激光电化学复合加工的冲击空化检测及试验
2014-06-23毛卫平张朝阳曾永彬秦昌亮
毛卫平,丁 伟,张朝阳,曾永彬,秦昌亮
(1.江苏大学机械工程学院激光技术研究所,镇江212013;2.南京航空航天大学江苏省精密与微细造技术重点实验室,南京210016)
激光电化学复合加工的冲击空化检测及试验
毛卫平1,丁 伟1,张朝阳1,曾永彬2,秦昌亮1
(1.江苏大学机械工程学院激光技术研究所,镇江212013;2.南京航空航天大学江苏省精密与微细造技术重点实验室,南京210016)
为了测量脉冲激光击穿电解液下产生的声压信号,探讨冲击空化效应对激光电化学复合加工的作用和影响,建立了激光电化学复合加工检测系统。采用水听器采集脉冲激光聚焦电解液下产生的声压信号,使用示波器对声压信号进行存储、XVIEWER软件对声压波形分析和计算,最后对激光电化学复合加工的区域进行拍照,并分析冲击空化效应对激光电化学复合加工后的形貌特性和表面质量的作用和影响。结果表明,脉冲激光聚焦电解液下,产生冲击空化效应,向外辐射3个不同声压信号;随着激光能量的增加,激光冲击空化的3个声压变大,空泡的半径和泡能均增加;在激光电化学复合加工中,激光能量增加,产生的等离子冲击波和射流力越大,工件去除的量越多;空泡脉动促进电解液的流动,对加工区域的微观形貌和表面质量起重要作用。这一结果对复合加工的过程和形貌是有帮助的。
激光技术;复合加工;冲击空化;声压信号;表面形貌
引 言
激光电化学复合加工是将激光加工与电化学加工结合,整合两者优点,实现对工件材料的刻蚀加工[1-4]。激光穿过电解液聚焦在加工材料表面时,当激光能量密度超过电解液的击穿阀值时,电解液被击穿,在击穿的区域产生发出白光的等离子体。当等离子体膨胀时,对外辐射高速的等离子冲击波,少量的空泡在此过程中产生,即激光空化气泡现象[5]。空泡空化所产生的冲击空蚀作用,会产生强冲击波及高速射流,作用于附近固体壁表面,造成材料去除。在激光与电化学复合的刻蚀加工过程中,冲击空蚀是影响材料去除的主要因素。因此,通过检测激光对水下靶材的冲击空化效应来研究空泡空化的现象和机制非常重要。另外,流体中气泡的冲击空蚀作用也是船舶制造、水下机械设备设计、水利设施建设和流体力学研究等领域的重要课题[6-7]。
在激光对水下靶材的冲击效应研究方面,VOGEL等[8]学者研究了调Q的1.064μm Nd∶YAG激光经透镜聚焦后作用于牛角膜时,等离子体冲击和空泡空化及溃灭射流冲击力造成了附近正常组织的损伤。AKHATOV等人[9-10]先后开展了空泡脉动和壁面附近空泡溃灭的高速摄影测量研究。在国内,南京理工大学的XU等人[11]利用光偏转法对激光水下加工金属产生的冲击波和空泡效应展开了一系列研究。海军工程大学的ZONG等人[12]利用高速摄影法和压电换能器探测法对壁面附近激光空泡的空蚀和图像进行了深入的研究。
作者针对激光电化学复合加工的特点,利用固体激光器发出高能脉冲激光,聚焦于电解液中工件表面,采用高灵敏度的针式水听器对激光击穿电解液后等离子冲击波和空泡脉动产生的声压信号进行采集,然后利用示波器存储声压信号并使用XVIEWER软件进行后续分析与计算,得到等离子冲击波和空泡声脉冲信号的强度、周期大小、波形特征规律和空泡半径、能量的大小,分析了脉冲激光聚焦电解液产生的冲击空蚀对激光电化学复合加工的影响及其作用。
