光机电协同激光打标的精确定位控制实现
2014-06-04余冠洲李始东杨灿明
余冠洲,李始东,杨灿明
(广东工业大学,广东广州 510006)
激光打标作为一种非接触、对工件无损伤、无变形、对环境无污染的新型标记工艺,具有成本低、能耗小、打标速度快、标记清晰耐久等优势。特别是扫描式打标系统加工图文灵活多样,能够在材料表面标记最细0.01 mm线宽的精细图案,可有效防伪,被广泛应用于产品包装上[1]。
生产线上输送的轴承、酒瓶盖等形状规则物品的定位打标较容易控制。用激光打标机在已经印好彩色图文的覆铝塑料薄膜的特定位置打制具备防伪作用的二维条码,则需要解决在彩版长度存在伸缩变化的印刷膜上实现自动跟踪定位与保证标记完成的延时问题,文中介绍综合运用机械、光电协同控制的实现精确定位打标的设计思路。
1 版长侦测与控制的整体设计思路
薄膜在彩图印刷过程中由于输送、收卷张力的影响,造成彩印图案的版长发生0~±3 mm左右的长度变形。如按固定的理论版长连续进行打标,积累的偏差足以使得标记偏离彩印图案预留的空位,甚至使整个图案被破坏。
光机电整合的跟踪控制系统能够在传送机构设定有效作用区域内,通过光电跟踪头侦测覆铝薄膜彩印图案中的某一点,强制调控送料长度,保证激光机严格按印刷图案的预定边界打印精细防伪标记。
系统的整体设计思路是:(1)主传动轴依打标时耗调整转速范围;(2)长度调节器控制送料行程;(3)机械曲柄送料末期开通机械同步信号;(4)光电头侦测印刷版长的色标。两组信号均处于有效选通状态时,时基电路延时处理后发出推动信号,一路经过放大驱动执行机构断开动力,固定薄膜至送料周期结束等待打标加工,另一路传给打标机作为启动信号。系统结构框图见图1。

图1 版长跟踪与控制框图
2 机械传送调整与跟踪区间控制
彩膜的送料机构采用偏心轮与连杆推动扇齿轮往复摆动,实现间歇式进给。主传动轴转动一圈,离合器控制送料辊半周送料、半周止动,从而保证精细复杂图案的打标时耗。考虑到包装膜规格长短不一,设计了可调式机械连杆控制送料总长度。系统的机械传动控制主要需调整:

式中:Td为主轴传动周期,由主电机转速Sm乘以皮带轮三挡传动比η;

ti为间歇期,ti必须调整到大于等于激光打标机响应期Rt与打标时耗Tl之和。
送料行程由长度调节器控制。根据要求的理论彩版长度,松开送料调节器 (图2所示)上的手轮3,转动调长螺杆1,按照指针4在标尺5的刻度,将连杆2调到合适位置。机械预调实际是通过改变连杆的回转半径来限定进给行程的,送料最长可达600 mm。如上所述,图案长度一般都有±3 mm偏差,调整时必须将机械机构送料预长加5 mm,才能保证其后的定位控制和打标有效进行。
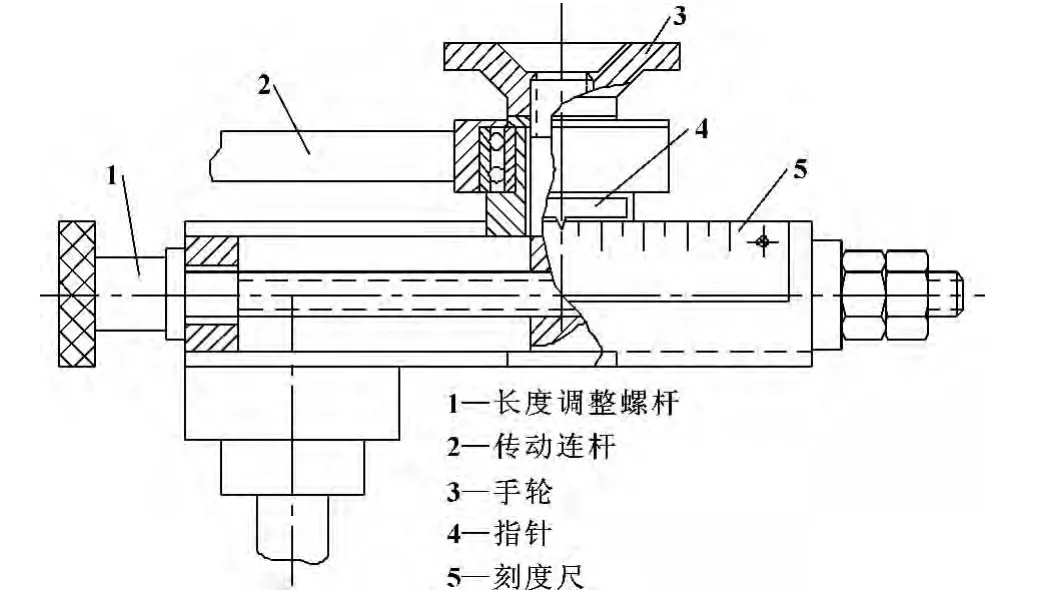
图2 送料长度调节器
光电系统的跟踪范围以及其与机械送料周期的同步控制是由连在主传动轴上的逻辑板 (Logical-Plate)实现的。逻辑盘按机器的送料周期同步旋转一周。盘上开通角度α与版长关系如下 (参见图3):

