VERICUT 仿真软件在五轴联动加工中的应用研究*
2014-06-29唐清春马仲亮
唐清春,刘 谦,马仲亮,张 健
(广西科技大学 工程训练中心,广西 柳州 545006)
0 引言
随着我国数控技术的快速发展,能够进行高精密、高柔性、高效率加工的五轴加工机床得到了广泛应用。面对复杂程度和精度要求较高的机械零部件,技术人员通常要使用UG、Pro/E、CATIA 等软件进行加工程序编制,但是UG 等CAM 软件编制的刀位轨迹在生成过程中并不考虑实际机床结构,生成的程序不一定适合零件实际加工情况,同时国产五轴机床的后处理软件并不成熟,因此在零件加工时常常会产生过切、欠切等问题,甚至出现刀具与工件、夹具等发生碰撞的现象,这样不仅会造成材料的浪费,还对人身财产安全构成巨大威胁,所以数控加工前对程序进行仿真验证具有现实意义及应用价值。
本文结合某分流叶轮数控加工程序的编制,分析了五轴加工复杂型面件的加工策略,并采用数控加工仿真软件Vericut 对分流叶轮加工程序进行了仿真和优化,最后利用双转台五轴加工中心进行了实例加工,说明采用Vericut 软件解决了五轴联动加工复杂零件的问题。
1 Vericut 仿真环境构建
Vericut 是美国CGTech 公司开发的模拟数控机床加工的仿真软件,可真实模拟加工中刀具的切屑以及机床各轴的运动情况,能有效避免过切、干涉等现象,并提供了干涉检查、程序校验、测量分析和工艺优化等功能。利用Vericut 软件,不仅提高了加工过程的安全性,而且降低了加工成本,提高了生产效率。
在Vericut 中模拟仿真即通过计算机根据加工机床的特性建立虚拟的机床模型、控制系统、刀具库、加工坐标系等模块,通过添加毛坯,导入NC 程序代码,在计算机中仿真机床加工的过程。本文加工实验是在BV100双转台五轴加工中心进行的,该机床采用的是SIEMENS840D 系统,具有X、Y、Z三个直线轴和A、C两个旋转轴,X轴、Y轴、Z轴最大行程分别为1050mm、490mm、560mm,A轴旋转范围为(-110°~+110°),C轴为双向360°旋转,主轴最高转速为8000r/min。针对BV100 五轴机床的结构特性,建立起Vericut 机床仿真环境,为模拟五轴机床加工做好准备。
2 分流叶轮加工工艺分析
2.1 分流叶轮结构分析
叶轮作为汽轮机等各类透平机械的核心零部件,广泛应用于航空、航天、能源、汽车等领域。叶轮有着结构复杂、叶片扭曲大、型面精度要求高等特点,符合五轴加工的应用范围,因此本文选取分流式叶轮作为五轴数控加工仿真优化的特例进行实验分析。
