TK42200 数控镗铣床增加刀库的改造*
2014-06-29范芳洪
范芳洪
(湖南铁道职业技术学院 车机学院,湖南 株洲 412001)
0 引言
数控铣床没有自动换刀装置,主要用来加工使用刀具不多的平面和曲面轮廓零件。当加工复杂的箱体类、泵体、阀体、壳体等零件时,在一次装夹中要用多把刀具完成多工序的加工,为保证换刀精度和缩短非切削时间提高生产效率时,就要机床具有自动换刀功能[1]。购买加工中心能实现自动换刀,但成本也随着增加,此时若在原铣床上增加一个刀库来实现自动换刀,不但扩展机床的功能,并且成本的投入比购买新机床要少的多。增加刀库改造的关键问题要保证换刀平稳,刀具重复换刀精度高,这除了正确安装好刀库,设计、连接好电气线路外,还要设计合理的控制程序。本研究以某公司一台TK42200 数控镗铣床为例来说明增加刀库改造的方法。该机床数控系统型号为西门子840D 系统[2],选用刀库为容量24 把刀具的BT50-24T机械手圆盘式刀库,安装在机床预留刀库的位置上。
1 强电电路连接
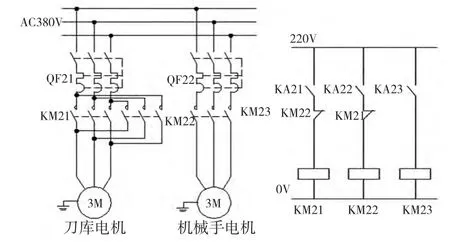
图1 刀库强电电路图
按照图1 所示电气原理图在机床电气柜中安装好电气元件连接好强电电路,KM21、KM22、KM23 分别是控制刀库电机正反转和机械手电机正转的交流接触器,为了运行可靠,KM21、KM22 在电气上实现互锁。中间继电器KA21、KA22、KA23 的常开触点分别控制交流接触器KM21、KM22、KM23 线圈的通断。
2 刀库输入输出电路设计
本研究根据系统所剩的I/O 资源,确定了刀库、机械手输入信号和控制刀套倒刀回刀的电磁阀、刀库电机、机械手电机运行的中间继电器输出信号等地址。刀库的输入/输出电路如图2 所示。
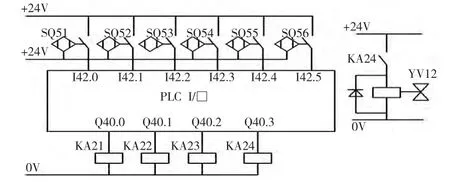
图2 刀库的输入/输出电路图
3 换刀程序设计