1 激光对电解液下工件的冲击作用机理
1.1 激光空泡形成过程
高能脉冲激光击穿电解液形成空泡的过程可以分为3个阶段。
第一阶段:当激光透过电解液聚焦辐射在工件表面时,首先在能量聚焦处电解液将被击穿,形成雪崩电离,在光斑聚焦处出现一个闪白光的等离子体,同时等离子体对外高速膨胀,持续压缩附近电解液,产生冲击波和空泡现象。
第二阶段:初始的空泡泡内压强远大于泡外的压强,在压强差驱使下向外扩张变大,同时促进周围电解液向径向流动。当空泡达到最大半径后,受外界压力和表面张力约束下,迅速被压缩并闭合,在闭合瞬间,向外辐射冲击波。空泡由于惯性,空泡开始被压缩,直到空泡内压强高到能限制空泡压缩,达到暂时的平衡稳定状态。到此,空泡脉动的第1次循环过程结束。
第三阶段:经过第1次的脉动,此时泡内压强减小,但由于惯性被压缩,所以泡内压强大于周围介质的静压,空泡开始反弹,经过第2次膨胀和压缩。剧烈的空化气泡闭合后,仍有几次反弹现象,气泡的每次再闭合,都会产生一次比一次小的的声压脉冲,直至空泡溃灭。
图1是采用高速摄影技术拍摄的水下激光空泡形成阶段图,从图中可以清晰地看到等离子体的形成与发光,空泡脉动和溃灭的整个过程[13]。

Fig.1 Laser-induced bubble by high speed photograph
1.2 激光水下的力效应
脉冲激光穿透电解液,聚焦在工件表面上,激光能量密度大于电解液的击穿阀值,试验中可以看到闪光的等离子体,听到清脆的啪啪声;对外辐射等离子体冲击波与激光空泡溃灭射流冲击力。等离子体冲击波压强公式为:

式中,p1为等离子体冲击工件压强;Z为环境介质和加工工件的折合声阻抗,且2/Z=1/Z1+1/Z2,Z1是约束介质的折合阻挠,Z2是工件材料的折合阻抗;I为激光功率密度;α为工件对激光的吸收比,β是激光等离子体内能转化为热能的比例系数。在试验过程中,电解液和工件材料一定时,等离子冲击波压强只与激光功率密度有关。所以在激光聚焦光斑大小和激光频率一定时,等离子冲击波压强与激光的能量成正比关系。
空泡溃灭时的射流冲击力为:

式中,p2为冲击射流压强;ρ1,ρ2分别为电解液和加工工件的密度;v1,v2分别为电解液和加工工件中的声速;v为冲击射流速率。在实验过程中,电解质和工件的密度、电解质和被作用工件中的声速均一定时,空泡泡能直接决定了射流冲击速率[14],所以空泡能量决定了射流冲击力,直观表现为试验过程中工件材料去除量。
1.3 激光空泡脉动参量
考虑到激光空泡作用在工件表面时,空泡的形状为椭圆体[15]。但在计算分析中,可以近似认为空泡为球形,忽略空泡的质量扩散和热传导效应。RAYLEIGH推导出空泡的最大半径Rmax和泡能Eb为:
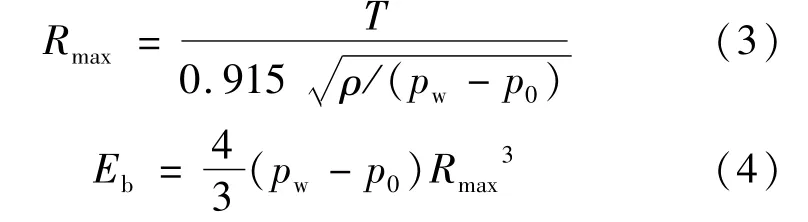
式中,ρ为水密度(1000kg/m3),T为空泡的脉动周期(单位s),Rmax是空泡的最大半径(单位m),p0是空泡内的气体压强(取2330Pa),水的静压强pw可用当地大气压(取105Pa)。
1.4 水听器的测量原理
