大连石化润滑油基础油酸值不合格解决方案
2014-07-02龙文宇李晓鸥李东胜刘宝柱石岩
龙文宇,李晓鸥,李东胜,刘宝柱,石岩
(1辽宁石油化工大学石油化工学院,辽宁 抚顺 113001;2中国石油大连石化公司,辽宁 大连 116024;3中国石油抚顺石化公司石油三厂,辽宁 抚顺 113001)
大连石化润滑油基础油酸值不合格解决方案
龙文宇1,李晓鸥1,李东胜1,刘宝柱2,石岩3
(1辽宁石油化工大学石油化工学院,辽宁 抚顺 113001;2中国石油大连石化公司,辽宁 大连 116024;3中国石油抚顺石化公司石油三厂,辽宁 抚顺 113001)
用大庆尼罗混合减三线脱蜡油为原料,先后进行了工业装置理论塔板数标定、多级静态及中试规模的糠醛溶剂精制实验研究。结果表明,工业装置理论塔板数为2~3块。剂油体积比为6∶1的假二段实验与剂油体积比为3.2∶1的假四段实验精制油酸值均小于0.03mgKOH/g,收率分别为64.53%与75.33%。具有4块理论板数的中试装置在剂油体积比为2.81∶1条件下得到的精制油酸值为0.0246mgKOH/g,收率为78.01%。精制油产品质量能够满足HVI400SN润滑油基础油的质量要求。
溶剂萃取;石油;塔器;润滑油基础油;酸值
糠醛精制在润滑油基础油生产中具有举足轻重的作用。在“老三套”工艺[1]中可以提高基础油的产品质量,在加氢处理工艺[2-3]中可以优化原料,提高产品收率。目前,关于糠醛精制生产润滑油基础油的研究涉及设备结构[4-6]、工艺方法[7-10]、传质特性[11-13]、助剂[14-18]及废润滑油回收[19]等领域。
大连石化公司生产基础油的“老三套”装置是以大庆原油为基础设计的,随着大庆原油资源日益减少,加工大庆尼罗混合油(1∶1)时,减三线脱蜡油生产HVI400SN基础油酸值不能满足中国石油天然气集团公司Q/SY44—2009通用润滑油基础油酸值为0.03mgKOH/g的质量标准要求。因此,本文对大庆尼罗混合减三线脱蜡油进行糠醛精制研究,分析基础油产品质量不合格的具体原因,确定合理的解决方案。
