压力容器用铝合金5083-O厚板搅拌摩擦焊研究
2014-07-02李海山于龙华马延超
李海山 于龙华 马延超 张 斌 金 健
(大连市锅炉压力容器检验研究院)
压力容器用铝合金5083-O厚板搅拌摩擦焊研究
李海山*于龙华 马延超 张 斌 金 健
(大连市锅炉压力容器检验研究院)
采用搅拌摩擦焊对5083-O厚板铝制压力容器进行了焊接,焊后用万能试验机对不同参数的接头进行了拉伸试验,并使用光学显微镜对焊接接头组织和表面形貌进行了分析。结果表明:在焊接速度50 mm/min、旋转速度1800 r/min的情况下,获得的接头拉伸性能最高可达到296 MPa;同时焊缝表面平整规则,界面结合良好。
压力容器 搅拌摩擦焊 铝合金 焊接速度 旋转速度 拉伸试验
0 前言
搅拌摩擦焊是英国焊接中心于1991年发明的一种新型固态连接技术,它能很好地焊接一般熔焊不能焊接的高强度铝合金。作为新兴焊接技术的搅拌摩擦焊不仅可以应用于机车制造、航空航天等方面,也可以应用于铝合金制压力容器 (纵焊缝)的焊接。5083铝合金中的主要合金元素为镁,具有良好的抗蚀性、可焊接性以及中等的强度。优良的抗腐蚀性能使5083铝合金广泛应用于海事用途,如船舶等,也应用于汽车、飞机的焊接件,以及需严格防火的压力容器 (如液体罐车、冷藏车、冷藏集装箱)。目前,国内外通常是采用传统的熔焊方法 (如MIG、TIG等)来对铝合金进行焊接的,为了提高焊接接头的性能,采取的方法主要是选用强度更高的焊丝来进行焊接。搅拌摩擦焊方法不仅能够实现铝合金的焊接,而且还具有节能、环保、操作简单等特点,因而搅拌摩擦焊技术将逐步应用到压力容器制造领域[1-8]。
铝合金5083-O厚板是压力容器常用的材料。但搅拌摩擦焊在压力容器行业至今还未得到广泛的应用。为了研究这项新技术,本课题做了多方面相关的研究。本课题详细研究了 10 mm厚铝合金5083-O搅拌摩擦焊接头的显微组织、表面形貌和力学性能,得到了10 mm厚板5083-O的最佳工艺参数,以促进搅拌摩擦焊这种先进的连接技术在压力容器行业的应用。
1 试验材料与方法
试验选用10 mm厚的5083-O铝合金,试件尺寸为200 mm×100 mm×10 mm,其化学成分见表1,力学性能见表2。采用搅拌摩擦焊机对铝板进行焊接,焊接时选用圆台型带螺纹搅拌针。该焊机搅拌头的尺寸为:轴肩直径25 mm,搅拌针长9.2 mm,其中轴肩倾角2°,下压量4 mm。焊前使用丙酮去除工件油污,并将其刚性固定在垫板上。焊接参数为:焊接速率 50 mm/min,旋转速度 800~2000 r/min。

表1 5083-O铝合金化学成分 (%)
焊后利用万能试验机对不同参数的接头进行了拉伸试验。选择力学性能最佳的焊件,沿垂直于焊接方向截取试样,用凯勒试剂对抛光后的试样进行腐蚀,利用OLYMPUS-BX51M光学显微镜观察试样的微观组织。还使用显微硬度仪对试样的横截面进行了硬度测试。