NCS-1探针式水听器是利用压电效应原理测量水下超声场的声电传感器,其敏感元件是聚偏氟乙烯压电薄膜,受到声压作用后,电极的两端有电压(电荷)输出。试验过程中将水听器的敏感端面置于激光聚焦点附近的溶液中,水被击穿后的冲击空化会对外辐射声压信号,水听器的压电薄膜将检测到的声压信号转化为电信号,再通过刺刀螺母连接器插头连接到数字示波器进行观察、记录和分析。
激光空泡辐射的声压以球形波向外扩散,依据水听器的位置和采集的信号值,计算水下声信号的声能E为:

式中,vw为水中声速(约为1500m/s),p为水听器测量的声压(单位Pa),l为水听器与空泡泡心之间的距离(单位m),t是时间。
2 试验测量装置
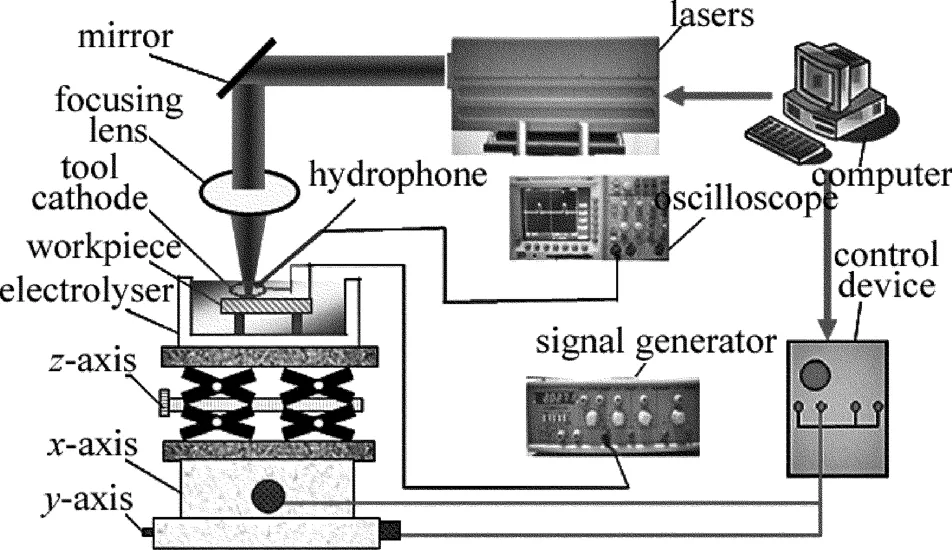
Fig.2 Sketch map of laser electrochemical machining and detection
激光电化学复合加工检测装置如图2所示,实物图如图3所示。检测激光水下冲击波声信号,可以得到声压的具体值和时间,计算空泡的半径和能量,对研究激光冲击空化效应对复合加工的影响有重要意义。
该复合加工检测系统采用脉冲固体SGR-10激光器为试验提供加工能量,脉冲宽度为10ns,激光波长为1064nm,重复频率为1Hz~10Hz,能量在50m J~1000m J可供选用,光斑直径为100μm。采用7075航空铝合金作为加工工件,先用砂纸打磨后用丙酮清洗(工件表面贴胶带,只在刻蚀区域预留2mm×2mm,降低工件表面对声信号的反射),固定到X-Y工作台上的电解槽中。计算机统一控制激光器和X-Y工作台。
采用Ø5mm的铜线环作为工具阴极,距工件1mm,放于电解液中,为电化学反应提供电场。电解液为0.5mol/L的NaNO3溶液,选择电解液厚度时,溶液太厚,激光穿透时能量损失较大;溶液太薄,水听器和工件距离太近,激光易对水听器造成损害,且加工过程易溅起水花。因此,工件表面以上的溶液厚度为8mm。电解液和工件放置于石英玻璃电解槽(尺寸150mm×100mm×100mm,四周及底部均安装吸音橡胶,排除槽壁面对声信号的反射)。脉冲信号发生器(型号DF1511A)提供复合加工过程中所需的脉冲电流。
采用中国科学院声学所研制的NCS-1探针式水听器对激光穿过溶液产生的声信号进行测量。水听器的聚偏氟乙烯压电薄膜直径为0.8mm、厚度为25μm,灵敏度为10nV/Pa,频率范围为0.5MHz~15MHz,响应时间为几十个纳秒。水听器放置距离铝靶5mm,在示波器上清晰显现采集的信号强度与波形,满足实验分析计算需要[16],与入射激光夹角为45°。
泰克公司生产的TDS3012B数字存储示波器(带宽100MHz;2条通道,每条通道的取样速率为1.25Gsample/s,最大记录长度10000点、采用自动触发)用于观测和存储激光作用电解液下工件时产生的声信号。测量在室温下进行,测量结果采用XVIEWER软件,将二进制波形数据转换为CSV,Excel或浮点十进制格式,进行后续分析和计算。
3 试验结果与讨论
3.1 激光冲击空化的声压信号检测
根据前述激光能量对等离子体冲击波和射流冲击力影响的分析,加工试验分别采用单脉冲能量为50mJ,80mJ,110mJ,140mJ,170mJ和200mJ时的激光束,聚焦作用于浸入电解液的铝合金工件表面,以检测激光水下空化效应时所辐射的声压脉冲信号。图4为激光单脉冲能量为50mJ,110mJ和170mJ时,由NCS-1探针式水听器检测采集的声压信号波形。
