米发糕固体老酵制作工艺研究
2014-05-25辛儒岱黄江艳祁婷婷李秀娟潘思轶
辛儒岱 黄江艳 丁 慧 祁婷婷 李秀娟 潘思轶
(环境食品学教育部重点实验室华中农业大学食品科学技术学院1,武汉 430070)
(品升商品检测(上海)有限公司北京分公司2,北京 100176)
米发糕是以早籼米为原料,经浸泡、磨浆、发酵并利用汽蒸糊化而成型的发酵米制品,其成品表面光滑,内呈蜂窝状,口感松软绵甜,有独特的发酵风味,且具有促进消化、滋补身体等保健功能,在我国南方地区深受消费者欢迎。为了使传统米发糕的生产标准化、规模化和现代化,近年来已有学者对其生产工艺及加工过程相关理论进行了研究,包括品质评价[1]、原料米选择[2]、加工工艺优化[3]、老化和抗老化技术[4]、贮藏性能[5]等方面。
米发糕的独特风味是评价其品质的重要指标,而发酵剂对其风味及品质有直接影响。目前,市售米发糕基本都采用液体老酵发酵法,也称老浆法。传统液体老酵是前一天制作米发糕留下来的发酵好的米浆液,含有丰富的微生物群,能够发挥多种微生物共生的优势,糖化、发酵、酯化协同进行,使制品组织结构柔软细腻而富有弹性,生成醇、酯、醛、酚、酸等多种香气物质且产生特有的酸甜风味。然而由于传统的老浆微生物菌系复杂,水分含量高,在贮藏过程中菌种的活性和比例容易发生变化[6],还可能引入杂菌,导致传统方法制作的米发糕品质不稳定,不利于工业化生产。
王玉芳等[7]从传统老浆中分离筛选出卡斯特酒香酵母和植物乳杆菌,制成了双菌发酵剂,但并未对该发酵剂制作的米发糕与传统老浆法制作的米发糕的风味和品质进行对比研究;吴鹏[8]也对传统米发糕老浆中的微生物菌系进行了研究,筛选出了优势菌株,研究了单菌种发酵米发糕与复合菌种发酵米发糕的质构特性与香气成分。这些研究具有一定应用价值。然而传统老酵微生物丰富,它们的共同作用才使得米发糕具有独特的口感与香气,现有的相关研究最多只选用2种菌种进行复配,制作的米发糕感官品质和特征香气与传统老酵发酵的米发糕还是存在一定差距。
本试验在对武汉传统米发糕老酵的民间制作方法进行调查和研究的基础上,以老酵的发酵力和米发糕的感官品质为评价指标,研制了一种贮藏方便、品质良好的固体老酵,并对其制作的米发糕进行了挥发性成分分析,以助于米发糕工业化生产,进而推进传统食品工业化进程。
