插头镀金线镀层厚度计算模型研究
2014-05-31高来华陈海燕
高来华 陈海燕
(深南电路有限公司,广东 深圳 518053)
1 前言
随着插拔技术的广泛应用和快速发展,镀金插头在集成电路的电流和信号传输中扮演着举足轻重的角色。越来越多的客户青睐于印制插头的设计作为插拔的接触点,以实现PCB物理连接、硬件和软件连接过程。金、镍层厚度作为印制插头产品可靠性的关键指标,在插头镀金线实际生产过程中,电镀镍金参数(电流密度、线速度)的控制方法及其稳定对金、镍层厚度起决定性作用。常见的电镀镍金操作类型有:高速电镀(空气喷射电镀)、中速电镀(溶液喷射喷镀)、挂镀、滚镀。本研究以中速电镀(溶液喷射喷镀)操作为例,着眼于以满足客户对金手指镀层厚度的需求,运用逻辑分析和数学思维,结合试验数据和结果,推导得出一适用于普遍插头镀金线(溶液喷射喷镀)镀层厚度的计算模型。
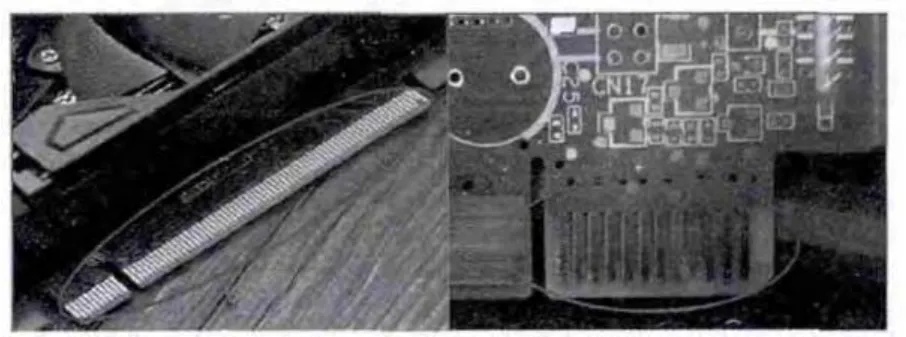
图1 冷插拔接口——等长印制插头

图2 热插拔接口——长短印制插头
2 电镀原理及电镀镍金反应机理
2.1 电镀的定义及原理
电镀为电解镀金属的简称,是将待镀件(制品)浸入含有欲镀金属离子的药水中并接通阴极,药水的另一端放置适当阳极(可溶性或不可溶性),通以直流电后,镀件的表面即析出一层金属薄膜的方法。电镀的基本五要素如下:
阴极:待镀件,如PCB各种插拔件端子,亦称为插头;
阳极:若是可溶性阳极,则为欲镀金属;若是不可溶性阳极,大部分为贵金属(如白金、氧化铱、钛);
电镀药水:含有欲镀金属离子的电镀药水;
电镀槽:储存待镀的可溶性金属盐的药水,一般考虑槽体材质的强度、耐酸碱腐蚀、耐温等因素;
整流器:为电解镀金属过程提供直流电源的设备。
因待镀件的功能与使用环境不同,电镀种类依据不同金属的特性不同而有所差异。目前广泛应用于PCB制程中的电镀类型有:电镀铜、电镀锡、电镀镍金。电镀镍金是电镀镍和电镀金的合称。电镀镍金镀层具备以下主要功能或性质:(1)因镍金层耐蚀刻性能而作为底铜的保护层;(2)打铝线或金线的底垫;(3)低接触电阻及耐摩擦;(4)镀层具可焊性。
2.2 电镀镍金反应机理
镀镍时阴极上的主反应为镍离子(Ni2+)还原为镍金属(Ni),因镀镍溶液呈酸性,故存在氢离子(H+)还原为氢气(H2)的副反应;阳极主反应为金属镍角(Ni)失去2个电子后溶解成为镍离子(Ni2+),若电流密度过高,镀液又缺乏阳极活化剂时,将发生阳极钝化副反应。电镀镍反应机理如下:

镀金时阴极上的主反应为金氰络合离子([Au(CN)2]-)得到电子后还原为金原子(Au)和游离的氰根离子(CN-);阳极发生的反应为析氢反应。电镀金反应机理如下:

图3形象地描述了插头镀金线电镀槽及其电镀装置(以镍槽为例)。
插头镀镍和镀金相关设备示意图如图3、图4所示(实际插头镀金机元件面和焊接面直流稳压整流器为组合整流器)。

图3 插头镀金线镀镍设备示意图
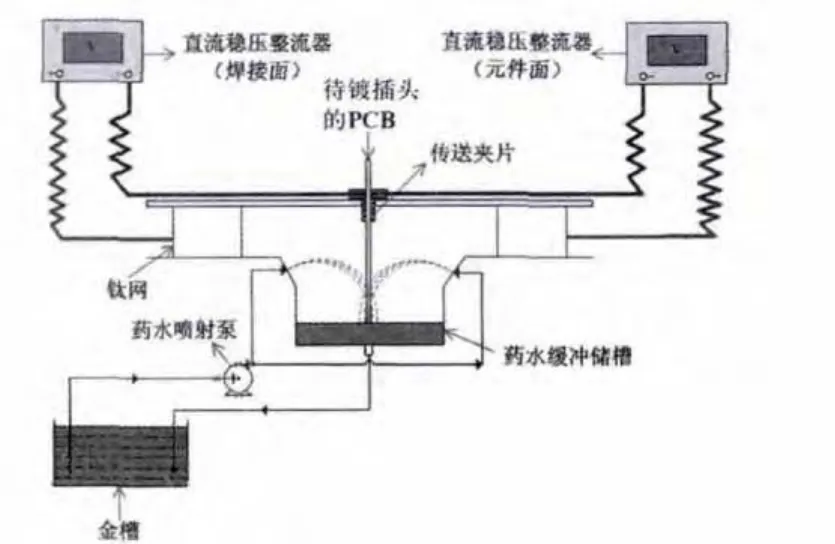
图4 插头镀金线镀金设备示意图
3 镀层厚度理论计算模型的建立
电镀镍金层理论模型如图5所示。

图5 电镀镍金层理论模型
电镀层厚度的计算必须借助于法拉第定律,法拉第定律是法拉第(Michael Faraday)研究电解时从大量实验结果中归纳得出的,它与温度、压力、电解液组成、镀槽的形状及尺寸等无关。它表示电镀发生时,通过电极的电量(Q)与电极反应的反应进度(ξ)之间的关系,如式(3)。

式中:Q为通过电极的电量[单位为库仑(C)],对PCB电镀镍金工艺来说,Q即为通过阴极(待镀板件)的电量,以QNi、QAu分别表示电镀镍、电镀金时通过待镀板件金手指的电量;z为电极反应的电荷数(即转移电子数,取正值),从上面的电镀镍反应机理式(1)和电镀金反应机理式(2)可以看出:zNi=2,zAu=1;F为法拉第常数(Faraday constant),其值为96485.309C·mol-1。ξ为电极反应的反应进度,其定义式如式(4)。

式中Δn为电极反应沉积的金属的物质的量(n)[amount of substance,单位为摩尔(mol)]的变化量,即Δn=n-n0(n0为电极反应起始时金属的物质的量,n为电极反应终止时金属的物质的量),若n0=0,则Δn=n。υ为该金属物质在电极反应方程式中的化学计量数,如在式(1)、式(2)中,金属镍和金的化学计量数υNi=1,υAu=1。结合式(3)和式(4)可以得出式(5)。

即法拉第定律可以表述为:电镀反应发生时,通过电极的电量(Q)与电极反应终止时沉积的金属的物质的量(n)成正比。
物质的量(n)、质量(m)、摩尔质量(M)之间的关系为式(6)。

如图5所示,我们假设镀镍层或镀金层为一层规则的长方体薄膜。薄膜的厚度(Thickness)为我们的目标函数,镀镍层厚度、镀金层厚度分别以TNi、TAu(单位:μm)表示。
镀层的质量(m)与镀层厚度(T)之间的关系如式(7)。

式(7)中ρ为镀层金属的密度(单位为kg/m3)、V为镀层的体积(单位为m3)、S为镀层的面积(单位为m2)。
从以上式(5)~式(7)可以得出通过电极的电量(Q)与镀层厚度(T)之间的关系如下式:

又根据电流(I)与电量(Q)的定义式:

式(9)表示电流大小即单位时间内通过导体某一横截面的电荷量,电流的单位为安培(A)。
插头镀金线生产过程中,电镀反应时间(t)与传统的静置浸浴电镀工艺通电时间(t)有所差异。
插头镀金线电镀反应时间(t)不仅与电镀槽的长度(L)有关,还与待镀板件的传送速度(v)有关,其关系式为:
那么就可以从式(8)~式(10)得出镀层厚度(T)的理论计算模型如式(11)。

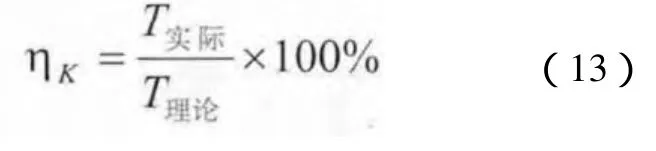
4 电流效率的计算
4.1 电流效率的基本概念
如上电镀镍和电镀金电极反应机理所示,当电极上有电流通过时,通常不只发生一个电极反应(阴极反应和阳极反应均是如此)。在电镀反应中我们将得到目标产物(如金属)的电极反应叫做主反应,其他电极反应则称做副反应。针对主反应来说,就有一个电流有效利用率的问题,电流效率的概念就这样产生了。实际在阴极上除了发生主反应之外,或多或少会发生一些其他副反应(如析氢反应、杂质金属离子的还原等)。电流效率作为电镀液三大关键技术性能指标之一(电镀液三大技术性能指标:电流效率、镀液的分散能力与深镀能力)与实际镀层厚度有直接关系。
电流效率是指,当一定电量通过电极时,实际获得的产物质量(m实际)与根据法拉第定律理论应获得的产物质量(m理论)之比,以下式表示:

式中:η为电流效率,阴极电流效率为ηK ,阳极电流效率为ηA。
大量实验证明,电镀液的ηK均小于100%,因为伴随着电沉积金属镀层的主反应,还有析出氢气等副反应。对于简单盐电镀Cu、Zn及Ag等,其ηK接近100%,只有少量氢气析出;而氰化物电镀液,这些金属电沉积的ηK只有60%~70%,不少电量消耗在析氢的副反应上。这些并不是说法拉第定律不正确了,而是在这种电镀液中,阴极通过的电量为主反应和所有副反应的总电量。
在实际插头镀金线生产过程中,直流稳压整流器通过导线输出电流至阴极和阳极,在传输过程中存在一定的电流损失。我们必须考虑因电流传输而导致的电流损失。传统的测定电流效率的方法很多,如以测量电镀金属镀液的阴极电流效率是在线路中串联一个特制的电量计(又叫库仑计)。若用电量计测定电流效率,那么电量计需具备以下3个条件:
(1)所选用测量电量的装置中的电极反应只有一个,即电流效率应为100%;
(2)电极上所获得产物应完全收集而无任何损失。
(3)测量电路中无漏电现象。
以上3个条件相对苛刻,在实际PCB电镀镍和电镀金过程中往往难以找到合适的电量计去测定其电流效率。但从镀层厚度(T)的理论计算模型式(11)可以看出,在L、S一定时,镀层厚度(T)只与变量I和v有关,那么我们可以更直接地得出下式来计算阴极电流效率:
4.2 镀镍电流效率
从式(11)中可以看出,在L、S一定时,理论镀层厚度(T)只与变量I和v有关。即理论镀层厚度(T)是关于变量I和v的二元函数,记为T=f(I,v)
将电镀镍反应对应于式(11),得出下式:

式中,常数MNi=58.69 g/mol;zNi=2;pni=8.90g/cm3;法拉第常数F=96485.309C·mol-1;如某S公司插头镀金线镀镍槽长度LNi=1.27 m;通过设计一款金手指板件,其受镀面积S=1468.8 mm2。该公司采用罗门哈斯提供的镀镍药水体系,在镀镍槽各药水参数在工艺正常控制范围内,通过给定一系列不同的电镀参数(INi和v)计算出理论镀镍层厚度TNi理论;同时通过试验结果,采用X-ray厚度测量仪测量出实际镀镍层厚度TNi实际。如下表1所示为镀镍电流效率试验结果:
从表1镀镍电流效率计算结果可以看出,若忽略X-ray厚度测量仪测量系统误差和药水浓度波动等造成的影响,插头镀金线镀镍电流效率ηK(Ni)≈61.2%
那么插头镀金线实际镀镍层厚度可以用式(13)表示:

4.3 镀金电流效率
同样,将电镀金反应对应于式(11),得出式(16)。
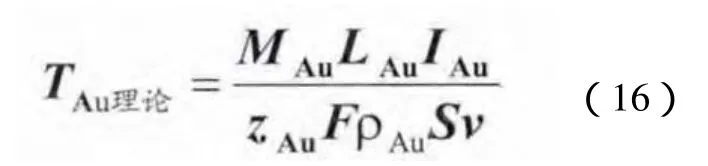
式中,常数MAu=196.96 g/mol;zAu=1;pAu19.30 g/cm3;法拉第常数F=96485.309C·mol-1;如某S公司插头镀金线镀金槽长度LAu=0.665 m;通过设计一款金手指板件,其受镀面积S=1468.8 mm2。该公司采用罗门哈斯提供的镀金药水体系,在镀金槽各药水参数在工艺正常控制范围内,通过给定一系列不同的电镀参数(IAu和v)计算出理论镀金层厚度TAu理论;同时通过试验结果,采用X-ray厚度测量仪测量出实际镀金层厚度TAu实际。如表2所示为镀金电流效率试验结果。
从表2镀金电流效率计算结果可以看出,若忽略X-ray厚度测量仪测量系统误差和药水浓度波动等造成的影响。
插头镀金线镀金电流效率ηK(Au)≈27.6%。
那么插头镀金线实际镀金层厚度可以用式(17)表示。