由图4可以看出,激光穿过电解液产生的等离子冲击波和空泡辐射声脉冲的时间序列中主要包括3个脉冲:第1个冲击波信号V1是由于高能脉冲激光击穿电解液,产生1个闪光的等离子体,对外膨胀时辐射产生的声信号;第2个冲击波信号V2是空泡在泡内外压差的作用下对外膨胀到最大位置时辐射的声信号;第3个冲击波信号V3是由于空泡第1次脉动循环后,由于惯性被压缩,泡内压强大于周围介质的静压,导致空泡反弹,形成第2次脉动,膨胀到最大位置时辐射的声信号。第1个声信号与第2个声信号之间的时间间隔是空泡第1次脉动的生存周期T1;第2个声信号与第3个声信号之间的时间间隔是空泡第2次脉动的生存周期T2。

Fig.4 Acoustic signals with the variation of pulse laser energy by oscilloscope
由于试验过程中使用的高能脉冲激光的能量呈高斯分布,激光脉冲可重复性不好。因此,对实验结果采取20次测量,去除最大最小值后,以平均值作为检测数据。表1为试验中水听器检测到的等离子冲击波声压信号和空泡脉动产生的声压信号。
由表1可以看出:随着脉冲激光能量的递增,T1和T2也增加。这是因为:激光能量增加,空泡的初始能量增加,空泡谐振周期增大。其中T1明显大于T2,这是因为:随着空泡的脉动,泡能减小,泡内含气量越小,空泡收缩越剧烈,对应最小泡半径越小,其空泡谐振周期也相应越短。
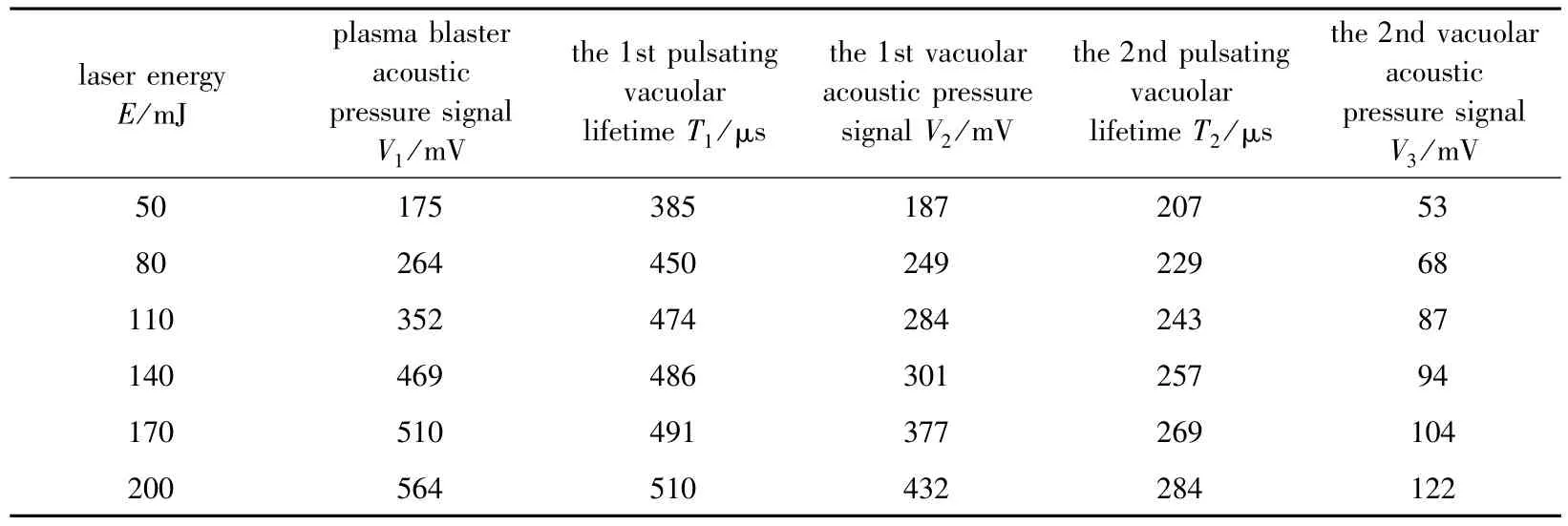
Table 1 Data collection by hydrophone
图4中纵向的3个脉冲是探针式水听器采集的电信号,利用水听器的输出电压除以水听器的灵敏度转化为相应的声压信号。由图4和表1都可以看出:随着脉冲激光能量的增加,3个脉冲的电压信号越来越大,即等离子体和空泡效应3个脉冲的声压信号越来越大。这是因为激光能量增加,等离子体和空泡所具有的初始能量增大,向外辐射的声波强度增强,与(1)式和(2)式的分析一致。
由表1和图4还可以看出:空泡第1次声信号明显大于第2次声信号。这是因为空泡第1次溃灭对外辐射冲击波和射流冲击力,同时在周围液体粘滞力作用下造成了泡能的大量损失,所以空泡在第2次收缩末期,所剩余的泡能显著小于空泡第1次收缩时的泡能,向外辐射的声信号强度明显减小。
3.2 激光能量对冲击空化声压的影响
图5是不同激光能量下水听器采集电信号转化为声压信号的趋势图。由图5可以看出,随着脉冲激光能量的增加,3个声压信号均增加,等离子冲击波声压和第1次空泡膨胀声压很大。但随着空泡的脉动和以及周围水的粘滞力的作用,泡能减小,第2次空泡膨胀产生的声压远远小于第1次。

Fig.5 Acoustic pressure value with laser energy
图4 中两相邻峰值之间的时间的一半为空泡腔体的脉动周期,图6是利用(3)式、(4)式经计算得出的激光能量与空泡半径和空泡泡能(第1次和第2次泡能的叠加)的关系。由图6可以看出,随着激光能量的增加,空泡第1次和第2次膨胀最大半径依次增加,空泡泡能增加。同时,相同激光能量下,空泡第1次膨胀后的最大半径大于空泡第2次的膨胀后的最大半径。

