基于CPAC的非圆磨削数控系统的开发
2014-06-24徐新阳李建刚成群林
徐新阳,李建刚,成群林
(1.上海航天精密机械研究所,201600上海;2.哈尔滨工业大学深圳研究生院,518055广东深圳)
基于CPAC的非圆磨削数控系统的开发
徐新阳1,李建刚2,成群林1
(1.上海航天精密机械研究所,201600上海;2.哈尔滨工业大学深圳研究生院,518055广东深圳)
为解决非圆磨削系统中工艺不足的问题,提出在CPAC(computer programmable automation controller)控制器平台上开发一套非圆磨削数控系统.以分段三次样条曲线拟合为数学基础,介绍X-Y加工方式下刀心轨迹坐标计算;介绍非圆磨削中恒速磨削的重要性,以等弧长密化插值为原则,提出两种实现恒速磨削的方法;介绍非圆磨削加工中的误差测量方法,并进行误差补偿;最后,集成了系统并在三轴龙门铣床进行加工,实验证明系统满足非圆磨削的需要.
非圆磨削;恒速磨削;误差补偿
非圆工件结构复杂,加工精度要求高,它是航天、汽车、船舶、发电设备等领域的关键部件[1].非圆工件目前的加工方式以在通用磨床上加工为主,此类磨床是机床本体自行制造,数控系统进口国外,此种系统为标准数控系统如西门子840D、发那科Oi系列等,缺乏非圆磨削的特殊工艺,如恒速磨削算法、误差补偿算法等,且因其系统自身的保护性,用户很难进行工艺算法的开发,因此,难以满足复杂工艺零件的加工[2].因此,本文提出在CPAC(computerprogrammableautomation controller)控制器一体化平台上开发一套应用于非圆磨削的数控系统,集成恒速磨削算法,误差分析补偿专家库等特殊工艺需求,解决了非圆磨削加工中的实际难题.
CPAC是由深圳固高科技有限公司开发的一种嵌入式PC、PLC及运动控制器的一体化控制器(图1).集成了PC的灵活性,PLC的可靠性以及运动控制器的复杂运动执行能力[3-4],与“工业计算机+运动控制器”形式的控制器相比,具有更高的可靠性、稳定性和抗干扰能力,能很好的满足非圆磨削加工的需要.
1 刀心坐标计算
本文以典型非圆工件汽车助力泵定子(图2)为例,介绍数控系统开发及加工过程.
首先是刀心坐标的计算,加工数据的计算是NC系统的关键,X-Y坐加工方式为常见的加工方式.在X-Y坐标的磨削加工中,以定子中心为原点建立加工坐标系,X轴和Y轴的插补联动运动使得砂轮沿着定子轮廓进行磨削加工.如图3所示,加工坐标系为(O-X,Y),a0(r0,θ0)为任意时刻磨削点,R为砂轮半径,其轮廓的分段三次样条曲线拟合方程为:r=Sk(θ),r’=S’k(θ),θk+1≥θ≥θk,其具体拟合过程参见文献[5],根据高等数学可知:


图1 CPAC控制器

图2 汽车助力泵定转子
由μ0可得


图3 X-Y加工坐标计算
在三角形a0o′o中利用余弦定理计算γ1为

再利用余弦定理求出夹角β为

当θ在第二、四象限中时:

由此可得O′O和X轴夹角

最后求出砂轮中心在加工坐标系的坐标为

2 恒速磨削算法
一般来说,磨削加工是整个工件加工流程的最后一道工序[6],其加工质量直接影响最终工件表面的精度,在非圆工件在加工过程中,由于其轮廓曲率半径变化比较大,一般表现为磨削点线速度的变化,这些将影响工件的表面粗糙度[7].因此,实现恒速磨削对提高工件表面质量具有重大意义,本文在恒速磨削方面的研究是对拟合后的曲线中进行等弧长密化插值,以保证在插补运动磨削过程中实现恒速磨削,曲线拟合见文献[5].
由上文知节曲线第k个区间上,节曲线的极坐标方程为r=Sk(θ),r’=S’k(θ),θk+1≥θ≥θk,因为节曲线一阶连续可导,则两点弧长计算如下:

式中k=0,1,…N-1.
同时,计算出节曲线第k个区间上极角为θ的点到第k点的弧长为

式中:θk+1≥θ≥θk,k=0,1,…N-1.
因此,原始节曲线总的弧长为
式中i=0,1,…k.
有了工件节曲线总弧长就可以进行密化插值,假设总的弧长为S,插值点数为N,那每一段的弧长为S/N,每一插值点对应的弧长为Si=(S/N)∗i,i=0,1,…k,图4给出由弧长S计算该点对应坐标的计算过程.
下面以一组原始节曲线数据为例介绍算法整个过程.原始节曲线数据见表1,轮廓曲线见图5.

