车磨结合加工偏心套
2014-05-14武汉中冶易新科技有限公司湖北430415夏志刚
武汉中冶易新科技有限公司(湖北 430415)夏志刚
圆盘剪是薄板表面处理生产线的重要设备之一,其主要零件主轴偏心套的加工精度要求高,内孔、外圆都要求氮化处理后磨削,加工难度大。我公司承接的宁波某薄板公司的脱脂生产线的圆盘剪主轴偏心套如图1所示。
1.工艺分析
偏心套在C6163车床上先粗加工完内孔外圆后,调质处理,再上车床精加工出外形,留磨削余量0.3mm,然后上TK6513数控镗床,利用已加工好的外圆找正中心,利用数控偏移内孔中心后精镗内孔,保证偏心距精度,留磨削余量0.3mm,送热处理氮化处理,深度0.5~0.6mm。由于其外径 φ255H5,内外圆偏心距为(18±0.02)mm,我公司现有磨床M1450,其磨削范围为φ500mm×2 000mm,如果在此磨床上磨削偏心套内外圆,在使用百分表找正时,百分表量程为10mm,偏心套的偏向距为18mm,不能测量检查偏心孔的偏心距,同时在磨床上装夹找正370mm长偏心套的直线度也比较困难。为了解决此问题,我们决定把磨床磨头装在一台精度保持较好的C6163×3m车床上,利用心轴工装,结合中托板的进给刻度盘和百分表读数测量出内孔偏心距,以达到找正偏心套、磨削内孔的目的。为此我们根据C6163车床中滑板和M1450磨头底座尺寸做了一个过渡联接板工装,将车床中滑板上的小滑板拆除,装上工装和磨头,如图2所示。
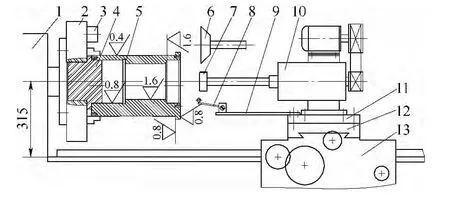
图 2
2.工艺分析
具体工艺如下:
(1)工件粗车调质后,上C6163车床,用自定心卡盘夹住偏心套φ280mm法兰端,精加工法兰外侧端面,提高表面质量,作为后续加工基准面,加工外圆φ255h5mm及端面,外圆留磨削余量0.3mm,中间无配合面φ253mm加工至图,然后掉头装夹找正,加工法兰 φ280mm外圆及端面至图样要求,φ280mm两端面平行度控制在0.005mm。
(2)TK6513镗床工作台加装V形块,上偏心套找正外圆及法兰基准端面,并打表找出偏心方向,数控主轴移动偏心距,精镗出全部内孔,φ180H6、mm内孔留0.3mm磨量,φ180H6端面留0.3mm磨量,然后钻攻全部螺纹孔。
(3)热处理氮化,氮化层0.6mm,硬度750HV。
(4)根据偏心套内孔实测尺寸配车小端带法兰闷头,过盈量为0.01~0.03mm。在偏心套上装上闷头,用两M10×10螺栓压紧,上C6163车床找正外圆及端面,钻顶尖孔。
(5)磨床上采用一夹一顶定位找正装夹偏心套,磨削外圆至图样尺寸要求。
(6)利用内圆磨头底座工装在C6163车床上装好内圆磨头,调整磨头中心高到315mm,与车床主轴中心高一致,将车床单动卡盘φ160mm内孔磨削,保证内孔轴线与导轨平行,再将车好的心轴工装用铜棒敲击装好,配合为过盈配合,过盈量为0.01~0.02mm。装好后,利用磨头将心轴与偏心套配合的外圆φ180及轴肩端面处进行磨削,保证心轴端面垂直度,外圆尺寸公差根据偏心套内孔测量尺寸留0.005~0.01mm配合间隙。
(7)按示意图在车床上装夹偏心套,将磁力百分表装在车床中托板上,结合中托板刻度盘读数和百分表读数可查看偏心套两端的偏心距。在偏心套法兰基准端面和外圆两端直线打表找正,偏摆控制在0.01mm内,找正后,在磨头上装φ156mm白刚玉端面磨碗形砂轮,磨削法兰端φ180H6深(55±0.1)mm处端面至图样要求,磨削时将φ180mm内孔底部径向磨深0.5mm,保证后续磨削内孔时孔底根部清根。磨削时将百分表表头顶在中托板端面,以百分表读数控制磨头进刀量。磨削参数:磨头线速度v磨=18m/s,n车=56r/min(砂轮转向相反),ap=0.005~0.02mm。
(8)换φ80mm白刚玉内圆磨杯形砂轮,依次磨削φ180H6和φ150+0.10mm两处内孔至图样要求,磨削参数:磨头线速度v磨=18m/s,n车=31.5r/min(与砂轮转向相反),ap=0.005~0.02mm,f=1.5mm/r。
(9)取下偏心套,更换心轴工装,再次利用磨头将心轴与偏心套配合的外圆φ180及轴肩端面处进行磨削,保证心轴端面垂直度。外圆尺寸公差根据已磨好偏心套内孔测量尺寸留0.005~0.01mm配合间隙。掉头装夹偏心套,利用法兰基准端面和外圆找正后,再用百分表检查已磨好的内孔,找正误差都控制在0.005mm以内,磨削内孔φ180H68至图样要求,磨削参数同上。
3.结语
磨削过程中,必须注意以下事项:
(1)磨头装好砂轮后,需要对砂轮作静平衡检测,控制砂轮径向跳动,提高磨削精度。
(2)由于车床导轨直线度有误差,磨削时注意结合百分表读数观察磨削火花,判断进刀量的细微变化。
(3)精磨内孔时,仔细测量内孔的内、中、外直径,发现内孔出现锥度情况时,在精磨走刀过程中进行径向进给补偿,消除锥度。
(4)最后精磨内孔至尺寸前,必须用金刚石修磨砂轮,保证磨削表面质量。
偏心套经磨削加工后,尺寸精度和表面粗糙度都达到图样设计要求,装配后,圆盘剪主轴径向、轴向跳动都小于0.02mm,整机试车效果良好。