Fig.6 Relationship between laser energy,radius and energy of bubble
3.3 激光冲击空化对复合加工的作用
利用所构建的试验系统进行了脉冲激光与电化学复合的定点加工试验。激光单次脉冲的能量分别为50mJ,110mJ,170mJ;激光频率为5Hz。电化学加工的电源参量为脉冲宽度50ns,频率2MHz,峰值电压2.5V,加工过程中的平均电流为6mA。为了研究激光冲击空化对加工形貌的影响,每个定点辐照80个激光脉冲,图7为所得到的表面形貌SEM照片。

Fig.7 Surface morphology of monopoles laser electrochemical machine
由图7中可看到,由于等离子冲击波和空泡现象作用,工件被加工区域的材料形成了由中心向四周喷溅的形态。其原因是:等离子冲击波传播至工件表面后反射产生的冲击力使去除材料向外扩散;高能激光击穿电解液产生的空泡,由于泡内外压强差,向外膨胀和收缩,促进附近电解液向外流动。当等离子冲击波沿径向辐射时,会推动附近电解液及被刻蚀工件的熔融材料往四周喷溅,加工后的表面形态如图7所示,从而证明了激光冲击空化的作用及效果。继续增加激光作用的脉冲个数和电化学反应时间,就可以获得较好的表面质量。
激光冲击空化与电化学反应复合的加工机理[17]:铝合金在NaNO3溶液的浸泡下,铝表面会生成钝化膜,由于钝化膜的庇护,工件与电解液隔绝,不再发生电化学反应。当脉冲激光穿过电解液聚焦在工件表面时,激光聚焦的光斑区域的电解液被击穿,对外辐射等离子体冲击波,工件附近的激光空泡溃灭,产生的射流冲击力,工件表面钝化膜被破坏,刻蚀工件材料。同时暴露出的工件基体与金属熔融物质继续发生电化学反应,生成沉淀物和离子物被电解液流冲走,在电化学作用下重新暴露出的工件基体重新生膜。该过程在脉冲激光的作用下反复进行,最终实现微细结构的刻蚀加工。
在激光电化学复合加工过程中,结合图7试验加工形貌可知:激光聚焦电解液中的工件,依靠击穿电解液产生的等离子冲击波和空泡溃灭产生的射流冲击力刻蚀工件材料,激光的能量越大,等离子冲击波和射流力越大,去除量越多,与图7的加工形貌相一致。同时,空泡空化作用对加工质量起两方面作用:(1)空泡在膨胀和收缩过程中,辐射声压,推动周围液体高速向外流动,破坏工件表面的钝化膜,带动被去除材料向四周喷溅;(2)空泡在膨胀和收缩过程中,辐射声压,增强了加工区域的电解液流动性,促进了新鲜离子的补充,促进电化学反应,同时减小了热影响区的范围,有利于改善微细结构的刻蚀加工的表面质量。激光能量越大,空泡对外辐射的声压越大,周围液体的向外流动的能力越大,减小浓差极化,进一步提高电化学反应速率,改善了微细加工区域的表面质量。
4 结 论
在激光电化学复合加工过程中,利用水听器和示波器采集了电解液下声压信号,结合激光电化学加工原理及过程,分析研究了冲击空化对加工过程的作用。
(1)激光电化学复合加工中,随着激光能量的增加,等离子冲击波和空泡脉动时的声压信号明显增强。空泡在脉动过程中,随着激光能量的增加,空泡第1次和第2次膨胀时最大半径依次增加,其中空泡第1次最大半径显著大于空泡第2次最大半径。同时随着激光能量的增加,空泡的泡能也增加。