图4 由弧长S计算节曲线对应点坐标
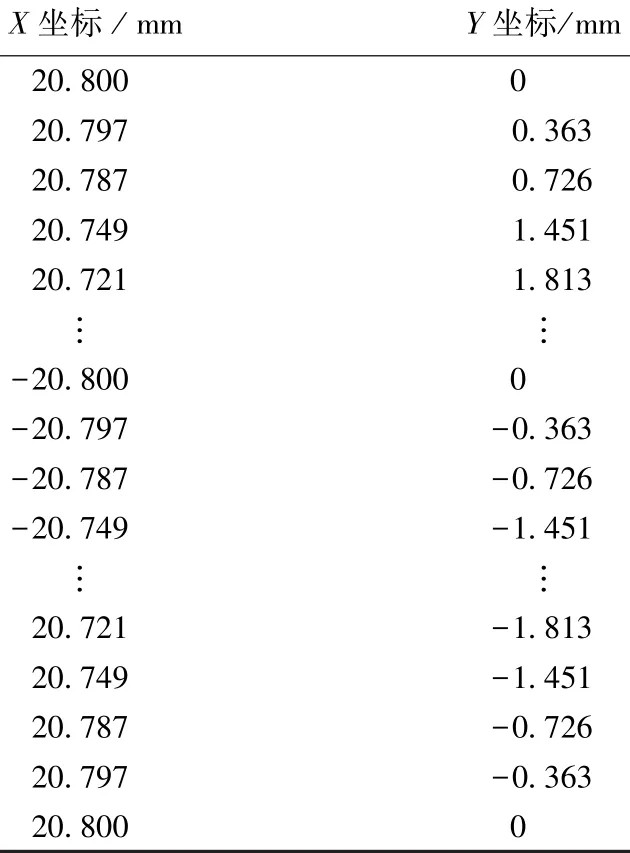
表1 原始节曲线部分数据

图5 轮廓曲线
第一种恒速磨削算法流程见图6,在工件坐标系中对原始节曲线进行一次分段三次样条拟合,以等弧长原则进行密化插值计算,最后是机床坐标系下的加工数据计算,计算过程见图4所示.
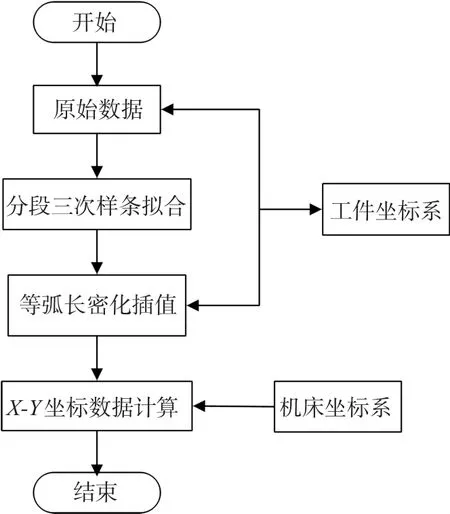
图6 工件坐标系下恒速磨削的实现
考虑到第一种方法过早的在工件坐标系下完成密化差值计算,再计算X-Y坐标数据时会引入计算精度误差等不确定因素,不能保证加工数据轨迹的等弧长,本文设想在机床坐标中对加工数据进行二次等弧长密化差值,以弥补前者的不足.第二种方法是在一次三次样条拟合以后,在机床坐标系中以加工数据轨迹的弧长S为自变量,分别对加工数据Xi和Yi进行二次分段三次样条拟合,拟合最后进行密化插值得到理想加工数据,计算过程见图4所示.流程见图7.
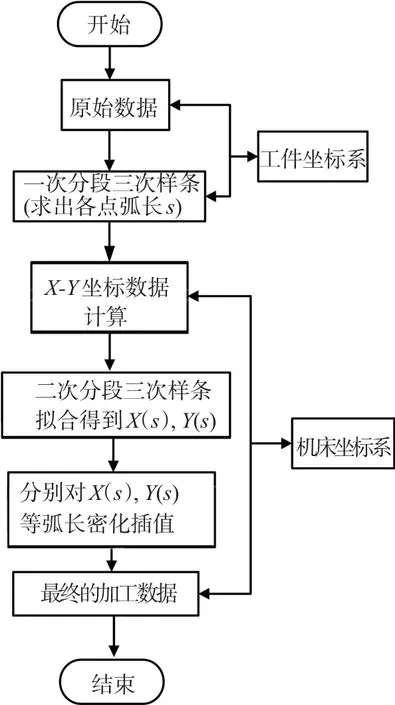
图7 机床坐标系下恒速磨削的实现
3 误差补偿
加工精度是非圆磨床最重要的技术指标之一,体现了磨削相对于其他加工方法的优越性[8].对于机床精度的提高主要有两方面措施:一是从机床本体设计入手,优化机械结构设计,提高机床机械精度,减少和杜绝误差来源;二是误差在线测量和补偿,测量出误差量,加上一个补偿量,减少误差输出[9].
本文测量方法是利用英国雷尼绍公司生产的OMP40无线测头作为测量工具,测量系统见图8.测头重复精度达到1.0 μm,采用红外无线信号传输,信号接收单元和转换单元是与OMP40配套的OMM无线接收器和MI12信号状态显示与转换器,测量设备见图9.
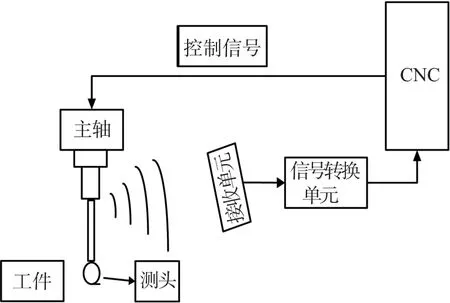
图8 测量系统组成