某分流式叶轮三维模型如图1 所示,此分流叶轮由主叶片、分流叶片和轮毂构成。轮毂表面为直纹流道面,在加工中刀具需顺着流道方向进行切削。叶片曲面为非可扩展扭曲直纹面,包含压力曲面、吸力曲面、叶片前缘和叶片后缘,主叶片最小厚度2.18mm,分流叶片最小厚度2.48mm,属于典型的薄壁类工件。综合上述情况,分流叶轮整体数控加工在普通的三轴机床上无法实现,需在五轴联动机床上实行加工。
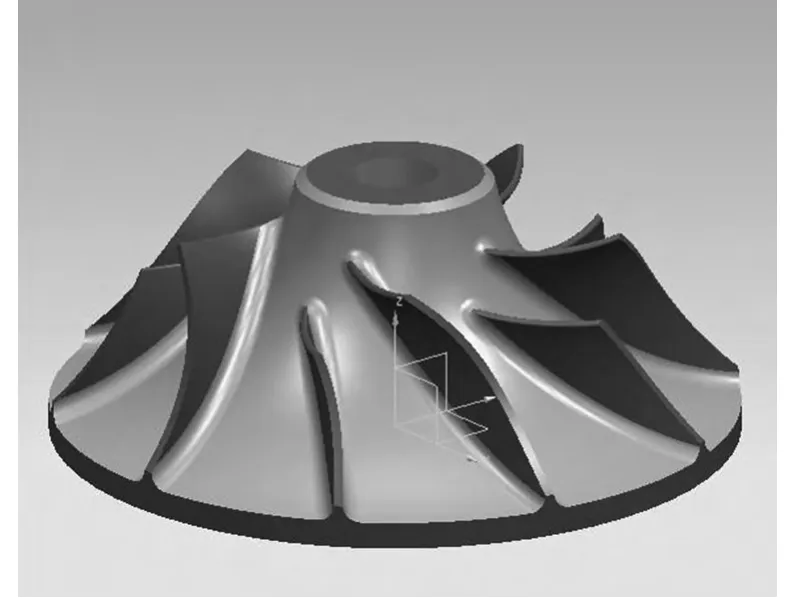
图1 分流叶轮三维模型图
2.2 分流叶轮加工难点分析
通过分析分流式叶轮的结构特点,结合实验加工所用五轴联动机床的特性,在进行铣削加工时需注意一下几方面问题:
(1)主叶片与分流叶片之间最小栅距为19.56mm,两主叶片间最小栅距则为40.16mm,故在加工时刀具直径选择不能过大。
(2)由于主叶片与分流叶片最小壁薄均不足3mm,作为典型的薄壁工件在加工时叶片极易受到切削力和切削热的影响发生形变。
(3)叶片最深处为24.07mm,叶片与流道过渡处圆角半径为4mm,在进行圆角部位清根时需设置相邻叶片和流道面为检查面,同时注意倾斜角度,避免刀具与工件发生干涉。
(4)叶片的扭曲很大,在加工分流叶片进气边处时刀轴极易与主叶片发生干涉,需控制最大刀轴的摆动范围。
2.3 分流叶轮实例加工问题分析
通过对分流叶轮进行加工程序编制,并在UG 仿真环境中仿真无误后,在BV100 五轴机床进行了实物加工实验。由分流叶轮模型图和实物图(如图2 和图3)可以看出,虽然刀具轨迹在UG 仿真切削中能够很完美的实现分流叶轮的铣削成型,但是在实际加工中依然会出现过切、残留或干涉等问题。结合对程序的Vericut 仿真可以发现以下问题(如图4a):
地理这门学科的学习,要结合大量实际应用的内容。虽然初中地理学科并非作为中考重点考查科目,但是学好地理知识对初中生整体素质的提升有极大帮助。然而在初中地理教学过程中,授课教师的教学方法单一,课堂气氛并不活跃,进而导致课堂上毫无生趣,学生失去地理学习的积极性。所以,从素质教育的基本理念出发,更好地体现出对于学生综合素质能力培养的目标,教师在初中地理的教学过程中,要积极推进实践教学活动,让学生通过实践,对于这门学科的基础知识内容有更多的理解。在教学中,努力地推进实践教学改革活动,在接下来的内容中,我将主要围绕该问题谈自己的一些想法。
(1)叶轮叶片的进气边处有鱼鳞纹现象,主要原因为:五轴加工中机床直线轴和旋转轴的进给速度不一致,在合成速度中旋转轴跟不上动态响应而掉步,导致系统整体速度下降,从而致使刀具在工件表面产生干涉痕迹。
