从模切工艺入手 提高烟包成型效果
2014-06-18韩祥龙
韩祥龙
卷烟硬包在完成印刷后必须经过模切压痕等印后加工工序,才能加工成符合要求的尺寸和形状,然后交付客户进行上机包装。其中,模切压痕质量的好坏不仅直接影响烟包的成型效果和外观质量,还会影响包装速度和生产效率。因此,深入探讨模切压痕对烟包成型效果及其上机适用性的影响具有重要意义。
模压版的合理设置
烟包的模切压痕是由模压版与模切机共同完成的,因此模切压痕质量受到模切机、模压版以及加工条件等多方面因素的影响,尤其是模压版的制作将直接影响烟包的模切压痕质量。
1.模切刀的合理选用
根据材质的不同,模切刀可分为硬性、中性和软性3种。硬性模切刀耐模切力大,但弹性系数小(弯曲度小),适合加工批量大、纸张厚、模切形状简单的产品;软性模切刀耐模切力小,但弹性系数大(弯曲度大),适合加工批量小、纸张薄、模切形状复杂的产品;中性模切刀的特性介于两者之间,适合加工的范围相对较宽。此外,模切刀根据刀锋形状可分为低锋、单边、高锋和单边高锋4种;根据纹路可分为横纹和直纹两种。
实际应用中,模切刀的类型需根据模切材料的种类和厚度而定。选择适用的模切刀对模切加工质量非常重要,由于烟包产品批量较大,因此一般要求模切刀具备锋利、硬度高、寿命长等特点,通常采用经涂层处理的高品质横纹低锋软刀。
2.压痕钢线的合理选用
烟包折叠成型是通过压痕线来实现的,而压痕线则由压痕钢线加工而成,因此压痕钢线的选用是否得当会直接影响烟包的成型效果。压痕线一般包括两种:一种为点状切透式,另一种为沟槽式。小盒烟包通常采用沟槽式压痕线,条盒烟包则两种均有采用。
一般来说,点状切透式压痕线的挺度比较稳定,且比沟槽式压痕线的挺度低一些,具有易成型、压痕质量易控制的特点。这是因为点状切透式压痕工艺无需压痕底模,压痕钢线与模切刀的高度一致,且可直接在底模钢板上通过“硬切法”来完成,只要确保压痕线切透,烟包的成型效果就不再像沟槽式压痕工艺那样受压痕力大小或压痕线深浅的影响,故压痕挺度相对稳定。但是,点状切透式压痕线虽然对烟包成型的尺寸精度较为有利,但成型后烟包的密封性相对较差,一般采用的几率较小。
采用沟槽式压痕工艺,压痕钢线必须与压痕底模配套使用,并要求压痕钢线硬度适中,稳定性强,刀头圆滑,圆弧中轴对称,高度、厚度偏差小。烟包常用卡纸的定量为200~235g/m2,厚度范围为0.29~0.35mm,选用的压痕钢线厚度应为0.71mm;而压痕钢线高度的选择则要根据模切刀与纸张厚度而定,一般压痕钢线的高度=模切刀的高度-纸张厚度-修正值(0.05~0.10mm),实际应用中,也可通过压痕钢线的高度=模切刀的高度-压痕底模厚度+修正值(0~0.05mm)的方法来确定。也就是说,压痕钢线的高度应随压痕底模厚度的增加而减小,随压痕底模厚度的减小而增加。通常,烟包摸切采用的压痕钢线高度为23.4mm;而对于压痕槽直接加工在底模钢板上的情况,压痕钢线的高度则应适当增加,此时可选择与模切刀等高,即23.8mm。
3.压痕底模的合理选用
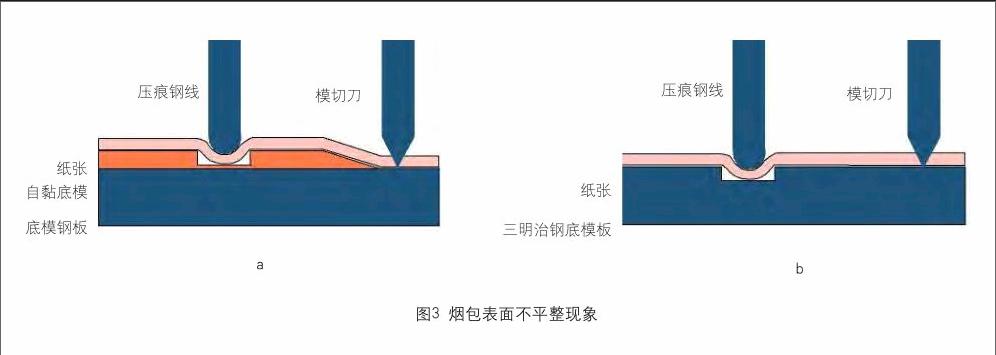
