基于增量式光栅编码器的数控系统找零算法及编程实现
2014-06-04袁向荣
袁向荣
(山东英才学院机械制造与自动化工程学院,山东济南 250104)
光栅编码器具有测量精度和分辨率高、抗干扰能力强、易于和计算机接口等突出优点,是数控系统中常用的一种位移传感器,按照其测量原理又分为绝对式光栅编码器和增量式光栅编码器。利用绝对式编码器能够获得任意位置的编码,因此,上电即可进入工作状态,但普通绝对式编码器价格偏高且结构复杂;而传统的增量式编码器结构简单、成本低,但上电后必须首先进行找零以确定位置参考点,因此需要较长的设备初始化时间。在可转位刀片周边磨削数控系统中,采用了增量式光栅编码器对刀片进给轴进行位移测量。对于砂轮摆动轴,上电后需要确定其绝对位置,因此采用了一种带距离编码的增量式光栅编码器代替绝对式编码器。该编码器上刻有带距离编码的参考点,这些参考点彼此相距数学算法确定的距离,轴运动一段微小的距离后就能计算出坐标轴的绝对位置。文中将介绍利用增量式光栅编码器进行X轴回零以及W轴的找零算法及其在运动控制器中的编程实现。
1 光栅编码器的工作原理
光栅编码器由光源、透镜、光栅副 (标尺光栅和指示光栅)、光敏元件四大部分组成,光栅编码器是基于莫尔条纹进行工作的。将光栅常数完全一致的标尺光栅和指示光栅叠合在一起,并使两者的栅线间有一微小夹角,当光线照射时,由于干涉作用在两光栅的刻线重合处就会形成亮带,在两光栅的刻线错开处会形成暗带,这种亮带和暗带就是明暗相间的莫尔条纹,如图1所示,莫尔条纹的方向与刻线方向近似垂直,莫尔条纹的特性由光栅刻线决定。若设相邻莫尔条纹的间距是B,则表达式为
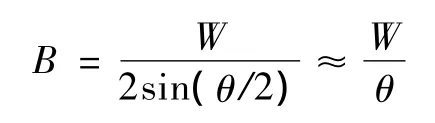
式中:W为光栅常数,θ为两光栅刻线的夹角。
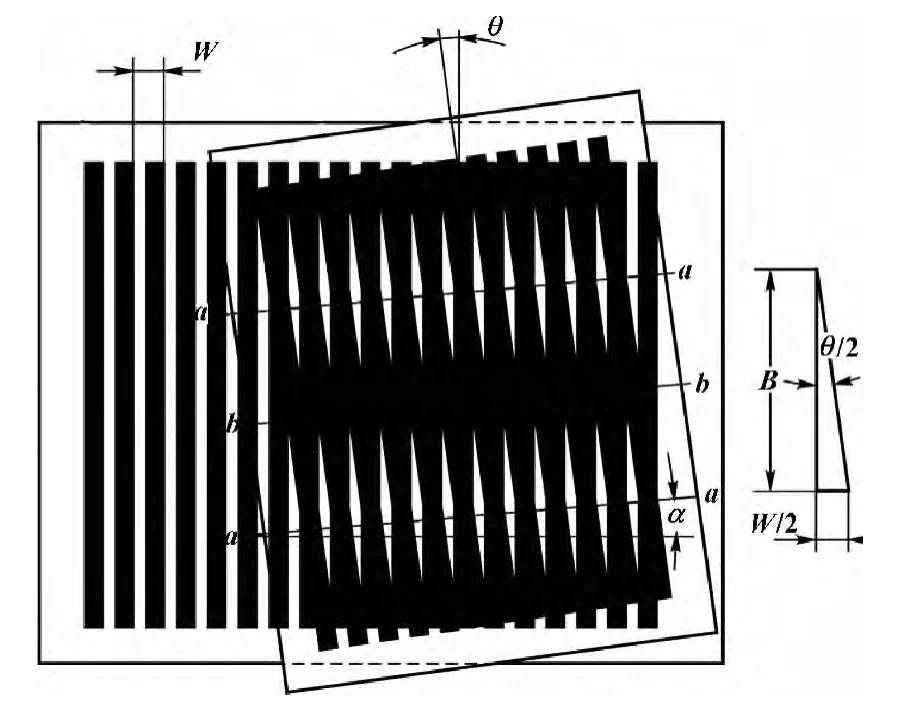
图1 莫尔条纹
光栅编码器就是利用光敏元件将莫尔条纹移动所产生的光强变化转化为近似正弦的电信号输出,从而间接测量位移量。这种测量方式的优点是:
(1)借助莫尔条纹对位移的放大作用,能实现高灵敏度的位移测量;
(2)莫尔条纹对刻线误差的平均效应能够在很大程度上消除刻线的局部误差,与直接测量相比,具有更高的测量精度。