(2)激光冲击空化对复合加工的作用主要表现在:随着激光能量的增加,等离子冲击波和射流力越大,去除工件的量越多;空泡在膨胀和收缩过程中,辐射声压,推动周围液体高速向外流动,破坏工件表面的钝化膜,实现定域刻蚀加工;空泡在膨胀和收缩过程中,辐射声压,加工区域的电解液流动性增强,有利于补充新鲜离子和提高电化学反应速率,同时减小了热影响区的范围,改善了微细结构的刻蚀加工的表面质量。
[1] SEN M,SHAN H S.A review of electrochemical macro-to microhole drilling processes[J].International Journal of Machine Tools and Manufacture,2005,45(2):137-152.
[2] de SILVA A K M,PAJAK P T,HARRISON D K,et al.Modeling and experimental investigation of laser assisted jet electrochemical machining[J].CIRP Annals-Manufacturing Technology,2004,53(1):179-182.
[3] CHEN G H,ZOU H Q.The analysis of metal deposition and micro-crystallites deposited by using CO2laser from aqueous solution[J].Laser Technology,2008,32(6):618-627(in Chinese).
[4] LIB B,ZHANG H C,NIXW,et al.Experiment investigation on the liquid jet of laser-induced bubble in different ambient pressures[J].Laser Technology,2012,36(6):749-753(in Chinese).
[5] STROVSKAYA G V O.Efficiency of optical-to-acoustic energy conversion upon the interaction of a pulsed laser radiation with a liquid[J].Technical Physics,2002,47(10):1299-1300.
[6] HUANG J T.The principle and application of cavitation[M].Beijing:Tsinghua University Press,1991:113-228(in Chinese).
[7] ZHANG SG,ZHANG L,YU T Y,et al.Study about plasma intensity of laser derusting[J].Laser Technology,2013,37(1):56-58(in Chinese).