1 材料与方法
1.1 试验材料与试剂
早籼米、糯米、白糖:市售;传统液体老酵:武汉市武昌区自由路户部巷;安琪甜酒曲:安琪酵母股份有限公司;2-辛醇(98%):阿拉丁试剂(上海)有限公司。
1.2 主要仪器设备
SP-6890A型气相色谱仪(氢火焰离子化检测器):山东鲁南瑞虹化工有限公司;6890N-5975B型气相色谱-质谱联用仪:安捷伦科技有限公司;DF-101S型集热式恒温加热磁力搅拌器:郑州长城科工贸有限公司;50/30μm DVB/CAR/PDMS商用固相微萃取头:美国Supelco公司;JL-100型电动多用磨浆机:重庆友昌机械制造有限公司;YXQ-LS-18S1不锈钢手提式压力蒸汽灭菌锅:上海博迅实业有限公司医疗设备厂;PYX-DHS隔水式电热恒温培养箱:上海市跃进医疗器械一厂。
1.3 试验方法
1.3.1 固体老酵的制作
1.3.1.1 米酒制作
糯米洗净后用水浸泡,上锅蒸30 min,冷却,用无菌冷水淋饭降温,装入器皿中撒甜酒曲拌匀(酒曲为糯米质量的1%),置30℃保温箱中发酵。
1.3.1.2 固体老酵制作
称取一定量的早籼米,加水浸泡12 h,加入制好的米酒和煮熟并冷却的米饭,磨浆,将米浆液置于恒温下发酵后干燥,4℃储藏。
1.3.2 米发糕制作
米发糕制作工艺参照文献[1]。称取适量的早籼米洗净,在常温下(25℃左右)浸泡24 h,其中水与米的质量比为0.8∶1;磨浆后加入老酵在34℃发酵4 h,其中米浆与老酵的质量比为1∶0.1;加入5%白糖,混匀后注入直径55 mm、高15 mm的模具内,在常压下汽蒸20 min即可。
1.3.3 固体老酵相关指标测定
1.3.3.1 量筒发酵试验[9]
将25 g米浆置入100 mL量筒底部后放在温度为34℃、湿度为85%的恒温恒湿箱里发酵,每30 min测定1次米浆体积,共发酵6 h,分析米浆发酵过程中米浆的持气能力和酵母的产气能力之间的相关性。发酵0~2 h间的持气量为Vl;发酵2~4 h的持气量为V2;发酵4~6 h的持气量为V3;6 h内总持气量为V。
