弯曲形冷却水道型芯的设计与探讨
2014-06-26楼易
楼 易
随着对热固性塑料烧结法工艺原理的研究越来越深入,其成形模具设计也已经由经验设计阶段逐渐向理论技术设计方面发展,使得产品的产量和质量都得到了很大的提高。点浇口可以使熔体的表观黏度下降,流动性增加,有利于型腔的填充,对于薄壁零件有利[1-2]。而注塑模具对温度调节系统的要求:一是要能确定加热或是冷却;二是模具温度要均一,塑件各部分能同时冷却;三是采用低的模温,能快速且大量通冷却水。因此,采用任意曲线形冷却水道,可最大限度地保证冷却均匀[3-4]。但是,曲线形水道不能钻孔,这种内有弯曲冷却水道的型芯用传统的切削加工方法是不能实现的,所以,只好用直线孔代替。然而,即使是直线孔也要借助于一些工艺孔,钻好后再封闭,这样做太麻烦,费时费力。关于曲线冷却孔加工也是有先例的[5],方法是铣出螺旋水道后再套一个构件,做成的组合内模结构复杂。为此,本研究探索了采用选择性激光烧结法(SLS)快速成形工艺。由于快速成形法烧结成形的材料通常为合成树脂,无法承受注塑高温,故继而提出在快速成形法烧结成形的材料中混入铁粉,以提高耐热性。在材料中混入铁粉,有别于原有的在快速成形法烧结成形的材料中混入金属成分只是为了提高硬度[6]的做法。
1 模具的整体设计
以警灯灯罩为例,用激光烧结法的热固性塑料成形模具的各设计视图如图1所示,其中,凹模的零件图见图2。

图1 模具设计视图Fig.1 Design view of mold
2 成形模具冷却系统的设计
由于警灯灯罩外形基本上都是曲面,采用传统的冷却水道会使塑料零件各处冷却不均匀,致使塑料零件变形。所以,此处采用弯曲的冷却水道,使零件高效冷却且各处的冷却速率相近。考虑到零件的形状,为了使零件充分地冷却,所以把冷却水道设计在型芯中,如图3所示。
根据经验,冷却水口直径取8 mm。另外,在设计模具冷却系统的过程中,还应同时遵循在浇口处加强冷却。
这种内有弯曲冷却水道的型芯,不能用传统的切削方法加工,本工艺采用选择性激光烧结技术烧结混加高分子黏结剂粉末的普通铁粉成形注塑模具形坯,该方法综合了快速成形制造技术的快捷性和选择性激光烧结技术自身的优点,不仅可以缩短制造注塑模具的周期,而且能够随塑料件的形状轮廓改变模具中的冷却水道形状。

图2 凹模Fig.2 Concave die

图3 内置弯曲冷却水道的型芯Fig.3 Core built-in curved cooling water channel
3 内置弯曲冷却水道型芯的加工
3.1 选择性激光烧结
选择性激光烧结是采用激光有选择地分层烧结固体粉末,并使烧结成形的固化层层层叠加生成所需形状的零件。其整个工艺过程包括:建立三维模型、对三维模型进行数据处理、铺放粉料、激光烧结及后续处理等。
首先将铁粉和ABS工程塑料按一定比例混合均匀,根据三维模型用激光束对混合粉末进行选择性扫描,激光的作用使混合粉末中的黏结剂熔化并与金属粉末黏结在一起,形成模具型芯的坯体。其工作原理见图4。

图4 选择性激光烧结工作原理图Fig.4 Working principle of selective laser sintering
加工过程是把混合粉末一层层烧结在一起,最后形成坯体,其大致流程如图5所示。这时候的型芯坯体是一种多孔材料,它的强度与其密度相关,根据这一特性,可以通过成形较细的金属粉末和减少黏结剂含量来提高坯体材料的致密度(本工艺采用10%的ABS工程塑料和90%的铁粉),从而增加其强度。
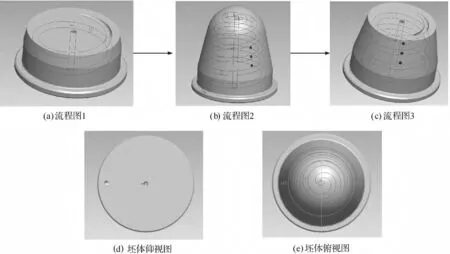
图5 坯体加工流程Fig.5 Process flow of mould
3.2 高温烧结
把坯体放在真空炉中进行高温烧结,可以提高坯体的强度。烧结的最高温度为1 180℃。在800℃之前,以20℃/min的升温速率较快加热;800℃之后,以200℃/h的升温速率加热,直到1 180℃,并保温1 h。烧结后形坯的孔隙度为46%左右,烧结坯的表面粗糙度Ra为2.5~5.0μm。高温烧结后还可以做适当的后处理,如金属熔渗(如渗铜)等工序,来进一步加强型芯的强度和力学性能。这样得到的零件就可以作为型芯来使用了。
4 结 语
采用弯曲的冷却水道,使零件高效冷却且各处的冷却速率相近。采用选择性激光烧结(SLS)技术烧结混加高分子黏结剂粉末的普通铁粉成形塑料模具形坯,克服了只能用直线对模具弯曲壁作近似曲面形状的局限性,设计出能精确接近曲面形状和性质、能展开到一定阶数的曲面高阶冷却方法,初步探讨了可以实现2阶或2阶以上切触的密切冷却理论。
[1] 朱光力.模具设计与制造实训[M].北京:高等教育出版社,2009.
[2] 屈昌华.塑料成形工艺与模具设计[M].北京:机械工业出版社,2009.
[3] Fur u moto T,Ueda T,Amino T,et al.Finishing perfor mance of cooling channel with face pr ot uberance inside the molding die[J].Journal of Materials Processing Technology,2012,212(10):2154-2160.
[4] Ko D H ,Kang B H,Ko D C,et al.Improvement of mechanical pr operties of Al6061 extr udate by die cooling with N2gas during hot extrusion[J].Journal of Mechanical Science and Technology,2013,27(1):153-161.
[5] 冯炳荛,蒋文森.模具设计与制造简明手册[M].上海:科学技术出版社,2010.
[6] 于千,白培康,王建宏.复合尼龙粉末激光烧结快速成形技术进展[J].工程塑料应用,2005(5):43-48.