2 试验结果与分析
2.1 拉伸试验
对焊接速度50 mm/min时不同旋转速度下的焊接接头进行拉伸试验。从表3中的拉伸试验结果可以看出,旋转速度为1800 r/min时,接头的抗拉强度达到最大值 296 MPa,为母材抗拉强度的89.7%。当旋转速度大于1800 r/min时,即旋转速度继续增大,接头的抗拉强度反而降低。这是因为当旋转速度过高时,过多的热输入使焊缝组织发生过烧现象,从而导致接头的抗拉强度下降。而当旋转速度较低时,焊接热输入较少,尤其对于厚板来说,其热输入量不足以使焊接区金属达到热塑性状态,材料不能充分流动,因而焊缝成形不好,甚至在焊缝区存在焊接缺陷,使得接头抗拉强度较小。

表3 焊接速度50 mm/min时不同旋转速度下接头抗拉强度
2.2 显微硬度
用FM-700型显微维氏硬度仪对试样进行硬度试验,其硬度分布曲线如图1所示。由图1可以看出,沿焊缝横截面硬度的分布呈W形,焊缝区硬度比母材低,在焊缝区焊核区硬度最高。

图1 5083-O铝合金焊接接头显微硬度分布曲线
2.3 显微组织
5083-O铝合金在焊接速度50 mm/min、旋转速度1800 r/min下获得的焊接接头的显微组织如图2所示。
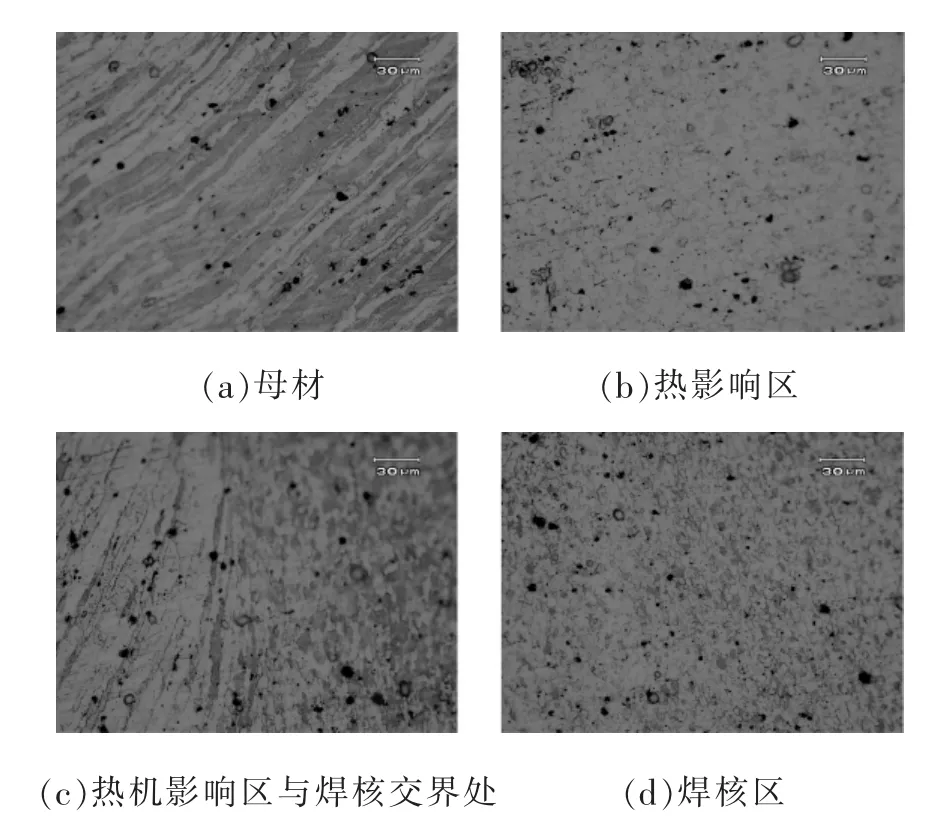
图2 5083-O铝合金焊接接头显微组织
由图2(a)可以看出,原始母材组织由于轧制而晶粒变长。图2(b)为热影响区,该区域没有受到搅拌头的机械搅拌作用,但在焊接过程中由于受到了焊接热循环的作用而导致该区的原始带状组织消失,并且晶粒粗大。图2(c)为热机影响区与焊核的交界区。与接头其它区域相比,热机影响区在剧烈变化的粘附力和焊接热循环的综合作用下,组织变化最为明显,有回复与再结晶晶粒。图2(d)为焊核区。该区在热机械搅拌作用下,形成了比母材晶粒更细小的等轴晶。
3 结论
(1)实现了10 mm厚的5083-O铝合金搅拌摩擦焊焊接,焊接接头成形良好,表面光滑,没有出现飞边、沟槽等缺陷,背部焊合良好。
(2)当焊接速度一定 (50 mm/min)时,随着旋转速度的增大,接头焊核区的晶粒变得更加细小,接头抗拉强度也随之增大。当旋转速度为 1800 r/min时,晶粒最小,接头抗拉强度也达到最大值,为母材抗拉强度的89.7%。当旋转速度继续增大时,晶粒反而长大,接头抗拉强度也随之降低。
(3)接头显微硬度沿焊缝横截面近似呈W形分布,即焊缝中心区域硬度最高,热机影响区和热影响区的过渡区硬度最低。
(4)分析5083-O铝合金的搅拌摩擦焊接头显微组织发现,由于搅拌过程中发生了动态回复和动态再结晶,使得焊核区的晶粒得到充分的细化和均匀化。
[1]周万盛,姚君山.铝及铝合金的焊接 [M].北京:机械工业出版社,2006:328-329.