表1 镀镍电流效率试验结果
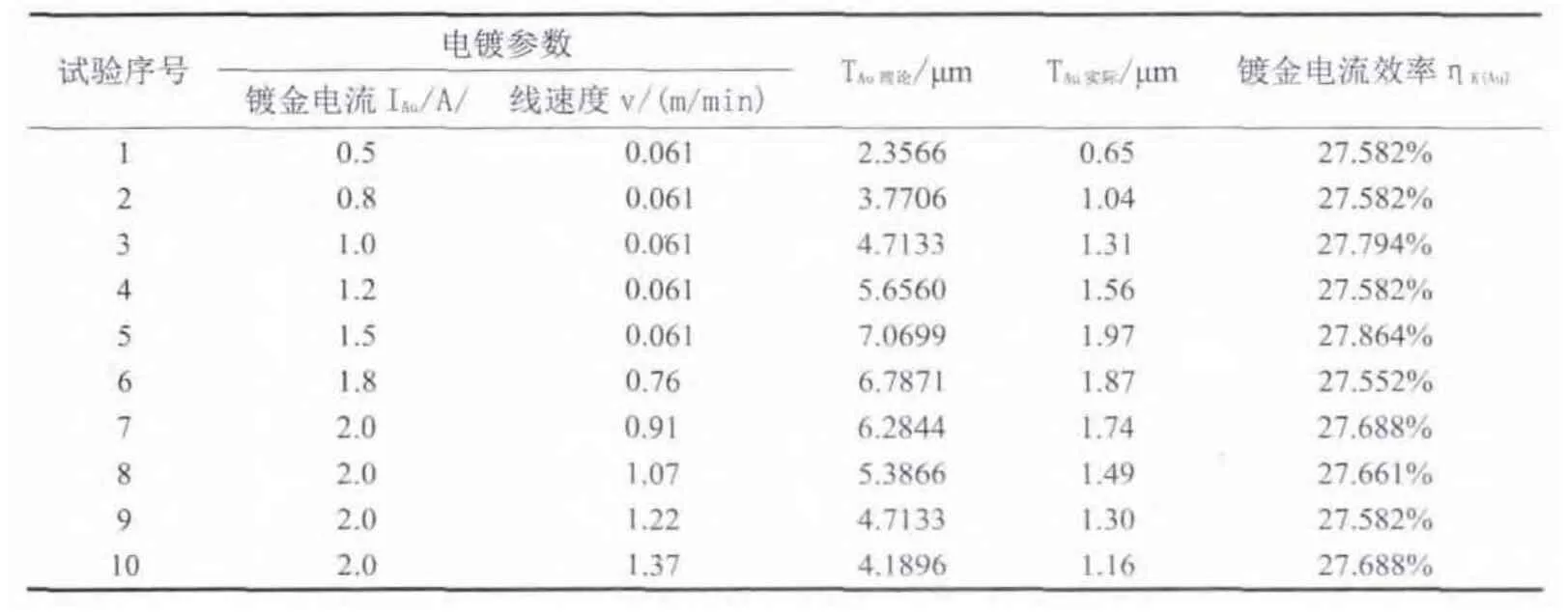
表2 镀金电流效率试验结果
5 试验验证
将不同料号的印制插头板在该插头镀金线进行电镀镍金试验,分别按照上面的式(15)和式(17)推算镀镍层和镀金层的实际厚度,试验结果如表3所示。
表3可以看出,通过镀层厚度实际计算模型得到的镀层厚度计算结果与最终X-ray厚度测量仪测量结果的平均误差的绝对值均小于1%,能够满足实际插头镀金线对镀层厚度的计算要求(按IPC-6012 3级标准,镍厚最大误差在3 μm×1%=0.03 μm以内,金厚最大误差在0.8 μm×1%=0.008 μm以内)。
6 结论
以上试验结果表明,上式(15)和式(17)关于插头镀金线镀层厚度实际计算模型均有效,能够很好地指导插头镀金线生产,大大降低了金手指PCB产品因镀层厚度不符而失效的风险,也为插头镀金线镀层厚度计算提了理论依据。
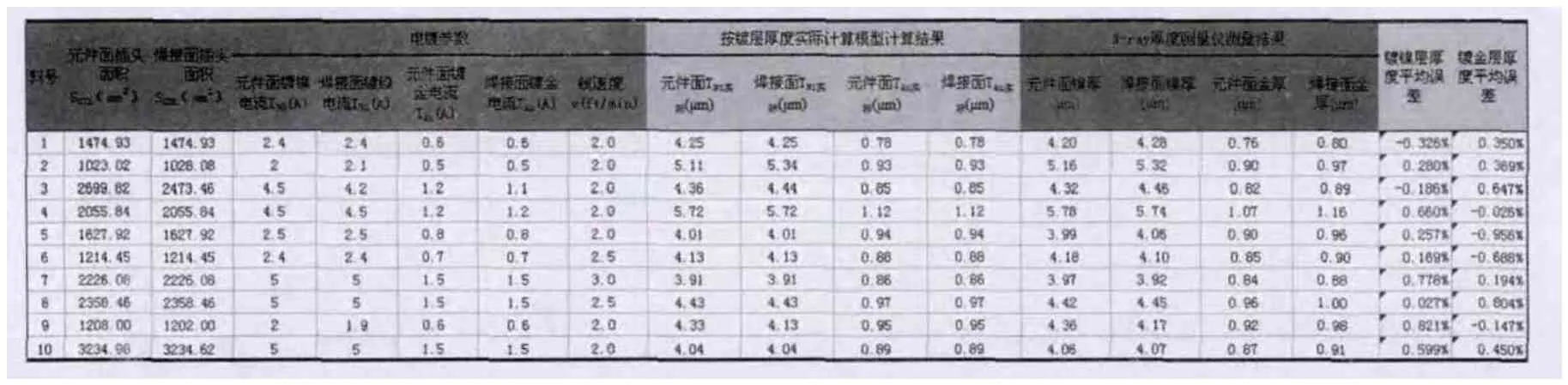
表3 不同料号的印制插头板在插头镀金线进行电镀镍金的试验结果
参考资料
[1]天津大学物理化学教研室 编. 物理化学第四版[M].高等教育出版社.
[2]台湾电路板产业学院. 电路板湿制程全书[M].
[3]袁诗璞. 电镀液的电流效率[J]. 电镀与涂饰, 2009,2,第28卷, 第2期.
[4]梁时骏等. 电镀层厚度的简便计算[J]. 电镀与精饰,1991,11,第13卷 第6期,(总81期).
[5]覃奇贤等. 电镀液的电流效率及其测定方法[J]. 电镀与精饰, 2008, 4, 第30卷 第4期(总181期).