图9 测量设备
根据原始定子轮廓采用的是极坐标形式表示,为了能够直接和原始数据比对测量误差,测量路径也选择在极径方向上[10],图10给出了测量过程和测量路径的选择.根据原始数据点即为待测量点,在极坐标半径方向上留有一定安全退刀距离,计算出退刀点即为每一个测量循环的出发点,选择用直线插补运动方式执行测量过程,当探针接触工件后记下当前位置,退到下一个测量出发点位置,调整好测量方向,准备第二个测量点的测量,依次进行下去直到测量结束[11-12],图11给出了实际测量实验的过程.

图10 测量路径规划

图11 测量误差过程
测量误差主要是在极坐标半径方向上,所以采取重新计算刀心坐标在砂轮半径方向上的位置进行误差补偿[13],如图12所示,虚线为磨损后砂轮的位置,实线为补偿后砂轮位置,砂轮中心移动距离为补偿量dr即为测量误差的平均值.根据每次加工会引入新的固定误差量,加上一定的余量Δr代入式(3)、(4)重新计算加工数据

4 磨削加工试验
本文在CPAC平台上开发了磨削系统及人机界面,其中有磨削操作界面(图13),测量操作界面(图14)以及参数设置、系统状态监控等功能,完全满足非圆磨削加工的需要,最后在一台三轴龙门铣床进行了磨削加工试验,用直径8 mm平铣刀代替砂轮,加工的余量为0.2 mm,加工过程见图15.加工完成后利用上述方法进行误差数据测量,测得数据见表2,对误差数据进行分析补偿,补偿前后的误差曲线见图16,工件效果如见图17.
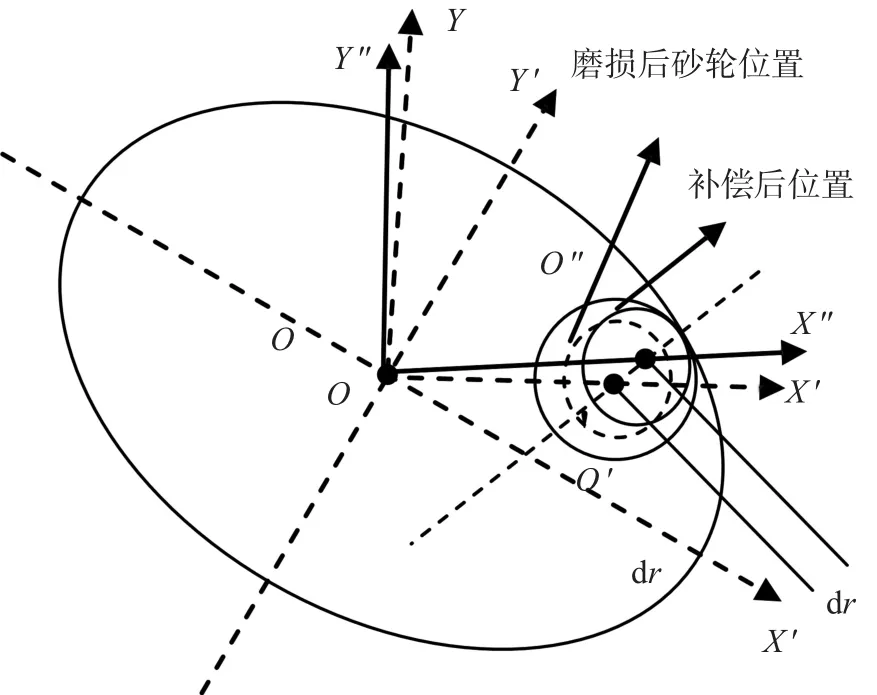
图12 砂轮法线方向补偿
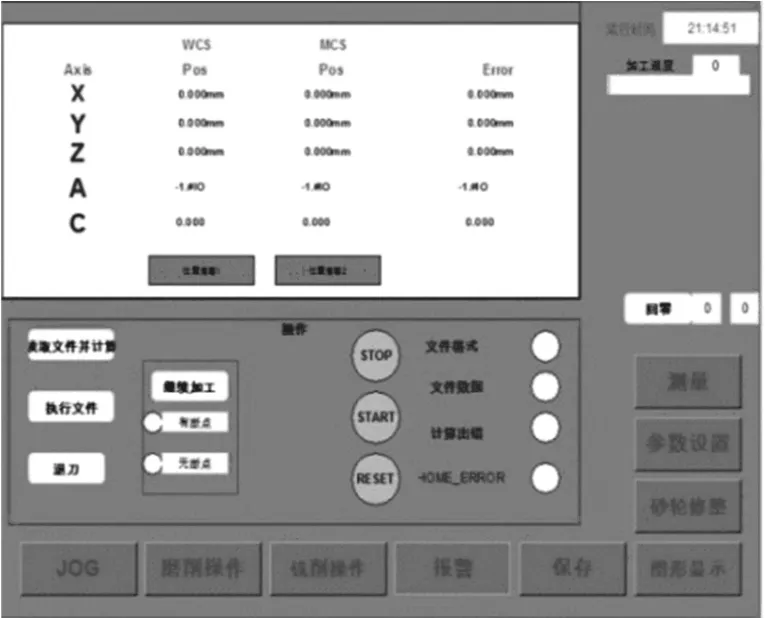
图13 磨削操作界面
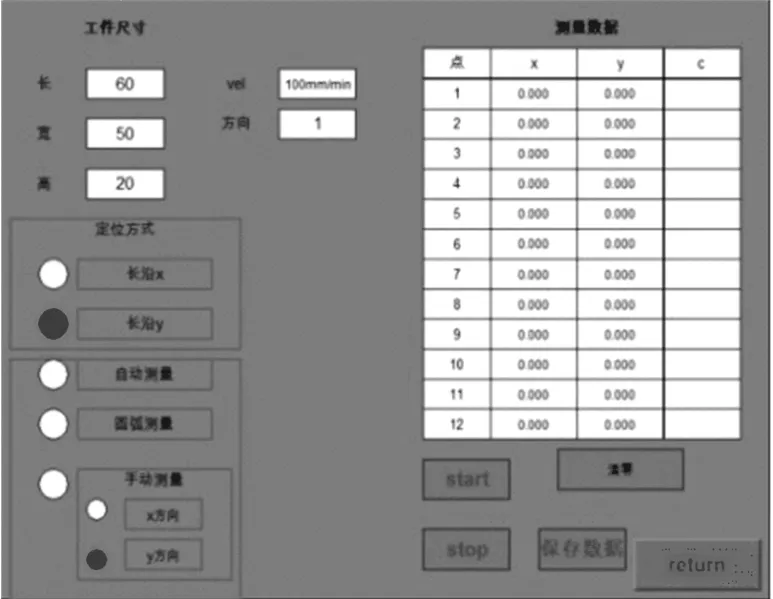
图14 测量操作界面