2 可转位刀片周边磨削数控系统硬件结构
该系统采用两级主从式分布结构,硬件部分主要包括工业计算机、运动控制器、伺服驱动器以及运动平台,其硬件结构如图2所示。
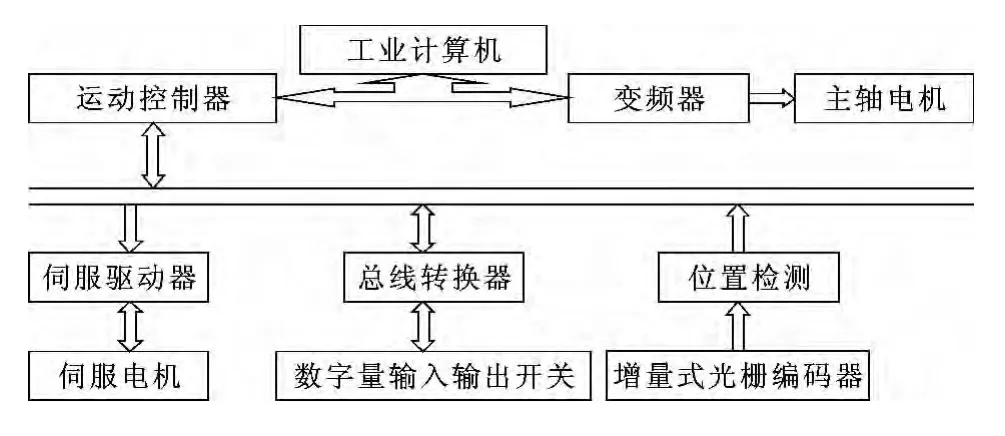
图2 可转位刀片周边磨削数控系统硬件结构图
其中,工业计算机为系统的主控制核心,主要作用是发布数控系统的控制指令,包括显示人机交互界面、设置系统和用户参数、文件管理、发送运动控制指令和处理反馈信息等功能;运动控制器是实现系统实时控制的核心,对伺服驱动器进行驱动和运动控制。
为了提高控制精度,将电机编码器的反馈信号与伺服驱动器构成速度环,而外部的光栅编码器检测的位置信号与数控系统构成位置环,从而组成双闭环伺服系统。
3 位置检测元件的选取
由自动控制原理可知,闭环控制系统的定位与跟随精度主要取决于位置检测元件的精度,所以检测元件的选取非常重要。
在可转位刀片周边磨削数控系统中,X轴为刀片进给轴,控制刀片的前后移动,系统设计上X轴上电回参考点,并且X轴回参考点的方向唯一确定,为远离砂轮的方向,因此采用增量式光栅编码器。
W轴为砂轮摆动轴,W轴上电时需要确定其绝对位置。在该数控系统中,采用了一种带距离编码的增量式光栅编码器进行位置检测,从功能上讲,该结构相当于将增量式编码器用作准绝对式编码器,可以计算得出坐标轴的绝对位置,是对传统的光栅增量式编码器一种有效改进。
4 找零算法及编程实现
4.1 X轴回零程序
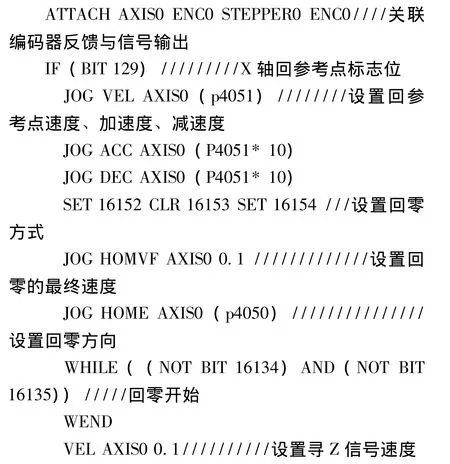
X轴正确回参考点需要两个信号,一个为由光电开关检测的到达参考点的home信号,检测到该信号后电机开始低速前进,这时开始捕捉编码器的零点信号 (Z信号),捕捉到Z信号后电机减速至零,并反方向低速旋转,重新捕捉到Z信号的位置即为X轴的参考点位置,然后将坐标值重置为系统的设定值。这种回零方式可以消除回零过程中电机反向所带来的反向误差。
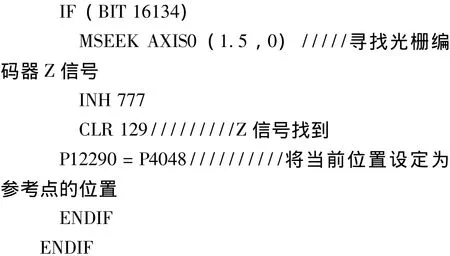
系统软件设计上,实时性强的控制任务主要由运动控制器来完成。在运动控制器中实现X轴回零过程的程序如下:
4.2 W轴绝对位置的获取及编程