实际生产中,压痕底模多选用自黏底模,其中树脂纤维自黏底模的使用较为普遍,主要是因为其具有轻巧、便于快速准确粘贴、成本较低、加工的产品质量较为稳定等优点。目前,也有不少烟包印刷企业采用不锈钢底板自黏底模,其不仅具有树脂纤维自黏底模的优点,还可以使加工的产品质量更加稳定可靠,特别是加工大批量产品时,优势更加突出。不过,其一般需要与三明治钢底模版配合使用,价格较高。
此外,在生产过程中,树脂纤维自黏底模易出现磨损、开裂或移位等问题,不仅影响压痕线质量,同时影响烟包的成型效果;而不锈钢底板自黏底模则不会出现此类问题。
自黏底模的型号通常以“压痕底模厚度E×槽深d×槽宽b”来表示,其中,槽深d≥纸厚e,槽宽b(即压痕线宽度)=纸厚e×1.5+压痕钢线厚度f。例如,常用的烟包小盒压痕底模型号为0.45×0.35×1.10,即压痕底模厚度为0.45mm,槽深为0.35mm,槽宽为1.10mm;烟包条盒常用压痕底模型号为0.45×0.35×1.20。
烟包成型效果影响因素
1.模压版材
模压版材有金属材料和非金属材料两种,其中金属材料包括铅类、钢类、铝类等,非金属材料包括多层胶合木板、高密度板、锌木合钉板、电木板等。目前,烟包印刷企业常用的模压版材以多层胶合木板、电木板为主,其特点是易加工、价格相对较低。其中,多层胶合木板制成的模压版容易受温湿度影响,且长时间受模切压力的作用易发生变形,从而导致紧固模切刀和压痕钢线的窄缝变宽,刀具松动,致使模切压痕位置偏离,进而影响烟包的成型质量和外观尺寸;而电木板则可避免上述不良现象,在精度要求较高的烟包加工中,其正在逐渐取代多层胶合木板。
对于高档次、高要求且批量大的烟包,多数烟包印刷企业采用三明治钢模压版,其特点是模切压痕质量稳定,可减少因模压版而带来的模切压力不均匀、不稳定等引起的一系列问题,不仅可提高烟包加工质量,而且对提高烟包上机包装速度和成型效果也具有重要意义。
2.模压版制版精度
模压版的制作过程包括绘制模压版轮廓图、切割底版、模切刀与压痕钢线成型、组合拼版、粘贴胶条等,其制作质量和精度对烟包成型质量有直接影响。因此,模压版应严格按照图纸要求制作和排列刀线,若刀线排列不符合要求,或制作过程中模切刀与压痕钢线位置出现偏差等,都会导致烟包成型不规则或不美观,甚至使得烟包成型不紧密。
3.模压方式
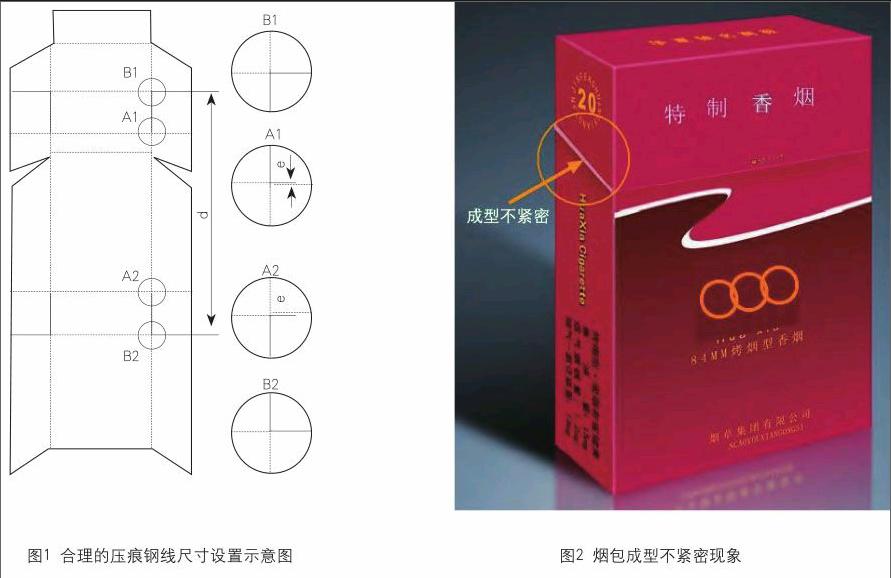
常用的烟包模压方式有平压平和圆压圆两种。前者是离线生产,且模压版一旦加工成型,模切刀与压痕钢线就已基本定位,这也就决定了烟包的规格与形状,因而烟包的成型尺寸不受加工方式的影响;后者则不同,其一般是连线生产,印刷与模压是在同一条生产线上一次性完成的,但实际上,压痕与模切是在两个不同的机组上先后完成的,且在一定范围内可调节,因而模切压痕存在一定的变数,从而在不同程度上影响烟包的成型效果。因此,连线生产时要注意检查模切线与压痕线的位置是否正确,如图1所示,B1与B2位置的模切线与压痕线应保持在同一条直线上。endprint