(2)叶轮流道表面出现啃切现象,表面光顺度较差。主要是由于通过CAM 软件生成的刀具轨迹步长过大而产生非线性误差,在前馈控制中公差值超过机床限制,引起在加工中刀具发生颤振和顿刀等现象。
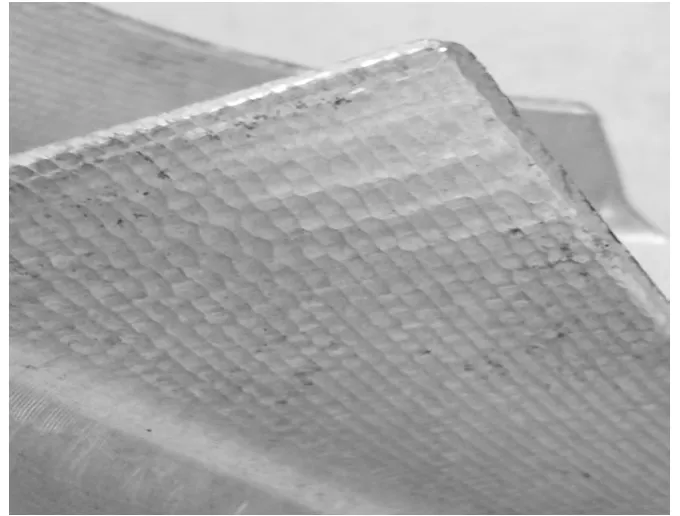
图2 优化前叶轮叶片加工图
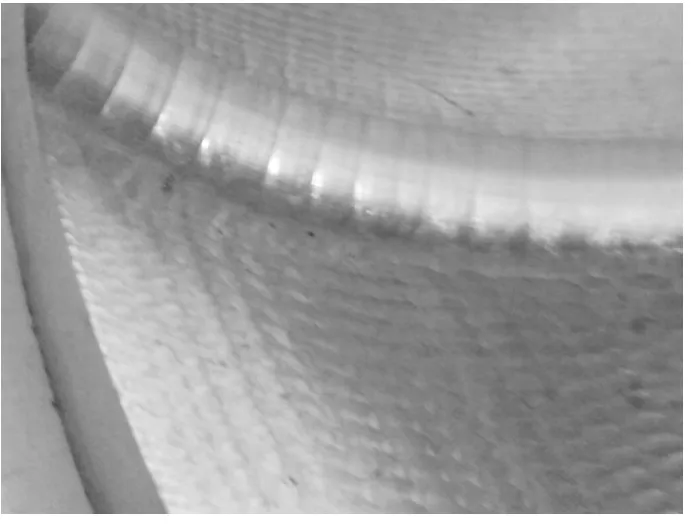
图3 优化前叶轮流道加工图
3 基于Vericut 的加工优化
通过上述的工艺及实际切削效果分析,必须对工艺参数进行一系列的优化,才能达到产品的设计要求;本文采用Vericut 软件,对上述情况进行优化处理。Vericut 的五轴加工优化一般包括加工轨迹优化和切削速度优化两部分,加工轨迹优化是通过分析Vericut的仿真效果,返回UG 等CAM 软件对刀具路径及加工参数进行优化,或对机床后置处理软件处理算法进行修正;切削速度优化则是基于Vericut 软件的速度优化模块,根据NC 程序各段的材料去除量,为各段切削设定最佳进给速度,以提高切削效率。通过分析仿真和实际加工中出现的问题,经过查阅相关加工手册,得到分流叶轮加工轨迹的优化方案如下:
3.1 基于Vericut 的加工轨迹优化
3.1.1 基于UG 的加工参数优化
(1)叶片在进行精加工前余量控制在0.2mm 以下,主轴转速提高到8000r/min,以提高叶片加工质量,降低切削力带来的叶片形变。
(2)在叶轮流道的精加工程序编制时,需将刀具轨迹光顺百分比设置在20%以下,这样会使分流叶片拐角处增加许多过渡的刀位,减小刀具摆角范围,使刀具轨迹细腻,有利于提高流道加工质量。
3.1.2 基于机床后置处理软件的算法修正
(1)为提高叶片整体加工质量,降低鱼鳞纹和过切现象,需在后置处理软件中进行动态速度补偿,即在曲面曲率变化小的内背弧处降低切削速度,在曲面曲率变化大的进汽边处加大切削进给速度,以保持切削过程的恒功率状态。
重新仿真修改后的加工程序发现(如图4b),经过优化后的加工程序未出现过切现象,圆角处残留明显减小,工件误差达到加工标准,但是加工效率较低,在实际生产加工中严重影响经济效益,因此,需要对切削速度做进一步优化。
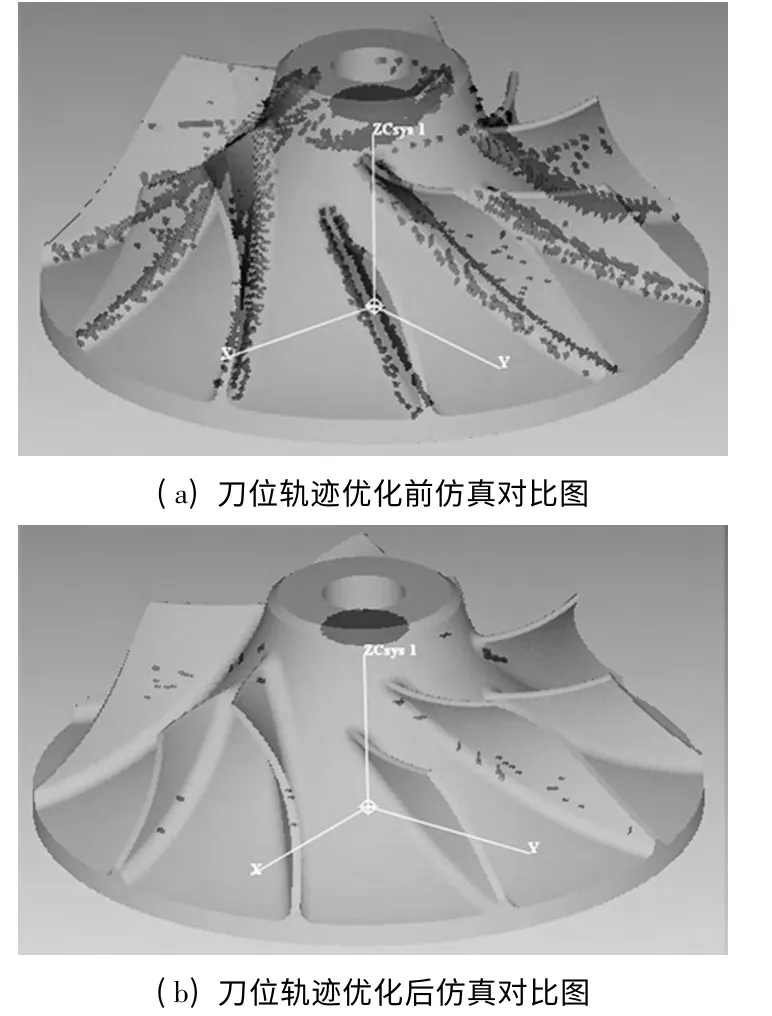
图4 刀位轨迹优化前后仿真对比图
3.2 基于Vericut 的切削速度优化
3.2.1 建立切削速度优化模型
在数控铣削加工中,切削深度Ap(mm)、切削宽度Ae(mm)、主轴转速Fn(mm/min)和进给速度Fv(mm/min)是影响切削效率的关键因素,故可得到Vericut 优化模型的设计变量为:

Vericut 切削速度优化的目的是在保证工件加工质量的前提下尽可能减少加工时间,以提高工作效率,由此可得到Vericut 优化的目标函数为:

本文通过边界约束的约束方式,基于切削深度约束、切削宽度约束、主轴转速约束、进给速度约束等约束条件,来获取目标函数T(X)的最小值。
切削深度约束:切削深度Ap应当小于工件的切削余量L,即

切削宽度约束:切削宽度Ae应当小于刀具直径D,即

主轴转速约束:主轴转速Fn应当小于机床允许的最大转速Nmax,并大于工件加工需要的最小转速Nmin,即

进给速度约束:进给速度Fv应当小于机床允许的最大进给速度Vmax,并大于机床的最小进给速度Vmin,即

3.2.2 分流叶轮切削速度优化
Vericut 切削速度优化可以分为恒定体积去除率切削和恒定厚度切削两种方式。在分流叶轮进行粗加工时,为尽可能快速的去除材料,并维持恒定的体积去除率,保证稳定的切削状态,在Vericut 中可以采用恒定体积去除率切削的优化方式;而在分流叶轮进行精加工时,需要保证叶片及流道的表面质量和加工精度,刀具切削时所走的路径应尽量靠近工件最终形状,此时应采用恒定厚度切削方式进行优化,即通过分析计算切削模型和切削厚度,动态地保持切削厚度恒定。
通过比较速度优化前后程序文件可知(如图5),优化前进给速度较小,变化幅度不大,优化后的进给速度变化频繁。加工效率的高低最直接的反应就是加工时间的长短,由优化前后工时对比表1 可以看出,优化后叶片粗加工节省时间35.19%,精加工主叶片节省时间28.25%,大大缩短了加工时间,提高了加工效率。
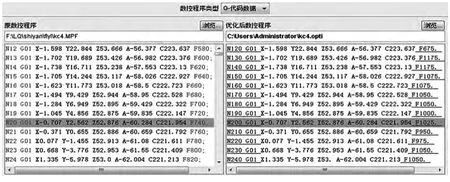
图5 优化前后程序对比

表1 优化前后工时对比
通过仿真及优化后,在BV100 双转台五轴机床上进行了分流叶轮的实例加工,图6 为分流叶轮加工实物图。采用Vericut 优化后的NC 代码在机床加工过程中无过切、干涉现象,叶片扭曲程度一致,流道表面光顺度得到明显提高,轮廓误差达到工艺设计要求,说明了五轴数控加工前对NC 程序进行Vericut 仿真验证的现实意义。

图6 优化后分流叶轮实物图
4 结束语
随着五轴数控加工工件复杂程度的提高,如何保证加工程序的正确性,并对程序进行优化来提高加工效率,成为数控加工中面临的现实问题。本文以五轴加工分流叶轮为例,通过分析规划分流叶轮的五轴加工工序,并采用数控加工仿真软件Vericut 对其加工程序进行仿真优化,说明Vericut 仿真软件在五轴加工中具有很高的工程应用价值。
[1]梁蔓安,唐清春,黎家宏.基于UG 的五轴联动机床后置处理器研究与实现[J]. 组合机床与自动化加工技术,2011(6):17 -22.
[2]张健,唐清春,马仲亮,等.某离心式压气机叶轮的加工工艺分析[J].汽轮机技术,2013(6):238 -240.
[3]吴汉夫,唐清春.五轴联动后处理中非线性误差控制的研究[J].组合机床与自动化加工技术,2011(8):5 -8.
[4]陈文涛,夏芳臣,涂海宁.基于UG&VERICUT 整体式叶轮五轴数控加工与仿真[J].组合机床与自动化加工技术,2012(2):102 -104.
[5]于斐,蒋玲玲.基于VERICUT 的整体叶轮五轴联动数控加工仿真[J].机械设计与制造,2010(7):159 -160.
[6]徐刚.基于Vericut 的多轴机床加工仿真研究[J].制造技术与机床,2011(2):33 -36.
[7]杨胜群.Vericut 数控加工仿真技术[M].北京:清华大学出版社,2010.