1 实验部分
1.1 实验原料与溶剂
原料由大连石化公司采得减三线脱蜡油(大庆/尼罗1∶1)。密度为899.6kg/m3、沸点为-5℃、黏度指数为75、酸值为0.3380mgKOH/g。
糠醛由大连石化糠醛溶剂罐区采得,使用时蒸取160℃±1℃馏分。
1.2 实验内容与方法
采用单级萃取模拟抽提塔的逆流萃取进行假二段、假三段与假四段萃取实验。实验方法如图1所示。首先确定剂油比、顶部及底部萃取温度,中部的萃取温度按顶部与底部的温差均匀取值。实验开始后,对每次得到的精制油进行黏度指数与酸值的测量,并计算收率。当精制油的质量与收率趋于稳定时,即完成实验。
中试装置(图2)主要是由抽提塔T1、抽出液溶剂回收塔T2、原料加热罐H1、糠醛加热罐H2、抽出液加热罐H3、原料罐R1及糠醛罐R2构成。装置由计算机控制,储罐R1中的原料由计量泵B1经加热器H1加热进入抽提塔T1下部(称重计量流量),储罐R2中的糠醛由计量泵B2经加热器H2加热进入抽提塔T1上部(称重计量流量),糠醛与原料在清华环填料塔内接触,抽提后抽余液称重并减压蒸馏得到精制油,抽出液经加热器H3后进入抽出液溶剂回收塔T2,回收糠醛溶剂返回储罐R2。装置总高度为3.6m,处理量为2~12L/h,设计理论板数为3~4块,实际理论板数为4块。待装置运行平稳后每4h取样一次进行黏度及酸值的测定,产品质量稳定后,进行物料衡算计算精制油收率。
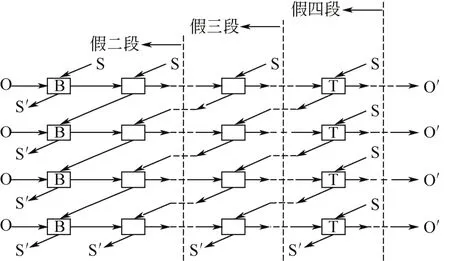
图1 级静态萃取示意图
1.3 分析测试标准
运动黏度GB/T 265;黏度指数GB/T 1995;酸值GB/T 4945。
2 结果与讨论
2.1 理论板数的标定
假二段萃取实验与工业装置的操作条件及实验结果[6]如表1所示。