图15 磨削加工过程

表2 测量误差部分数据
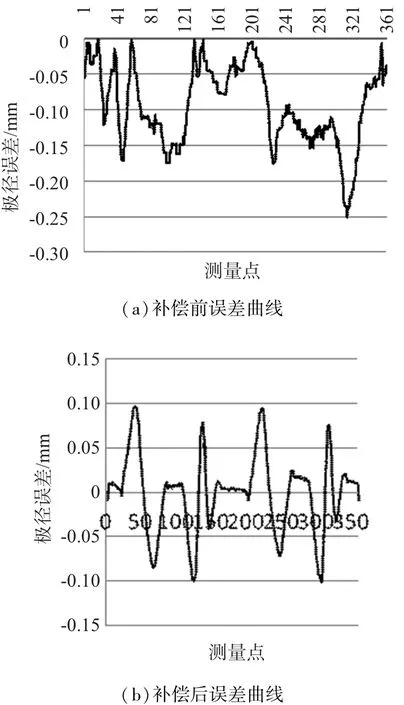
图16 补偿前后误差曲线

图17 补偿前后工件效果
补偿后误差值减小明显且呈现规律性分布,试验件表面更加光滑,说明误差已得到合理有效的控制,补偿算法是切实可行的.
5 结 语
本文在CPAC平台上开发了非圆磨削数控系统,集成了非圆磨削的特殊工艺,并通过加工实验验证了本文提出的数据计算、恒速磨削算法和补偿算法的正确性和有效性.
[1]李静,沈南燕.凸轮非圆磨削动态误差预测及补偿[J].制造技术与机床,2009(10):39-42.
[2]邓朝晖,唐浩.凸轮轴数控磨削工艺智能应用系统研究与开发[J].计算机集成制造系统.2012(8):23-26.
[3]WANG Bo,JIANG Shilong,WU Shengguang.A methodology for implementing the CPAC approach to path tracking with six⁃DOF robotic manipulators[C]//Proceedings of the 2008 IEEE International Conference on Robotics and Biomimetics Bangkok.Thailand:[s.n.],2009:22-25.
[4]WANG Bo,JIANG Shilong,LI Zexiang.CPAC-a new controlarchitectureforsix⁃DOFindustrialrobotic manipulators[C]//2009IEEE/RSJInternational Conference on Intelligent Robots and Systems.St.Louis. USA:[s.n.],2009:78-84.
[5]李建刚.非圆齿轮加工理论及其CAM系统的研究[D].西安:西安交通大学,2005.
[6]姜志波,何永义.曲轴切点跟踪磨削自动编程系统的开发[J].机械制造,2012(6):50-54.
[7]LANPINEN J.Cam shape optimization by genetic algorithm[J].Computer⁃Aided Design,2003,25:727-737.
[8]JYWE W.A 3D error measurement system for CNC machining Tools[J].Fifth Intemational Symposium on Instumentation Science and Technology,2009(05):34-37.
[9]胡琦峰.实时测量在基于西门子840D数控轧辊磨床的应用[J].精密制造与自动化,2012(2):15-19.
[10]LEI WT,HSU YY.Accuracy test of five⁃axis CNC machine tool with 3D proble⁃ball.Part 1:design and modeling[J].Machine Tools&Manufacture,2002(12):55-60.
[11]LEI WT,HSU YY.Accuracy test of five⁃axis CNC machine toolwith3Dproble⁃ball.Part1:errors estimation[J].Machine Tools&Manufacture,2002(12):61-64.
[12]LEI WT,HSU YY.Error measurement of five⁃axis CNC machine with 3D proble⁃ball[J].Materials Processing Technology,2003(8)127-133.
[13]荣瑞芳,赵先仲.三位侧头在数控加工中的应用[J].制造技术与机床,2003,9:42-48.
(编辑 苗秀芝)
Development of NC system for non⁃circular grinding based on CPAC
XU Xinyang1,LI Jiangang2,CHENG Qunlin3
(1.Shanghai Spaceflight Precision Machinery Institute,201600 Shanghai,China;2.Shenzhen Graduate School,Harbin Institute of Technology,518055 Shenzhen,China)
To promote the defective craft in non⁃circular grinding NC system,a special NC system for non⁃circular grinding is presented based on CPAC.First,on the basis of piecewise cubic spline fitting as mathematical foundation,the cutter center coordinates of X-Y is calculated.Second,the importance of constant speed grinding is produced,and two algorithms based on constant length of arc interpolation are put forward to realize constant speed grinding.Third,the method of error measuring and compensation is given. Finally,integrated system is completed and applied to three⁃axis milling machine.The experiment proves that the system can meet the needs of non⁃circular grinding.
non⁃circular grinding,constant speed grinding,error compensation
TG595
:A
:0367-6234(2014)11-0123-06
2013-08-30.
徐新阳(1988—),男,工程师.
李建刚,jiangang-lee@163.com.