1.3.3.2 二氧化碳失重法测定酵母发酵力[10]
将25 g米浆置于已恒重的表面皿上,于温度为34℃、湿度为85%的恒温恒湿箱里发酵,每30 min称重1次,共发酵6 h,记录其在发酵过程中每隔30 min失去的重量。
1.3.4 米发糕相关指标测定
1.3.4.1 米发糕感官评价
采用6人评分取平均值法。评价标准参考文献[1]。
1.3.4.2 米发糕挥发性成分分析
采用顶空固相微萃取/气相色谱-质谱法。称取2 g米发糕迅速切碎放入10 mL样品瓶中,加入5 μL内标(2-辛醇,0.1 mg/mL),然后用聚四氟乙烯隔垫密封,置于磁力搅拌器上,用DVB/CAR/PDMS商用萃取头于60℃下萃取60 min,然后迅速将萃取头插入气相色谱仪于230℃解吸6 min。采用内标法(相对校正因子均为1)对所有物质进行半定量分析。
1.3.5 老酵制作工艺优化单因素试验
选取米酒发酵时间、米酒添加量、米饭添加量、米浆发酵温度、米浆发酵时间5个因素,每因素5~8个水平进行试验,各因素水平见表1。以发酵力和米发糕的感官评分衡量老酵的质量。
表1 单因素试验的因素和水平
1.3.6 老酵制作工艺优化正交试验
按照表2进行正交试验。

表2 正交试验表
1.3.7 老酵成型干燥工艺
老酵制作完毕之后,于30℃干燥19 h,此时水分降至10%~14%,发酵剂呈固体块状,碾碎,4℃储藏备用。
1.4 数据处理
采用SPSS13.0统计分析软件对试验数据进行分析。用误差棒表示3次平行试验的标准偏差。
2 结果与分析
2.1 单因素试验
2.1.1 米酒发酵时间对老酵品质影响
由图1可知,量筒发酵总体积V和发糕总评分在米酒发酵24~42 h内均随着米酒发酵时间增加而迅速变大,这是由于米酒发酵30 h以后,糖含量开始大量积累,糖量适中,酵母菌迅速繁殖,发酵作用逐渐趋于旺盛期[11],推测该阶段霉菌与酵母菌处于平衡状态,处于良性发酵环境。而48 h时大幅度降低,可能是由于霉菌与酵母在此时开始竞争糖源,酸度较高,抑制了霉菌等其他微生物生长。而后各指标又开始上升,推测微生物进入二次生长阶段,菌种数量又开始增加,直到这种平衡状态被打破,即60 h以后发酵力开始呈略下降趋势而感官评分基本稳定,说明良性发酵环境基本结束。对于CO2失重而言,除48 h失重最少以外,其它差异不大,54~72 h的发酵力略高,而60 h时最好。因而,本试验确定为米酒发酵时间为60 h。