按照工业装置的操作条件,抽提塔精制油的黏度指数与酸值介于假二段与假三段实验之间,而收率基本一致,可以判定装置的理论板数在2~3块之间。工业装置的抽提塔为转盘塔,其理论板数要低于填料塔。生产过程中经常出现转盘不转的情况,降低了传质效果,标定的结果是符合装置实际情况的。可见,除了操作条件之外,抽提塔理论板数偏低是HVI400SN润滑油基础油酸值不合格的重要原因之一。
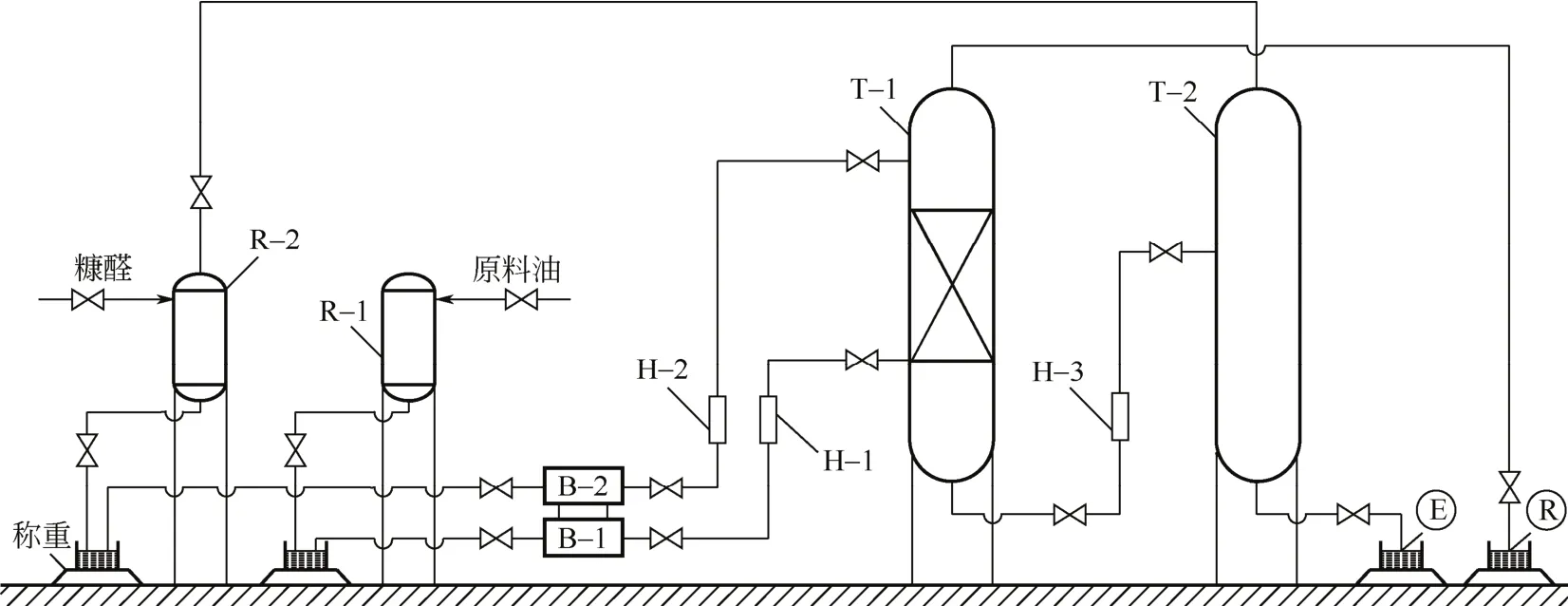
图2 中试装置

表1 理论板数标定实验操作条件与实验结果
2.2 操作条件的优化
2.2.1 剂油比与萃取温度对精制油质量与收率的影响
在抽提塔平均温度下,即萃取温度为90℃时进行单级萃取实验,考察剂油比对精制油质量与收率的影响,实验结果如图3(a)所示。剂油比(体积比,下同)为3.2∶1时,萃取温度对精制油质量与收率影响的单级萃取实验结果如图3(b)所示。实验中萃取时间与沉降时间均为20min。
从图3可以看出,随着剂油比或萃取温度的提高,精制油的收率与酸值下降,而黏度指数增加。这是由于提高剂油比或萃取温度,增加了原料的精制深度,有利于酸性物质的萃取,理想组分与非理想组分的分离效果得到了提升。但精制油质量提高的同时降低了收率。
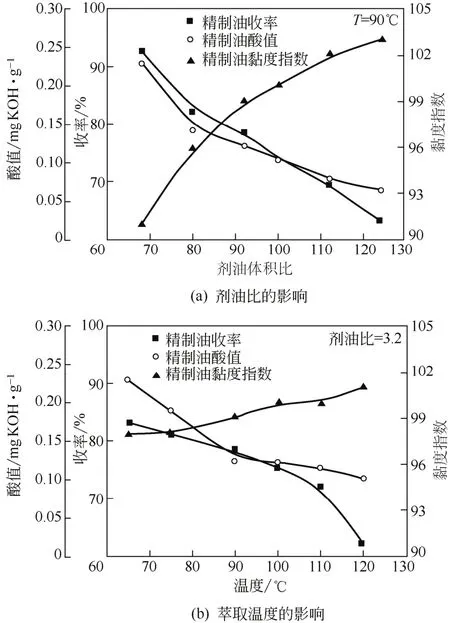
图3 剂油比与萃取温度对精制油质量与收率的影响
2.2.2 假二段萃取实验
装置的理论板数介于2~3块之间,为了确定现有装置生产合格润滑油基础油的操作条件,提高剂油比与萃取温度进行假二段萃取实验,实验结果如表2所示。实验中萃取时间与沉降时间均为20min。
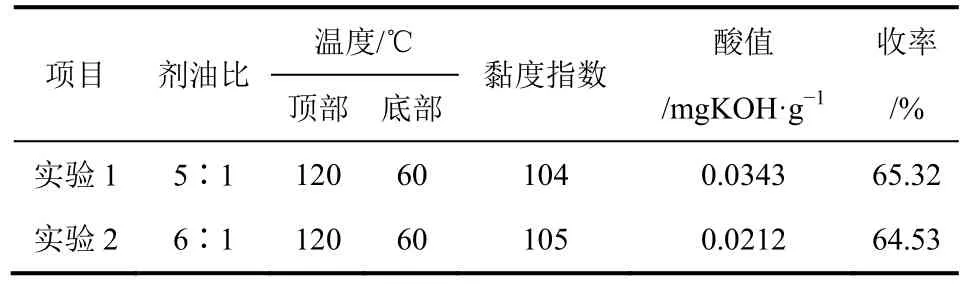
表2 假二段萃取实验的操作条件与实验结果
HVI400SN润滑油基础油黏度指数要求95以上,酸值要求0.03mgKOH/g以下。实验1与实验2精制油的黏度指数均远大于95,实验1精制油的酸值接近合格,实验2精制油的酸值合格。现有糠醛抽提塔的理论板数大于2块,因此可以判断抽提塔在剂油体积比为5∶1,塔顶温度120℃,塔底温度为60℃的条件下能够生产质量合格的润滑油基础油。