本机床采用就近选刀、随机换刀[3]。刀具号和刀套号之间是随机安装的,当程序的目标刀号发出后,首先要根据刀具表所记录的刀具号和刀套号的对应关系检索出对应的刀套号,然后根据目标刀套号和当前位的刀套号计算出刀库的旋转方向并驱动刀库电机旋转,当当前刀套号和目标刀套号一致时停止刀库电机,启动机械手交换刀具。当刀具交换完成后,刷新刀具表,更新刀具表里的主轴刀号和当前刀套位的刀号,完成整个换刀。
西门子840D 系统NC 具有强大的运算功能并且编程灵活方便,本研究把NC 和PLC 相结合的方法来控制换刀并通过H 功能[4]把NC 的相关信息传给PLC。刀号的检索、刀库旋转方向计算、刀具表的刷新、刀库初始化等运算量大由NC 通过固定循环[5]完成,刀库的旋转、机械手换刀动作由PLC 控制完成。采用这种方法的换刀控制程序包括PLC 程序和NC 程序两部分,NC 程序要设计刀库控制固定循环程序MGZ、换刀固定循环程序TOOL 和刀库初始化程序INI。
(1)刀库控制固定循环程序MGZ 的设计
用Txx 代码激活刀库控制固定循环程序MGZ,MGZ 程序是根据编程的刀具计算出该刀具所在的刀套位置,根据就近原则确定刀库的旋转方向,并将旋转方向和编程刀具所在的刀套号通过辅助功能参数H1传给PLC 控制程序。其流程图如图3 所示。
(2)换刀固定循环程序TOOL 设计
用M06 启动换刀固定循环程序TOOL。TOOL 程序的作用是控制各坐标加入换刀位置,并启动机械手换刀动作。换刀完成后,刷新刀具表并激活刀具参数。TOOL 程序的流程图如4 所示。
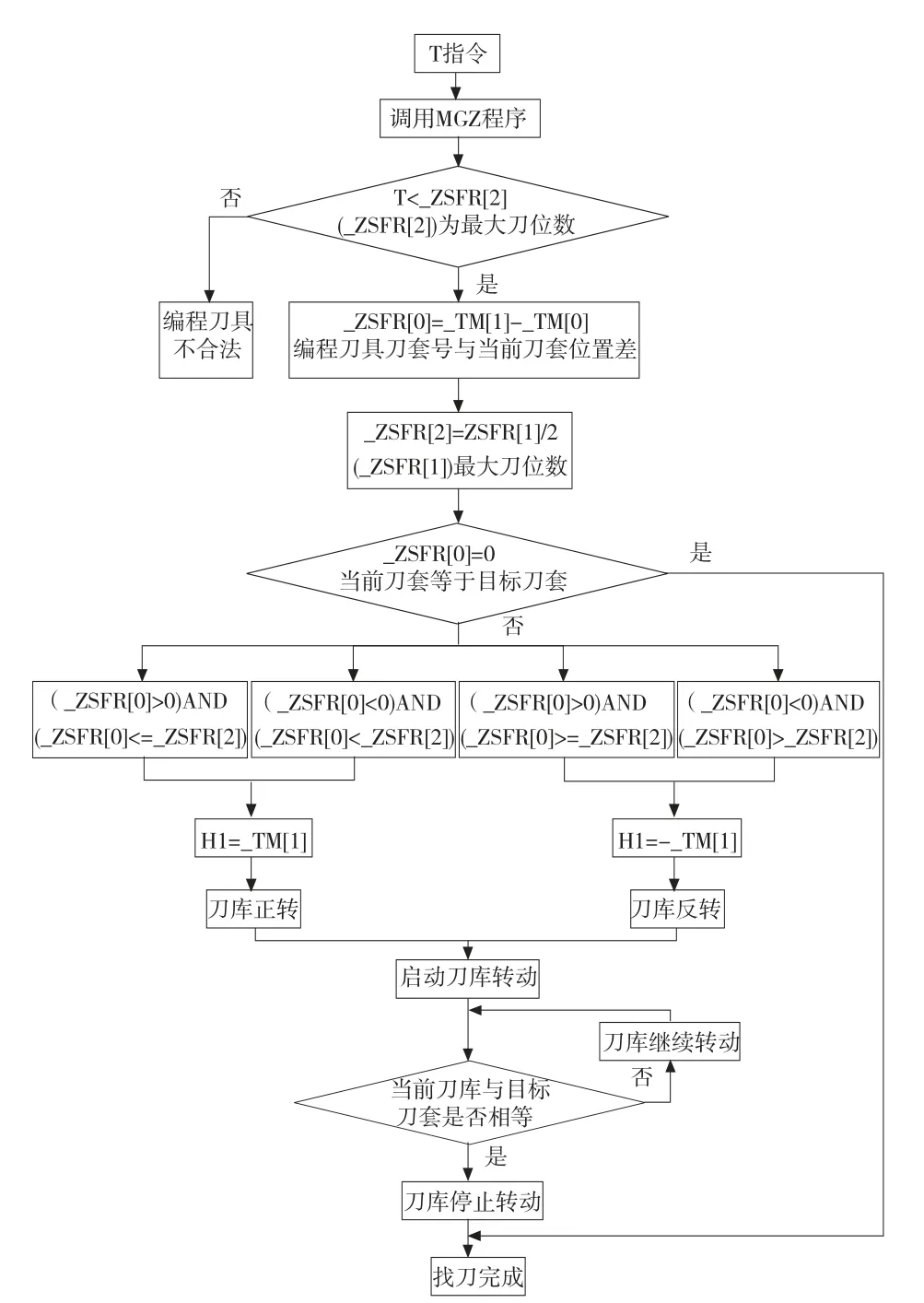
图3 MGZ 程序和刀库旋转PLC 控制流程图

图4 TOOL 程序和机械手换刀PLC 的流程图
部分TOOL 程序如下:
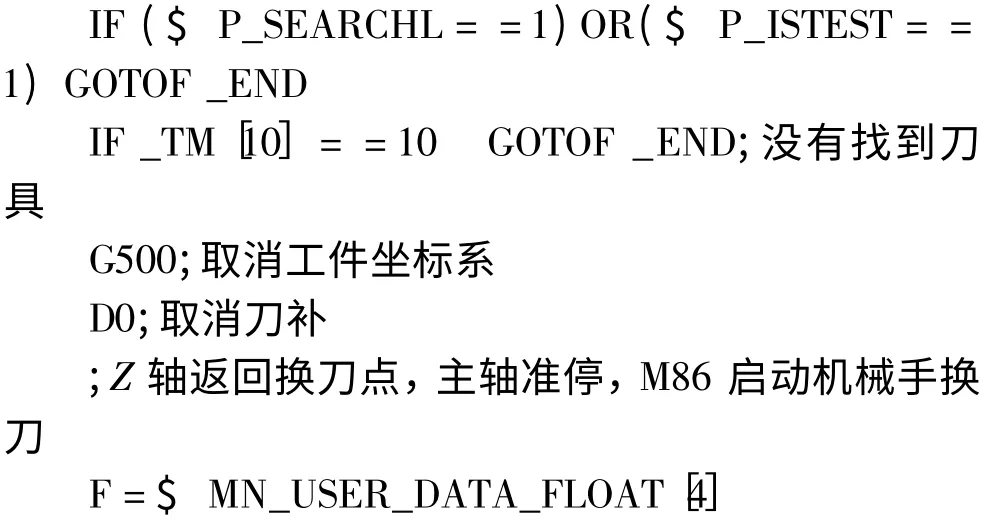

M90;激活刀具参数
D1;主轴恢复速度控制方式
固定循环程序中一些变量的说明:
_TM[0]刀库当前刀套号,_TM[1]编程刀具所在的刀套号,_TM[3]主轴上安装的刀具号,_TM[4]首次换刀的刀套号,_ZSFR[0]编程刀具所在刀套号与当前刀套号之差,$ C_T 编程刀具号,$ PTOOL NO 主轴上的刀具号。