W轴采用带距离编码的增量式光栅编码器,计算坐标轴当前绝对位置的原理是:在光栅编码器上刻有带距离编码的参考点,这些参考点彼此相距数学算法确定的距离,移过两个参考点后 (通常只有数毫米),就可以计算出坐标轴的绝对位置。通过编码器制造商提供的计算公式可以计算出第一个零点信号的位置,然后加上第一个零点信号到当前的距离就可以得到W轴的绝对坐标,带距离编码的增量式光栅编码器的距离编码如图3所示。
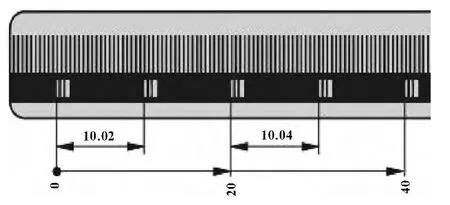
图3 带距离编码的增量式光栅编码器距离编码示意图
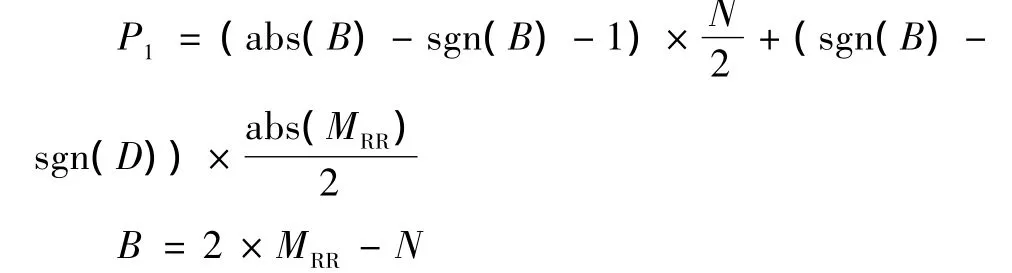
若用P1表示以信号周期为单位的第一个移过的参考点位置;MRR表示移过的两个参考点间的信号周期数;N为两个参考点间用信号周期数表示的名义增量值;D为正转或反转 (+1或-1,读数头向右为+1)。则参考点绝对位置可用下列公式计算:
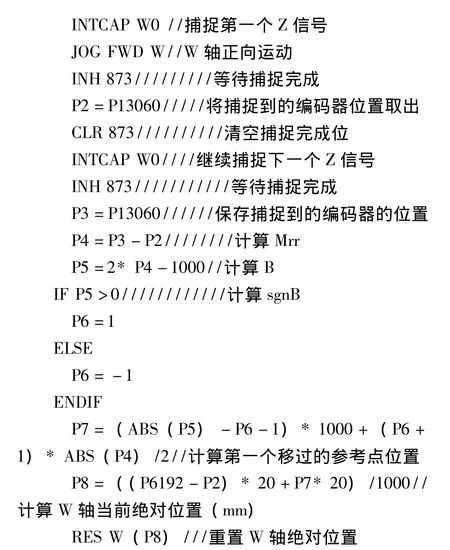
在运动控制器中获取W轴绝对位置的程序设计如下:

5 结束语
在可转位刀片周边磨削数控系统中,为保证刀片进给轴和砂轮摆动轴的精确定位,采用了增量式光栅编码器,并且采用了一种带距离编码的增量式光栅编码器代替绝对式编码器来确定砂轮摆动轴的绝对位置,介绍了其找零算法及其在运动控制器中的编程实现。利用具有一定分布规律的参考刻线,在不通过编码器零位的情况下计算出其绝对位置,这种距离编码及其自动找零算法不仅加速了找零过程,而且提高了编码器的找零精度,具有较高的应用价值。
【1】梁森,王侃夫,黄杭美.自动检测与转换技术[M].北京:机械工业出版社,2006:188-190.
【2】盛晓超,陶涛,张东升,等.基于运动控制器的开放式数控系统设计[J].机床与液压,2011,39(19):58-60.
【3】雒宝莹,王旭永,苗中华,等.一种带有距离编码的增量式编码器的找零算法及实现[J].上海交通大学学报,2009,43(4):643 -646.
【4】时魁,高云国,赵勇志,等.增量式光栅编码器与绝对式编码器性能比较和分析[J].机械设计与制造,2011(1):96-97.
【5】李华涛.可转位刀片周边磨削数控技术研究[D].济南:山东大学,2012.