2.3 抽提塔理论板数的优化
2.3.1 假三段与假四段实验
为了确定生产合格润滑油基础油所需的理论板数,在现有剂油比的基础上进行假三段与假四段萃取实验,实验结果如表3所示。实验中萃取时间与沉降时间均为20min。
假三段实验精制油酸值为0.0472mgKOH/g,不能满足要求。假四段实验精制油酸值为0.0264mg (KOH)/g,此外黏度指数为105,收率为75.33%,能够达到中国石油天然气集团公司Q/SY44—2009通用润滑油基础油质量标准。
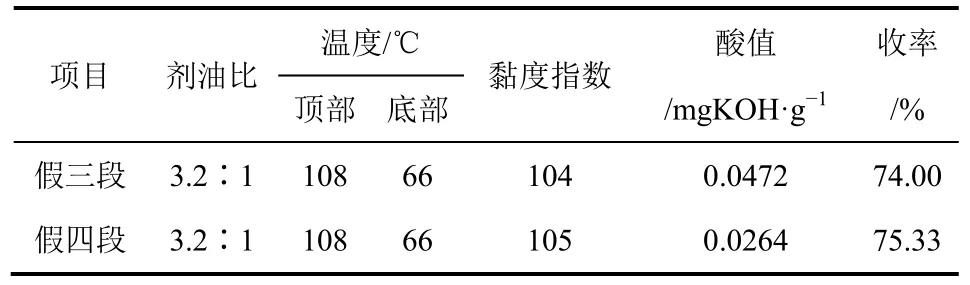
表3 假三段、假四段萃取实验的操作条件与实验结果
2.3.2 中试实验
通过计量泵调控中试装置剂油体积比在3.17~3.36之间,平均值为3.24∶1。通过加热量调控塔顶温度在104~117℃之间,平均值为109.9℃;塔底温度在63~72℃之间,平均值为68.1℃。实验结果如图4(a)所示。由图4(a)可以看出中试实验结果略好于假四段萃取实验,精制油酸值为0.0173mgKOH/g,黏度指数为106,收率为76.15%。可见现有抽提塔改造成4块理论板能满足基础油的质量要求。
中试实验中精制油的黏度指数严重富裕,为降低装置的生产成本,进一步优化了中试实验的操作条件。实验剂油体积比在2.71~2.89之间,平均值为2.81∶1。塔顶温度在111~123℃之间,平均值为117℃;塔底温度在62~76℃之间,平均值为68℃。实验结果如图4(b)所示。由图4(b)可以看出精制油酸值为0.0246mgKOH/g,黏度指数为105,收率为78.01%。符合润滑油基础油的质量要求。
对比图4(a)与(b)可以看出,剂油体积比下降0.43个单位,精制油收率上升1.86个单位,黏度指数下降1个单位,酸值基本不变,均小于0.03mgKOH/g。说明优化后的操作条件在保证HVI400SN润滑油基础油酸值合格的前提下,可以有效避免精制程度过深,降低装置的生产成本。