[2]Tang W,Guo X,Mcc lure J C,et al.Heat input and temperature distribution in friction stir welding[J]. Journal of Materials Processing and Manufacturing Science,1998,7(2):163-172.
[3]傅志红,黄明辉,周鹏展,等.搅拌摩擦焊接技术研究进展[J].焊接,2002(11):6-10.
[4]王快社,王训宏,沈洋,等.搅拌摩擦焊接过程的非稳态流场及影响因素 [J].西安工业学院学报,2005,25 (2):158-159.
[5]Campbell Glenn,Stotler Tim.Friction stir welding of armor grade aluminum plate[J].Welding Journal, 1999,78(12):45-47.
[6]Arbegast W J.Friction stir welding after a decade of development[J].Welding J,2006(3):28.
[7]曹朝霞,刘书华,王德庆,等.搅拌摩擦焊工艺 [J].大连铁道学院学报,2002,23(4):67-70.
[8]贺永海,张立武.搅拌摩擦焊用搅拌头的研究进展 [J].航天制造技术,2005(5):47-51.
[9]Seidel T U.Visualization of the material flow in AA2195 friction stir welds using a marker insert technique [J]. Metallurgicaland MaterialsTransactions,2001,32A (11):2879-2884.
[10]中国机械工程学会焊接学会.焊接手册 (第一卷):焊接方法与设备 [M].北京:机械工业出版社,2001.
[11]刘小文,谷建军,马彩霞.防锈铝搅拌摩擦焊接超塑性行为研究 [J].科技咨询导报,2007(30):30-31.
[12]Ying Li,Murr L E,McClure J C.Solid state flow visualization in the friction stir welding of 2024A1 to 6061A1[J].Scripta Mater,1999,40(9):1041-1046.
[13]王快社,王训宏,沈洋,等.搅拌摩擦焊技术的最新进展[J].热加工工艺,2004(10):53-55.
[14]黄华,董仕节,刘静,等.铝合金双面搅拌摩擦焊初步研究 [J].特种铸造及有色合金,2006,26(7):400-402.
[15]余汉清,陈金德.金属塑性成型原理 [M].北京:机械工业出版社,2002:22-23.
[16]栾国红,郭德伦,张田仓,等.铝合金的搅拌摩擦焊[J].焊接技术,2003,32(1):1-4.
我国大型乙烯工艺设备靠进口的历史将改写
我国大型乙烯工艺和设备依靠进口的历史将改写。2014年8月中旬,国产化程度最高的大型乙烯项目——武汉80万t/a乙烯投产一周年,实现连续安全平稳生产,无非计划停工,乙烯装置损失率、乙烯能耗、乙烯和双烯收率等指标均达到国内同类装置先进水平,标志着我国自主开发的大型乙烯成套工艺技术和国产乙烯核心设备获得成功,我国大型乙烯国产化取得历史性突破。
武汉乙烯是首套运用中国石化自主研发的大型乙烯成套工艺技术、首次同时实现乙烯核心设备乙烯三机全部国产的大型乙烯项目,此前我国的大型乙烯项目多进口国外成套工艺技术,乙烯三机仅一机使用国产设备。此外,武汉乙烯设备国产化率达到87%,是国内整体设备国产化率最高的大型乙烯项目。乙烯成套工艺技术从引进到消化吸收再到自主创新,我国用了半个世纪的时间。乙烯成套工艺技术是石化产业技术含量最高、最复杂的技术之一,攻关成功十分不易。 (金戈)
Investigation on Friction Stir Welding of 5083-O Aluminum Alloy Thick Plate for Pressure Vessel Production
Li Haishan Yu Longhua Ma Yanchao Zhang Bin Jin Jian
Welded the pressure vessel made from 5083-O aluminum alloy thick plate by using friction stir welding,carried out the tensile tests for the joints welded with different parameters by universal testing machine and picked out the one with optimum mechanical properties,then analyzed the microstructure and surface morphology of the joint by optical microscope.The experimental results showed that the tensile strength was up to 296 MPa under the welding speed of 50 mm/min and the rotation speed of 1800 r/min.Meanwhile,the surface of the welding was smooth and the interface bonded well.
Pressure vessel;Friction stir welding;Aluminum alloy;Welding speed;Rotation speed;Tensile test
TG 453
2014-01-15)
*李海山,男,1979年生,工程师。大连市,116013。