式中:α为逻辑盘开通角;
L为标准版长值。
调整时将主轴旋转到标准版长位置,光电开关位于α的角平分线上[2],这样对被拉长或缩短的薄膜都能侦测。
3 光电跟踪与延时控制
跟踪系统电路图如图3所示。

图3 跟踪系统电路图
3.1 触发信号
主传动轴带动逻辑盘旋转至送料周期末段时,逻辑盘工作角开通,逻辑盘两侧有一对红外发射与接收管组成的光电开关,输出一路动作信号至跟踪电路,经过两级与非门放大输入TTL与非门的一脚。此时,机械开通指示灯D3亮。
由反射式光电跟踪头RS-120侦测到覆铝薄膜上印刷图案的版长标志而向与非门的另一输入端发出开关信号。光电跟踪头本身灵敏度比较好,输出信号强而且有暗通 (跟踪点色度由明到暗)或亮通两种反应方式,可以直接通过接口将信号传入选通元件的输入端[3]。与非门接收到两个高电平到位信号后,产生低电平的触发信号。
3.2 推动信号的延时保持

式中:tPL为放电时间;
tPH为充电时间;
VR2,R11,R12分别为校验单元可调电阻和固定电阻;
C5为校验单元电容。
调整多谐振荡器的占空比,能产生频率0.143~2.38 Hz的校验方波。校验频率设定后,改变微调的阻值可以调节推动信号保持时间的长短。
与非门接收到两个到位信号后,立即产生一个工作触发信号。由于薄膜上版长的印刷标志很窄,光电跟踪头只能维持一个开始动作的瞬间高电平。为了使执行机构将停止送料的机械响应一直保持到一个送料周期结束,系统中就必须设置延时保持电路。延时控制由时基555电路单元构成,当与非门低电平的触发信号输入图3右端NE555工作定时器的2脚,比较器C输出低电平触发信号,基本RS触发器翻转,将工作信号保持,NE555的Q端3脚,输出高电平推动信号。电路中VR1和R8、C4构成充电回路,单稳态触发器工作中,电容C4充电所需的时间,即输出脉宽tpo为:

改变电位器VR1的阻值 0~47 kΩ,可获得52 ms~2.5 s的延时。
延时电路单元通过辅助的多谐振荡器进行延时校验。根据多谐振荡器工作原理[4],输出触发脉冲频率为:
4 定位机构与激光打标
推动信号之一路经过功率放大后直接驱动电磁离合器与电磁压膜机构执行规定的动作,阻断送料胶辊转动,压止膜料准确停在实际版长的待加工位置上。
打标系统采用深圳奥华AHL-DP50W激光打标机。送料胶辊间续将薄膜拉至位于激光焦距的工作面。启动打标开始有两种方式:(1)鼠标点击Laser软件中“雕刻”按钮或按压键盘上的空格键;(2)踩压脚踏开关发出工作起始信号。该系统利用时基555电路脚3的一路推动信号连入脚踏开关的触发端自动触发打标指令。工作信号的触发方式必须设为高电位出光。“设置”菜单下点击“激光类型设置”选项,输入厂家授权密码,进入图4所示界面,勾选“高电位出光”[5]。

图4 激光打标机触发信号设置
公式 (1)表明:激光打标机响应Rt和打标用时Tl必须在送料间歇——即主传动轴半周期1/2Td内完成。图案复杂打标时耗较长时,主机应挂转速较低的皮带轮挡位,给完成打标留够时间。
5 结论
从上述对柔性膜料的版长精确调控的机制可以看出:综合运用光、机、电一体化协同控制,能够实现较为智能化的自动跟踪与加工,这点对有类似控制要求的应用也有一定借鉴价值。
【1】戚祖敏.激光打标技术及其在包装工业中的应用[C]//五省一市光学联合年会、十三省市光学联合年会论文集,2008:88-89.
【2】余冠洲.薄膜封切机同步跟踪方法[J].电气自动化,2000(3):66.
【3】余冠洲.包装机械中的光机电[J].机械开发,1999(1):50-51.
【4】阎石.数字电子技术基础(上册)[M].北京:人民教育出版社,1981.
【5】深圳奥华激光科技有限公司.AHL-DP50W激光雕刻使用说明书(V4.0版)[M],2007:12-14.
