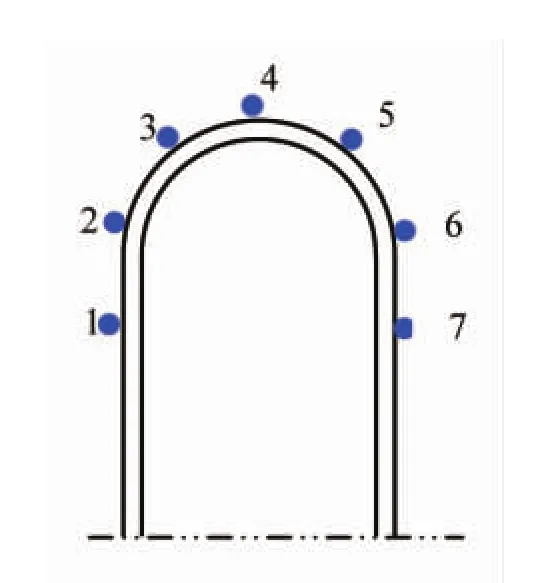
图1 测点位置
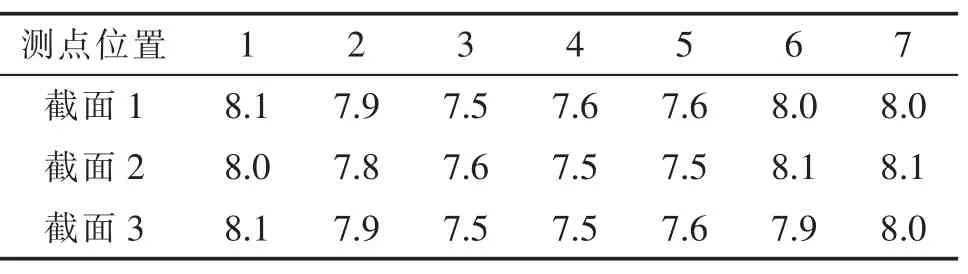
表3 厚度测定结果 (mm)
测厚结论:波峰部位厚度轻微减薄,系制造成形所致;膨胀节在开裂前未发生明显的塑形变形,断裂为脆性断裂。
3 铁素体测定
采用便携式铁素体测定仪,在样品上按周向等距测定3个截面,每个截面测点位置按图1所示;测得的铁素体含量范围为35%~52%,说明样品的金相组织已非正常的奥氏体组织。正常的304奥氏体不锈钢铁素体含量很低,一般不大于5%。
结论:该样品金相组织中含有大量的铁素体或马氏体组织。
4 硬度测定
采用便携式硬度测定仪,在样品上按周向等距测定3个截面,每个截面测点位置如图1所示。硬度测定所得数据如表4所示。
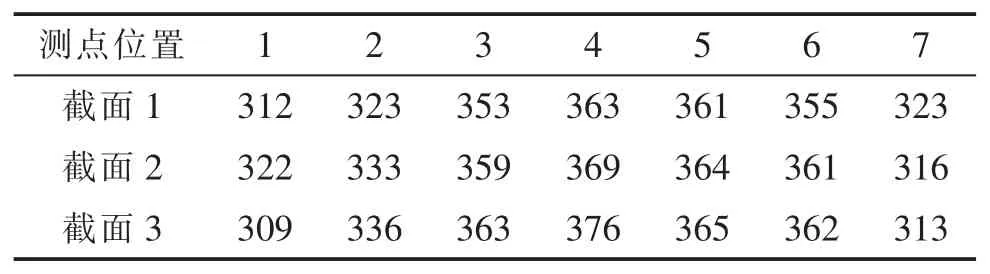
表4 硬度测定结果 (HB)
结论:样品硬度范围远大于正常304奥氏体不锈钢硬度范围(一般不大于HB200);产生这种变化一般有两种可能,一是波形膨胀节在冷加工时产生加工硬化,二是在使用过程中金相组织发生劣化。
5 金相分析
采用便携式现场金相分析仪进行金相分析,内表面裂纹部位及完好部位各分析1点,膨胀节裂纹形貌和金相组织如图2~图5所示。
金相分析结论:经微观金相观察分析,样品显微组织形态为奥氏体晶粒上析出板条状的马氏体,马氏体含量约占30%~50%;裂纹形态为沿晶裂纹。