[8] VOGEL A,SHWEIGER,FRIESER A,et al.Intraocular Nd:YAG laser surgery:light-tissue interaction,damage range,and reduction of collateral effects[J].IEEE Journal of Quantum Electronics,1990,26(12):2240-2260.
[9] AKHATOV I,LINDAU O,TOPOLNIKOV A.Collapse and rebound of a laser-induced cavitations bubble[J].Physics of Fluids,2001,13(10):2805-2819.
[10] AKHATOV I,VAKHITOVA N,TOPOLNIKOV A,et al.Dynamics of laser-induced cavitations bubbles[J].Experimental Thermal and Fluid Science,2002,26(6/7):731-737.
[11] XU RQ,CHEN X,CHEN JP,etal.Shock wave and cavitation effects by laser ablation ofmetal in water[J].Acta Optica Sinica,2004,24(12):1643-1648(in Chinese).
[12] ZONG SG,WANG JG,MA ZG,et al.Erosion characteristics of laser bubble collapse in the vicinity of a solid boundary[J].Acta Optica Sinica,2010,30(3):885-891(in Chinese).
[13] ZONG SG,WANG JG,WANG Y H,et al.Sound radialization of high power laser induced cavitation bubble[J].Laser&Infrared,2008,38(8):757-761(in Chinese).
[14] CHEN X.Studies onmechanisms of the interaction between highpower laser and matter in water[D].Nanjing:Nanjing University of Science and Technology,2004:17-19(in Chinese).
[15] BIAN B M,CHEN X,XIA M,et al.The invesfigetion of laser induced plasma shock wave propagation in liquids[J].Acta Physica Sinica,2004,53(2):508-513(in Chinese).
[16] LÜT,LIZ J.Experimental research of cavitation effect induced by focused Nd:YAG laser pulse underwater based on high-speed photography[J].Scientia Sinica:Phys,Mech&Astron,2011,41(11):1241-1248(in Chinese).
[17] ZHANG Z Y,LIN Z Y,WANG YM,et al.Mechanical-electrochemical micro-etching under laser shock effect[J].Optics and Precision Engineering,2012,20(6):1310-1315(in Chinese).
Detection and experiment of shock cavitations of laser electrochemical composite processing
MAO Weiping1,DING Wei1,ZHANG Zhaoyang1,ZENG Yongbin2,QIN Changliang1
(1.Institute of Laser Technology,School of Mechanical Engineering,Jiangsu University,Zhenjiang 212013,China;2.Jiangsu Key Laboratory of Precision and Micro-Manufacturing Technology,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,China)
In order to measure the sound pressure signals generated by the breakdown of pulse laser through the electrolyte and discuss the impact and influence of shock cavitations on laser electrochemical composite processing,a laser electrochemical composite processing detection system was established.At first,the sound pressure signal was stored with an oscilloscope and the acoustic pressure and waveform was analyzed and calculated with the XVIEWER software.Then,pictures of the composite laser electrochemical machining area were taken and the effect of cavitations on laserelectrochemical machining area’s the characteristics morphology and surface quality was analyzed.The experimental results indicate that because pulsed laser is focused in the electrolyte,cavitations effect is generated and three different sound pressure signals are radiated.With the increase of laser energy,three acoustic pressures of laser-induced shock cavitations increase and the radius and energy of laser-induced bubble increase.In the applications of laser electrochemical machine,when the laser energy increases,the laser plasma shock wave and jet force will improve and the material removal will increase.Meanwhile bubble oscillation promotes the electrolyte flow,it plays a key role on the morphology of the processing area and surface quality.The result is very useful for complex machining process and morphology.
laser technique;composite processing;shock cavitations;acoustic pressure signal;surface morphology
TN249
A
10.7510/jgjs.issn.1001-3806.2014.06.007
1001-3806(2014)06-0753-06
国家自然科学基金资助项目(51275218);江苏省自然科学研究基金资助项目(BK2011522);江苏省精密与微细制造技术重点实验室开放基金资助项目
毛卫平(1964-),男,副教授,硕士生导师,主要从事液压传动与控制、激光加工技术方面的研究。
E-mail:weipingmao@ujs.edu.cn
2013-12-02;
2014-01-07