系统变量[6]$ TC_DP25[刀具号,1]记录刀具所在的刀套号,其中t 是刀具号,$TC_DP25[3,1]=12表示3 号刀具在刀库的12 号刀套中。
系统变量$ TC_DP24[刀具号,1]用来标识刀具的状态,“1”表示该刀具安装在主轴上,“0”表示该刀具保存在刀库的刀套中,$ TC_DP24[6,1]=1 表示6号刀具安装在主轴上。
(3)PLC 程序的设计
刀库旋转PLC 程序是根据H1 传递的刀库旋转方向和目标刀套号的信息,旋转刀库完成找刀,流程图如3 所示。机械手换刀PLC 程序启动机械手交换主轴和当前刀套的刀具完成换刀,在换刀的整个过程中,机械手各个动作是一环扣一环的顺序逐步完成,只有前一个动作确认完成后,才能进行下一个动作,从而保证了运动的可靠性,流程图如图4 所示。
(4)刀库初始化INI 程序设计
刀库初始化INI 程序是通过系统变量$TC_DP25[刀具号,1]建立刀具表,刀具表记录刀套所装刀具的信息,供搜索目标刀具的刀套号使用。
4 调试
(1)刀库初始化
在第一次换刀之前,要进行刀库初始化,初始化时应使刀库处于1 号刀套位,主轴不能装刀,在MDI方式下执行INI 程序。初始化后刀具表里的刀具号与相应的刀套号相等,即刀套号1 安装刀具T1,刀套号2安装刀具T2,$ TC_DP25[1,1]=1,$ TC_DP25[2,1]=2,依次类推。每次换刀完成后要刷新刀具表,保证了每把刀具在刀具表中的刀套号是唯一的。
(2)固定循环程序调试
用T 代码调用固定循环程序MGZ 和M06 调用换刀固定循环程序TOOL,需要设置如表1 所示的参数。
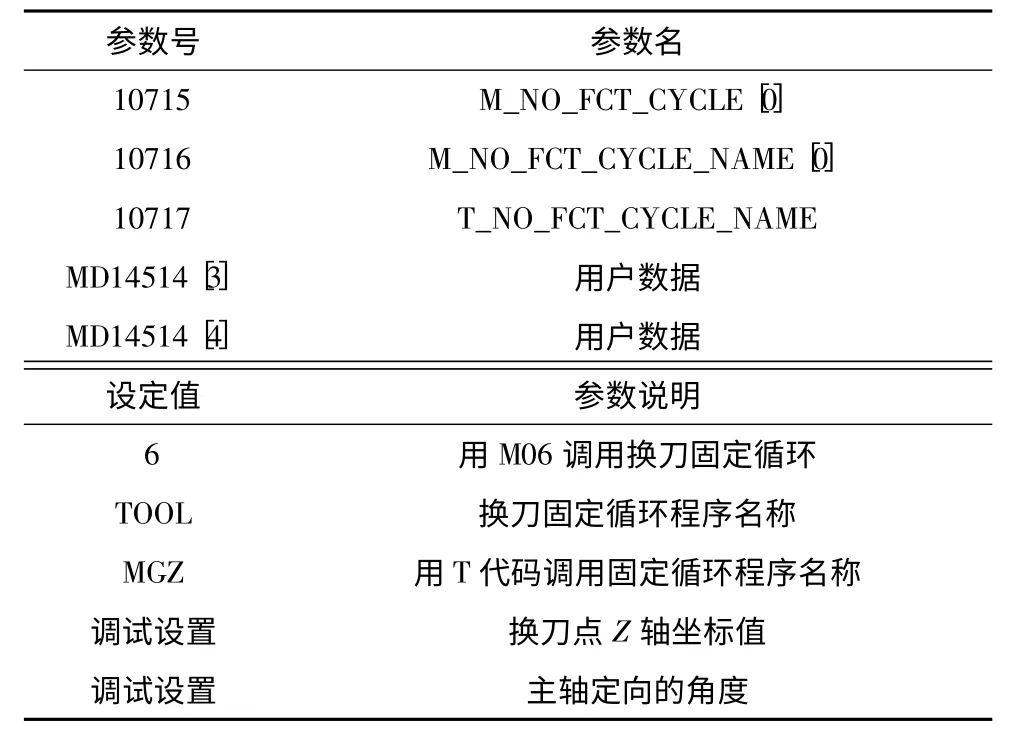
表1 调用固定循环所需参数
(3)机械手换刀调试
为了调试和维修方便,在机床的操作面板上把用户定义键K15[7]为手动启动机械手,在手动方式按一下该键,机械手动作一步,整个换刀过程机械手动作五步即:抓刀、拔刀、交换刀具、插刀和机械手回原位。K13 键为手动刀套倒刀,K14 键为手动刀套回刀。换刀调试步骤如下:
①换刀点[8]和主轴定向的调试:Z轴回到机床零点,主轴上不装刀,在手动方式,按K13 键刀套倒刀,按K15 键,机械手臂转动到抓刀位,在靠近主轴端的机械手卡爪上装一把卸掉拉钉的刀柄,用手转动主轴使主轴上的端面键正好对准刀柄上的键槽,手动移动Z轴直到轻微地压上机械手臂,此时Z轴的位置就是换刀点,记录坐标值并输入到机床参数MD14514[3]中,主轴偏转的角度就是定向的角度输入到机床参数MD14514[4]中。
②换刀点和主轴定向调好后,在手动方式下,按K15 键,通过机械手停止、机械手抓刀、机械手原位三个接近开关的亮灭可清楚知道机械手每步动作是否到位,如果不到位,需要调整机械手。
③手动单步调试完成后,执行自动换刀,观察换刀过程中是否有异响、冲击,如果有则要按上述方法调整换刀点和定向角度,直到换刀平稳可靠。
(4)刀库性能的检验
刀库调试完成后,用秒表记录刀对刀的换刀时间为2.4S,刀库的相邻刀套旋转时间为0.8S,用专用工具(检测刀具刀尖到工作台的距离)检查刀具重复换刀精度为0.4mm,达到了BT50-24T 刀库的技术性能指标。BT50-24T 圆盘式刀库的部分规格参数如表2 所示。
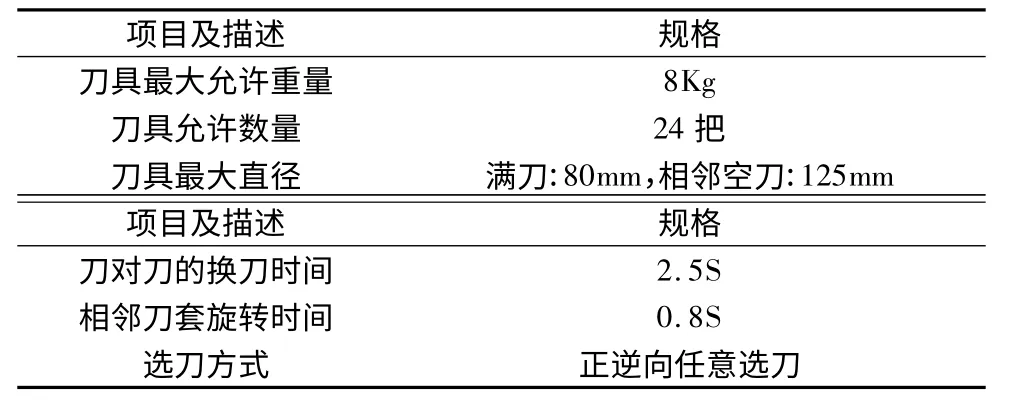
表2 BT50-24T 圆盘式刀库部分规格参数
(5)刀具表的修复
如果由于意外情况导致换刀失败,没有刷新刀具表,会导致刀具表的刀具号和实际的刀具号不一致,换刀会乱刀。常规的做法是对刀库初始化来修复,但要把刀库所有的刀具重新装入相应刀套号内,工作量大并且麻烦。本研究提出一种简单的方法即通过人机界面[9]修改系统变量$TC_DP25[t,1]来修复刀具表,具体方法是将编程刀具和主轴上的交换刀具重新装到刀库的空刀套中,将这两把刀具的对应刀套号写入该参系统参数中就行了。例如编程刀具的刀号是10,刀套号是5,主轴上的刀具号是8,即$ TC_DP25[10,1]=5,换刀失败后,将10 号和8 号刀具分别装入刀库的7号和9 号空刀套中,然后把系统变量$ TC_DP25[10,1]设成7,$TC_DP25[8,1]设成9 就可以。
5 经济效益分析