图1 米酒发酵时间对米浆发酵体积、米发糕感官评分和米浆二氧化碳失重的影响
2.1.2 米酒添加量对老酵品质影响
由图2可知,V和发糕感官评分在米酒添加量为20%时达到最大值,此时V1同为最大值,而V3呈负值,说明此米酒添加量下老酵前2 h发酵能力最强,2 h后发酵力下降。当米酒添加量为24%时,V2有最大值,说明此时发酵高峰在2~4 h,此条件下发糕的感官得分也较好;而米酒添加量为16%时,V3有最大值,发酵高峰在4~6 h,但此时发糕的感官得分稍低;当添加量低于12%时,量筒发酵体积均较低,米发糕感官品质也较差。由CO2失重可知,米酒添加量在12%~16%时,酵母的发酵力最强。因此,综合考虑老酵发酵能力和米发糕品质,米酒的添加比例应为原料籼米总量的16%~24%。
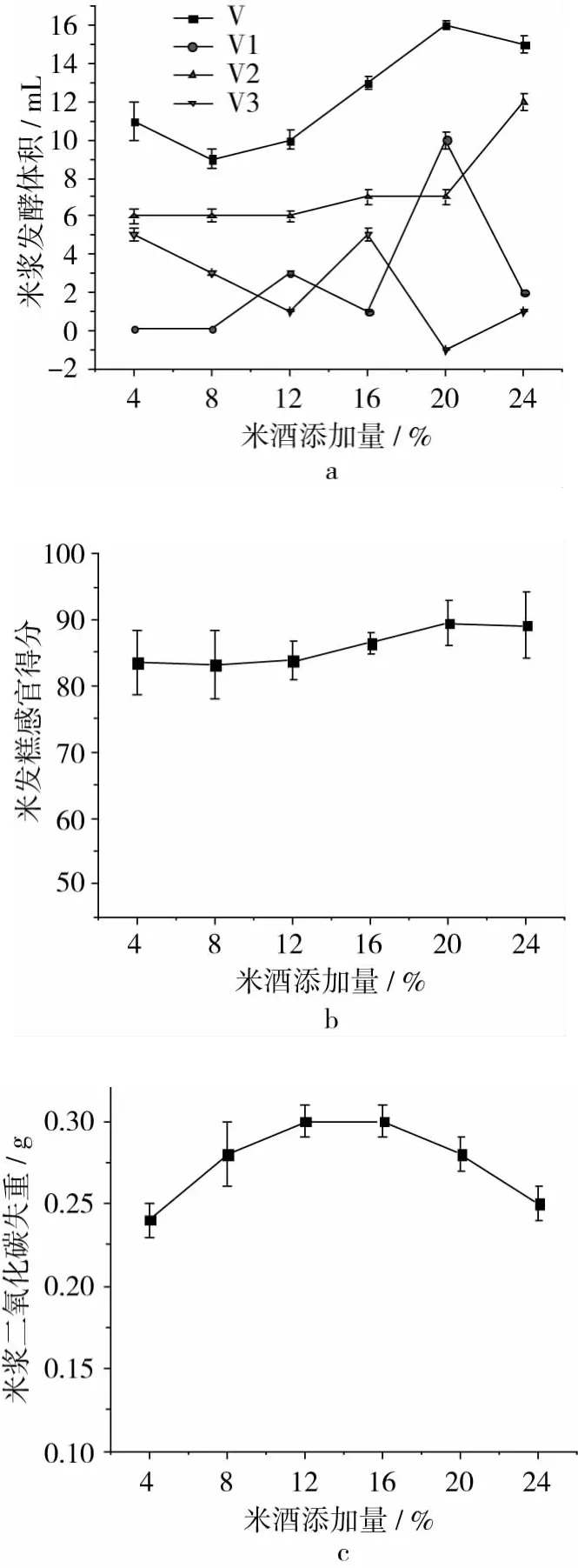
图2 米酒添加量对米浆发酵体积、米发糕感官评分和米浆二氧化碳失重的影响
2.1.3 米饭添加量对老酵品质影响
生米经过蒸制,淀粉受热吸水糊化,结晶结构破坏,易受淀粉酶作用,有利于酵母菌生长。由图3a和图3b可知,米饭添加量为18%时V有最大值,低于18%时对V影响不大;V1在米饭添加量为10%时最大,此时发糕感官得分也较高。图3c表明,米饭添加量为14%时,酵母的发酵力最强,随后迅速减弱,但此时米发糕感官品质较差。综上,米饭的添加量为10%左右。

图3 米饭添加量对米浆发酵体积、米发糕感官评分和米浆二氧化碳失重的影响
2.1.4 发酵温度对老酵品质影响
由图4可知,发酵温度为33℃时,V、V1、V3均最大值,且米发糕的感官评分也较好;低于33℃时发酵速度慢;高达41℃时,米发糕会有腐败恶心的臭味,说明优势菌发生了变化。由CO2失重情况可看出,发酵温度为37℃时发酵能力最强。因此,发糕的发酵温度可以暂定为33~37℃。