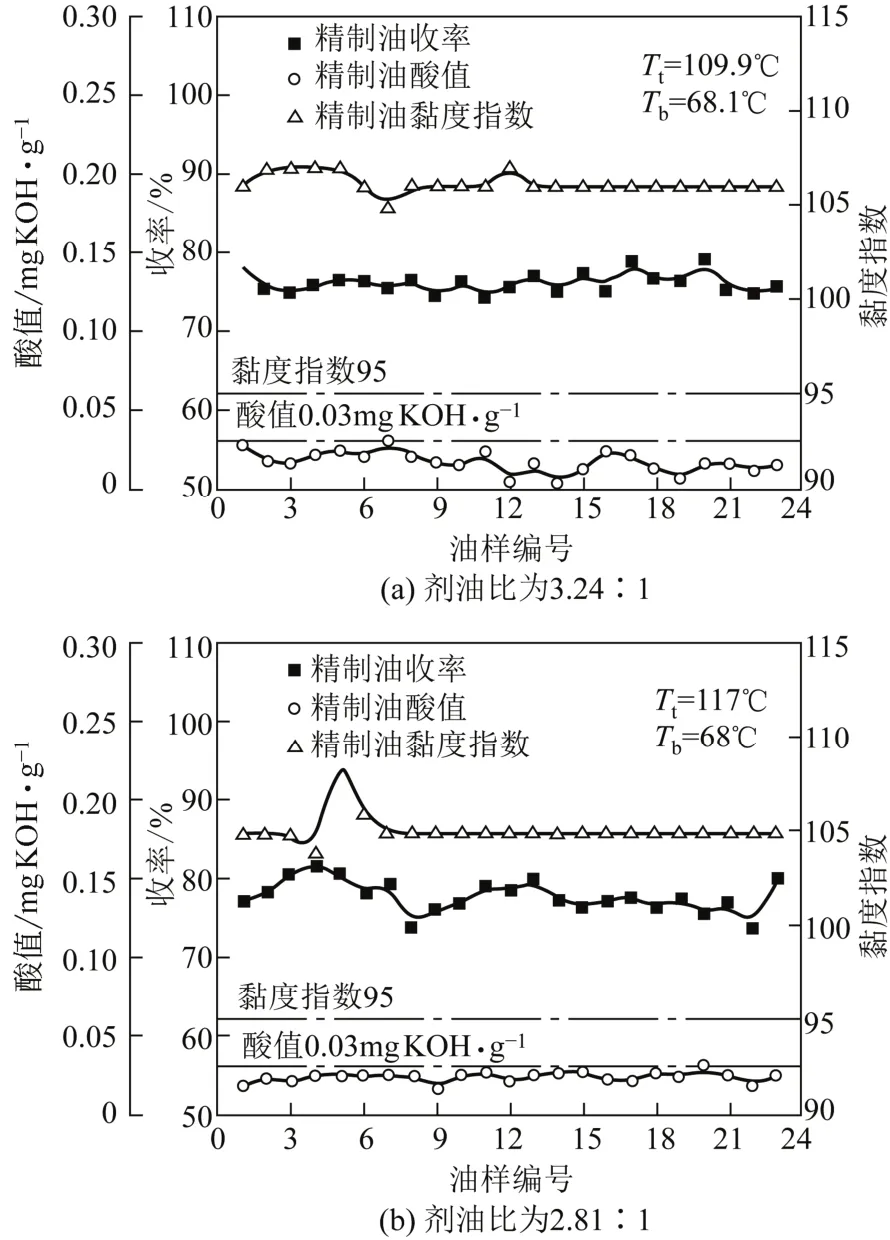
图4 中试实验精制油质量与收率
3 结 论
(1)抽提塔理论板数偏低是大连石化公司润滑油基础油酸值不合格重要原因之一。
(2)在现有装置基础上,提高剂油体积比至5∶1,塔顶温度120℃,塔底温度60℃,可生产合格的润滑油基础油。
(3)在现有操作条件基础上,增加理论板数至4块,可生产合格的润滑油基础油。
(4)抽提塔的理论板数改造为4块后,降低剂油体积比至2.81∶1,塔顶温度117℃,塔底温度为68℃,可生产合格的润滑油基础油。
(5)由于装置的加热炉热负荷及溶剂回收系统的限制,通过提高剂油比改善精制油质量的方法难度较大。最适合的解决方案是对糠醛精制装置的抽提塔进行改造,改造后的抽提塔理论板数不少于4块,改造后的抽提塔可在剂油体积比为2.81∶1的条件下操作。
[1] 李慧,宗颖亭. 润滑油“老三套”装置直供分析[J]. 润滑油,2010,25(5):37-39.
[2] 王会东,李建明,薛卫国,等. 加氢润滑油基础油结构组成与氧化安定性的关系(Ⅰ)加氢润滑油基础油的物理性质和结构组成[J]. 石油学报:石油加工,2010,26(1):93-97.
[3] 李建明,王会东,薛卫国,等. 加氢润滑油基础油结构组成与氧化安定性的关系(Ⅱ)加氢润滑油基础油的氧化安定性[J]. 石油学报:石油加工,2010,26(2):272-276.
[4] 费维扬,陈锡勇,赵江谢,等. 糠醛精制转盘塔的瓶颈分析及其技术改造[J],化工进展,2001,20(8):46-59.
[5] 朱慎林,骆广生,张宝清. 糠醛精制新型萃取塔的研究和应用[J].清华大学学报:自然科学版,1997,37(12):76-80.
[6] 刘洁,李文深,李伟,等. 润滑油糠醛抽提塔理论板数的实验标定[J]. 石油化工高等学校学报,2013,26(2):17-20.