刀库的改造除了换刀稳定、可靠外,还要能产生一定的经济效益。本刀库的改造成本大约6 万元,加工中心主要用于多工序多刀具的加工,改造刀库后缩短了换刀时间,机床生产效率提高了20%。如果机床满负荷工作,按照当前机械行业的平均利润来计算,大约一年时间就收回了改造刀库的成本;若买一台同型号的加工中心至少要五六十万,投资多,并且收回成本的时间长至少要二年以上;所以增加刀库的改造不但具有加工中心的自动换刀功能,而且有投资较少、收益较快等优点。
6 结束语
增加刀库调试后,机床实现了自动换刀,能使工件在一次装夹,完成多道工序的加工,避免多次装夹所引起的误差提高了精度,增强了机床的功能,扩展了机床的加工范围,节约成本,也减轻了操作工人的劳动强度。改造后的机床主要用来加工复杂箱体、阀体等零件,机床每天至少运行20 个小时,换刀没有任何故障,刀具重复换刀精度好,加工产品合格。本研究成功的改造经验对从事相关工作的技术人员有着实际的指导意义和参考价值[9]。
[1]张琪,侯立,刘松,等.加工中心换刀机械手控制系统研究[J].组合机床与自动化加工技术,2010(8):42 -44.
[2]张德江,门延会,毛羽.SIEMENS 840D 系统在GS30 型数控机床改造中应用[J]. 组合机床与自动化加工技术,2011(2):56 -59.
[3]李加明,陶卫军,冯虎田,等.链式刀库及机械手可靠性实验台设计[J].组合机床与自动化加工技术,2012(10):103-105.
[4]西门子.西门子840D 接口信号说明手册[M].西门子数控有限公司,2006.
[5]西门子.西门子840D 编程操作手册[M].西门子数控有限公司,2006.
[6]陈益林,卢端敏.系统变量在数控铣削加工中的应用研究[J].组合机床与自动化加工技术,2011(6):81 -84.
[7]西门子.西门子840D 系统安装调试手册[M].西门子数控有限公司,2006.
[8]实用数控机床故障诊断及维修技术500 例[M].北京:中国知识出版社,2006.
[9]范芳洪,楼向明.CNC-1250 立式龙门加工中心第四轴的改造[J].机电工程,2013(9):1068 -1072.