图4 米浆发酵温度对米浆发酵体积、米发糕感官评分和米浆二氧化碳失重的影响
2.1.5 发酵时间对老酵品质影响
由图5可得,随着发酵时间延长,V、V2和米发糕感官评分都增加,尤其在9~11 h增长较快,米发糕的感官品质迅速变好,11 h时品质最佳;V1在发酵时间9 h最高。由CO2失重情况可看出,酵母的发酵力在9 h最优,随后迅速下降。因此,发酵时间暂定为9~11 h。
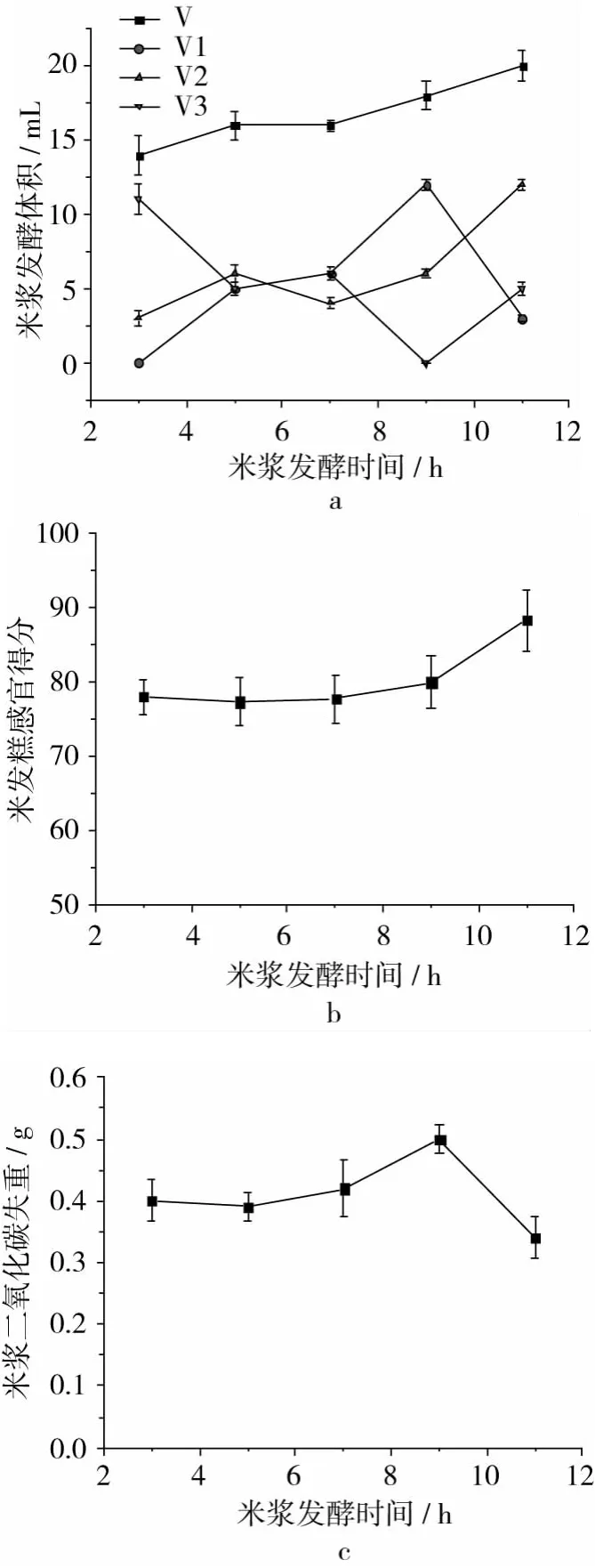
图5 米浆发酵时间对米浆发酵体积、米发糕感官评分和米浆二氧化碳失重的影响
2.2 正交试验
发酵剂制作工艺正交试验结果见表3,直观分析结果见表4,方差分析结果见表5。
由表4和表5可知,方差分析与直观分析结果一致。以量筒发酵体积为指标,B、C和D各水平间均值存在极显著差异,四因素对结果影响顺序依次是D>C>B>A,最佳水平组合是A3B3C2D1。对于CO2失重,B和C各水平的均值之间存在极显著性差异,四因素影响顺序依次为B>C>A>D,最佳水平组合是A2B2C2D2。同样地,以发糕感官评分为指标,A和B各水平的均值之间存在显著性差异,四因素对结果影响顺序依次为A>B>C>D,最佳水平组合是A3B2C2D2。
综合来看,采用不同评价指标所得各因素的最优水平存在差异,根据方差分析和因素贡献率结果,在确定最优水平时应优先考虑的因素顺序是B、C、D、A。综合考虑选取A3B2C2D1的水平组合,即最优发酵工艺为:米酒添加量24%,米饭添加量10%,发酵11 h,发酵温度32℃。

表3 老酵制作工艺优化正交试验结果表

表4 直观分析结果表
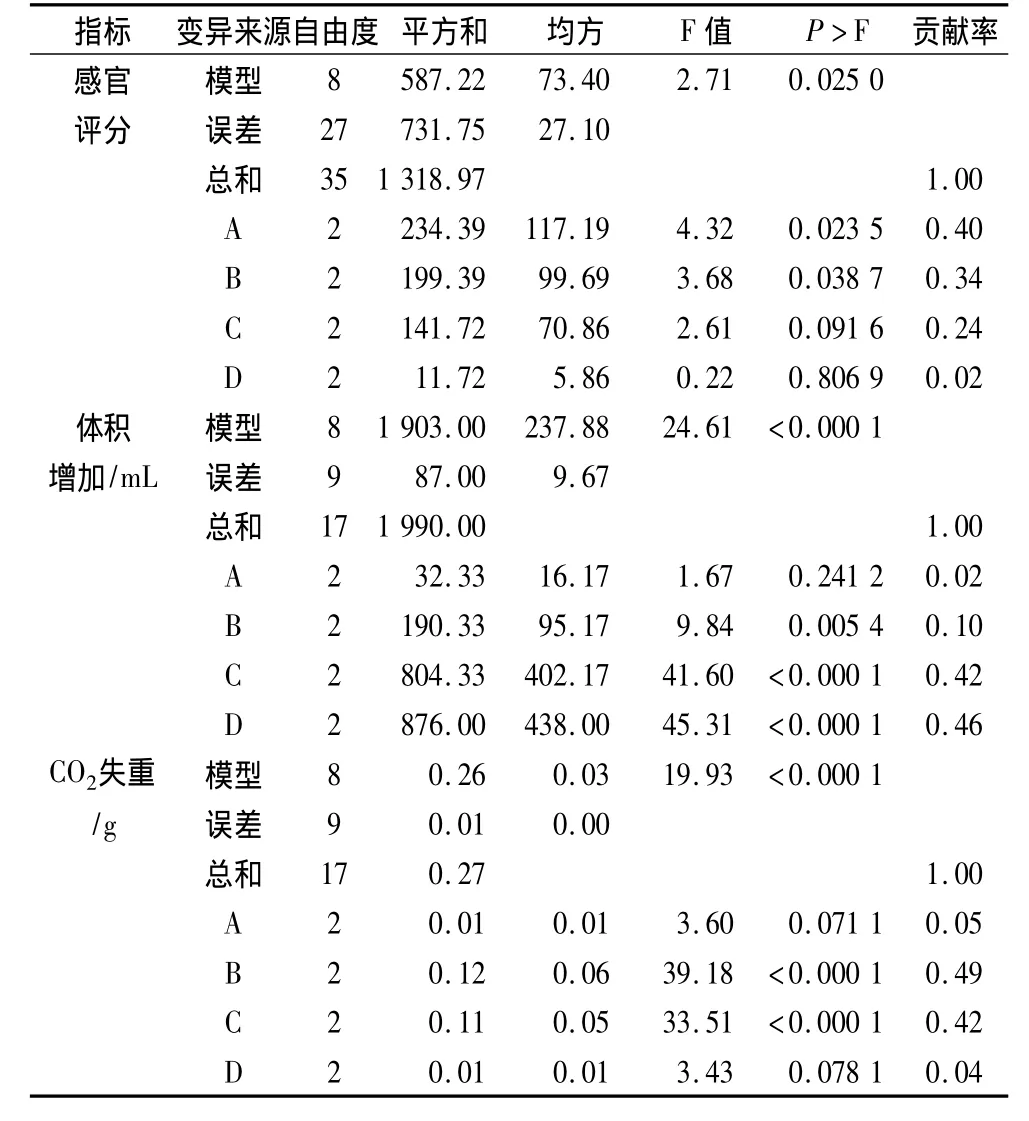
表5 方差分析表
2.3 传统液体老酵与固体老酵发酵米发糕挥发性成分分析
由表6可知,传统液体老酵制作的米发糕挥发性成分种类比固体老酵制作的米发糕稍多,但这几种都不是米发糕的特征香气成分,对整体香气贡献可以不计;从挥发性成分总含量看,固体老酵发酵的米发糕为 657.05 μg/kg,比传统液体老酵发酵的(483.3 μg/kg)有大幅度增加,尤其是固体老酵发酵的米发糕中多种特征香气成分的含量比传统老酵发酵的高,说明固体老酵发酵的米发糕不仅保留了传统米发糕的特色风味,还进一步增强了其特征香气。感官评价也表明,固体老酵发酵的米发糕十分令人满意,比一般市售的米发糕香气更为浓郁。