[7] 张运明,唐亚贤. 糠醛生产与精制的新工艺[J]. 化工进展,1988,7(5):33-35.
[8] Baudilio Coto,Rafael van Grieken,José L,et al. A model to predict physical properties for light lubricating oils and its application to the extraction process by furfural[J].Chemical Engineering Science,2006,61(13):4381-4392.
[9] Juan J Espada,Baudilio Coto,Rafael van Grieken,et al. Simulation of pilot-plant extraction experiments to reduce the aromatic content from lubricating oils[J].Chemical Engineering and Processing:Process Intensification,2008,47(8):1398-1403.
[10] 黄灏,郑军,朱士荣. 糠醛精制工艺过程用能分析和节能优化[J].石油学报:石油加工,2010(s1):66-70.
[11] 江燕斌,钱宇,黄洪,等. 润滑油糠醛精制填料萃取塔的传质性能[J]. 高校化学工程学报,1999,13(6):568-571.
[12] Juan J Espada,Baudilio Coto,José L Peña. Liquid-liquid equilibrium in the systems furfural and light lubricating oils using UNIFAC[J].Fluid Phase Equilibria,2007,259(2):201-209.
[13] Baudilio Coto,Rafael van Grieken,José L Peña,et al. A generalized model to predict the liquid-liquid equilibrium in the systems furfural and light lubricating oils[J].Chemical Engineering Science,2006,61(24):8028-8039.
[14] 曹根,李文深,李东胜,等. 焦化柴油全馏分非加氢精制(Ⅰ)润滑油糠醛精制抽出液加助剂小试[J]. 辽宁石油化工大学学报,2007,27(2):4-6.
[15] 李东胜,张毅,宋毅,等. 润滑油基础油糠醛精制工艺加助剂脱氮小试研究[J]. 石油化工高等学校学报,2011,24(1):41-43.
[16] 陈晓东,张戈,王学殿,等. 润滑油糠醛精制过程加助剂研究[J]. 石油化工高等学校学报,2000,13(2):25-28.
[17] 李东胜,祁琳,李晓鸥,等. 减三线脱蜡油加助剂糠醛精制脱氮中试研究[J]. 石油炼制与化工,2011,42(4):24-26.
[18] 李东胜,张建姝,李晓鸥,等. 润滑油糠醛加助剂络合脱氮研究[J].石油化工高等学校学报,2011,24(3):43-46.
[19] 王利芳,郭大光,任雅琳. 溶剂辅助糠醛精制废润滑油[J]. 化工进展,2011,30(2):402-406.
Solution to high acid value lubricating base oil of Dalian Petrochemical Company
LONG Wenyu1,LI Xiaoou1,LI Dongsheng1,LIU Baozhu2,SHI Yan3
(1School of Petrochemical Engineering,Liaoning Shihua University,Fushun 113001,Liaoning,China;2PetroChina Dalian PetroChemical Company,Dalian 116024,Liaoning,China;3PetroChina Fushun Petrochemical Company,Fushun 113001,Liaoning,China)
Furfural refining towards the third vacuum dewaxed distillate refined from the mixed oil of Daqing and Nile was investigated. Calibration of theoretical plates number in the extraction column,multi-stage static extraction and pilot plant experiment were carried out. The results show that theoretical plates number in the column is 2 to 3. Under simulate-two-stage extractions,acid value of refined oil is below 0.03mgKOH/g when the value of volume ratio of solvent to oil (S/O) is 6. The acid value of refined oil meets the standard under simulate-four-stage extractions when the S/O is 3.2. The yields of refined oil are 64.53% and 75.33% respectively. Besides,acid value of the refined oil is 0.0246mgKOH/g in the pilot plant with four theoretical plates when the S/O is 2.81,and the yield of refined oil is 78.01%. The lubricating base oil meets the quality specification of HVI400SN.
solvent extraction;petroleum;column;lubricating base oil;acid value
TE 624.512
A
1000-6613(2014)08-2219-05
10.3969/j.issn.1000-6613.2014.08.048
2013-12-20;修改稿日期:2014-01-26。
中国石油天然气股份有限公司项目(2011010136)。
及联系人:龙文宇(1978—),男,硕士。E-mail lwyfushun@ sina.com。