图2 膨胀节裂纹形貌(100×)

图3 膨胀节裂纹形貌(40×)

图4 膨胀节金相组织(100×)

图5 膨胀节金相组织(400×)
6 失效原因分析
304不锈钢为奥氏体类不锈钢,一般金相组织为单相奥氏体。但国内外材料研究人员发现,304不锈钢的奥氏体组织是亚稳态的,在冷变形时会造成马氏体的相变。变形量越大,产生的形变马氏体就越多。形变马氏体有铁磁性,硬而且脆。另外,焊接及其他热加工工艺会造成晶界贫铬,促使马氏体相生成,但仅限于焊缝及热影响区或加热部位,且含量一般较低。因此样品中的马氏体组织应是在膨胀节冷加工成形过程中产生的,含量30%~50%,且为板条状。马氏体组织强度和硬度要远高于奥氏体组织,但塑性和韧性很低,在应力集中部位,例如膨胀节波峰附近,有可能发生脆断。
由于工作介质中含有硫化氢和蒸汽,在开、停车或外部保温不良时,蒸汽会在304材料内壁形成冷凝水,介质中的硫化氢溶解后形成湿硫化氢环境。含形变马氏体的304奥氏体不锈钢在湿硫化氢腐蚀环境中发生湿硫化氢引起的氢致开裂 (HIC)或应力导向氢致开裂 (SOCHIC)。形变马氏体一般为裂纹源,当裂纹扩展到某一临界尺寸时便发生了低应力脆断型的开裂或炸裂。所以,奥氏体组织中含有较高马氏体相是膨胀节开裂的直接原因。
7 预防失效措施
(1)对于奥氏体不锈钢制膨胀节,相关标准要求冷成形后不需进行热处理;热成形的,需进行固溶处理,并在需要时加做稳定化处理;但对亚稳态的304不锈钢制膨胀节最好增加固溶处理和稳定化处理,这一点在订货时应提出要求,尤其是可能在湿硫化氢条件下使用的膨胀节。产品验收时应对磁性、硬度进行检查,产品应无磁性,硬度一般要求≤HB200。
(2)使用中应尽量避免产生湿硫化氢环境,如加强膨胀节外部保温,开、停车时介质置换充分、升温充分等。
(3)加强定期检验和现场巡检,及时发现问题,避免严重事故发生。
[1]杨力,王延明,韩伟,等.重油催化氨精制塔塔底封头失效分析[J].腐蚀科学与防护技术,2000(3):179-181.
[2]李明,李晓刚,陈华.在湿H2S环境中金属腐蚀行为和机理研究概述 [J].腐蚀科学与防护技术,2005(2):
[3]107-111.左禹,张树霞.1Cr18Ni9Ti不锈钢在硫化氢水溶液中的台阶状应力腐蚀破裂 [J].北京化工大学学报 (自然科学版),1994,21(4):58-64.
Analysis on Cracking Failure of the Bellows Expansion Joint
Kong LingleiWen Qiang
The reason for the cracking failure of bellows expansion joint was analyzed and effective precautions were proffered.Through physical and chemical properties analysis,it is found that the martensite phase transformation occurred in the matrix of 304 austenitic stainless steel during the cold forming.Under the condition of machine switching on and off or poor heat preservation,a wet hydrogen sulfide corrosion environment was formed, giving rise to hydrogen-induced cracking (HIC)or stress-oriented hydrogen-induced cracking (SOCHIC)which leaded to low stress brittle fractures when the cracks propagated to the critical sizes.
304 stainless steel;Metastable state;Martensite phase transformation;Wet hydrogen sulfide; Hydrogen-induced cracking;Bellows expansion joint
TQ 050.3
2014-03-14)
*孔令雷,男,1973年生,高级工程师。南京市,210036。