3 结论
制作米发糕专用固体老酵的最佳工艺:以安琪酒曲为酵种,于30℃糖化发酵60 h生产米酒;然后取早籼米浸泡12 h,添加制好的米酒和煮熟并冷却的米饭(早籼米∶米酒∶米饭的质量比 =1∶0.24∶0.1),加水磨浆(早籼米∶水质量比=1∶0.8),浆液于32℃发酵11 h,干燥后得到米发糕固体老酵。该老酵发酵的米发糕比传统液体老酵发酵的米发糕挥发性成分含量更高,感官品质更好,为米发糕及其发酵剂的工业化生产提供了依据。
[1]沈伊亮.米发糕品质评价与加工工艺的研究[D].武汉:华中农业大学,2009
[2]沈伊亮,陈德文,李秀娟,等.大米品种特性与米发糕质构特性的相关性研究[J].食品科学,2009,30(7):79-82
[3]郭蕾,刘小翠,沈硕,等.米发糕生产工艺的研究[J].粮食与饲料工业,2010(7):26-28
[4]陈德文,沈伊亮,吴鹏,等.米发糕贮藏期内水分变化与老化关系的研究[J].中国粮油学报,2009,24(4):6-8
[5]方炎鹏,袁佰华,熊善柏,等.米发糕的储藏品质研究[J].中国粮油学报,2011,26(3):1 -4
[6]柏芸,熊善柏,王欢欢,等.传统发酵食品米发糕生产工艺的革新与现代化[J].粮食与食品工业,2009,16(5):4-6
[7]王玉芳,刘小翠,鲍方芳,等.米发糕的双菌发酵剂工艺研究[J].中国粮油学报,2012,27(8):88-92
[8]吴鹏.米发糕发酵菌株筛选、发酵条件优化及香气成分的研究[D].武汉:华中农业大学,2009
[9]张守文,富校轶.面粉与酵母在面团发酵中相关性研究[J].粮油食品科技,1999,7(6):5 -10
[10]肖冬光,刘青,李静.面包酵母发酵力测定方法的研究[J].食品工业科技,2004,25(11):61 -63
[11]王民俊.小曲米酒生产工艺(一)[J].酿酒科技,2003,115:114-116.
