应用UG图解斜轧穿孔孔型开度值
2014-05-12卢立锋李双全王庆伟
卢立锋,李双全,王庆伟
(天津钢管集团股份有限公司轧管三部,天津300301)
应用UG图解斜轧穿孔孔型开度值
卢立锋,李双全,王庆伟
(天津钢管集团股份有限公司轧管三部,天津300301)
介绍了一种使用计算机辅助设计(UG)图解斜轧穿孔孔型开度值的方法,解决了在生产中用数学方法求解斜轧孔型开度值较复杂,难以应用的问题。应用UG对穿孔机轧辊空间位置进行计算机仿真后,作轧制线上某点的垂直截面,根据开度值假设条件,应用UG的软件功能求解开度值。以较简单的作图方式得到具有一定精度、能满足工程应用的开度值,并对开度值数据作了简要的分析。
UG;斜轧穿孔;孔型;开度值
1 引言
随着钢铁行业形势日趋严峻,市场经济亦发生了较大的转变,由原来卖方市场转化为买方市场,用户对钢管的几何尺寸及表面质量要求越来越高,特别是对钢管的壁厚要求更为突出,这就对前期工序—钢管穿孔机—在工作过程中对毛管壁厚的加工均匀性进行严格要求。由于初期工作的固有模式,在前期工作中把空间的问题和平面的问题相混淆,取顶头平整段锥解等于轧辊出口锥角。在工作的过程中咬入角对轧辊的开口度影响比较大,致使相关间隙从平整区段往入口向出口方向逐渐增大,形成了影响管壁的螺旋形壁厚的产生,造成壁厚不均。虽然在前期工作中我们已经注意到了此类问题的产生,但基本是依靠经验进行调整,或是进行大量的数据计算纠正,但精确度一度得到质疑。近几年来国内同行业对斜轧穿孔机轧辊开口度的如何计算深入摸索研究,随着计算机在计算数值上功能的应用加强,更为计算开口度提供了便利条件。本文就以UG为手段,对求解轧辊开口度进行了讨论。
UG是一个交互式CAD/CAM(计算机辅助设计与计算机辅助制造)系统,为产品设计及加工过程提供数字化造型和验证手段,可以将复杂的问题简单的做,广泛应用于航空、航天、汽车、通用机械和造船等工业领域。为了提高连轧轧制过程中的荒管几何尺寸的精度,要求穿孔毛管几何尺寸精度偏差较小,需要调整工艺参数和工具来满足,其中轧辊的开度值就是关键的参数。如何精确计算轧辊开度值,根据以往的经验是利用空间解析几何的办法,先建立基本的数学模型,然后再求解。但是因为各个数据和轧件的关系比较复杂,整个计算过程数据计算量也非常大,如文献[2]中所提的轧辊开度方程,其运算量较大,求解复杂,说明用数学法求解开度值在实践中的应用受到限制。应用UG,根据简便的画图方式计算斜轧穿孔孔型开度值是一种简便的、有效的方法。
2 穿孔孔型开度值定义及工程应用中的意义
2.1 穿孔孔型开度值
在穿孔变形区范围内,做任意与轧制中心线垂直的截面,在该截面上,轧制中心线与轧辊的最短距离即为穿孔孔型在该截面上的开度值,如图1所示。

图1 穿孔孔型开度值示意图
2.2 穿孔孔型开度值在工程应用中的意义
了解开度值在沿穿孔轧线方向上的变化趋势,可以更为精确的辅助顶头、导板等轧制工具的设计,帮助更为合理地进行参数调整,提高穿孔变形的稳定性和均匀性,确保毛管高精度的质量。
3 UG作图法求解开度值
3.1 作轧辊平面、实体、空间位置和截面图
根据查得的相关资料显示,某厂使用轧辊上下布置的锥形辊穿孔机,咬入角的调整范围在8°~15°,辗轧角由安装位置确定,实际数值为15°,根据现场实际得知在沿轧制线方向上的某点到上下两个轧辊的开度值是相同的,在此只论述如何计算上辊开度值。在UG界面中,根据软件所提供的坐标系,作图画出上辊的形状轮廓,如图2所示。
以X轴为旋转轴,对上辊上半部分示意线绕旋转轴360°旋转出上辊整体形状,如图3所示。
应用UG功能,以坐标原点为中心将轧辊实体(见图2)绕Y轴旋转15°(辗轧角)后,再以坐标的原点为中心,绕Z轴进行某一角度(咬入角)旋转,形成上辊在三维空间的立体示意图,如图4所示。
新建一个基准平面,此平面垂直于X轴过坐标原点,截轧辊所得曲线如图5所示。
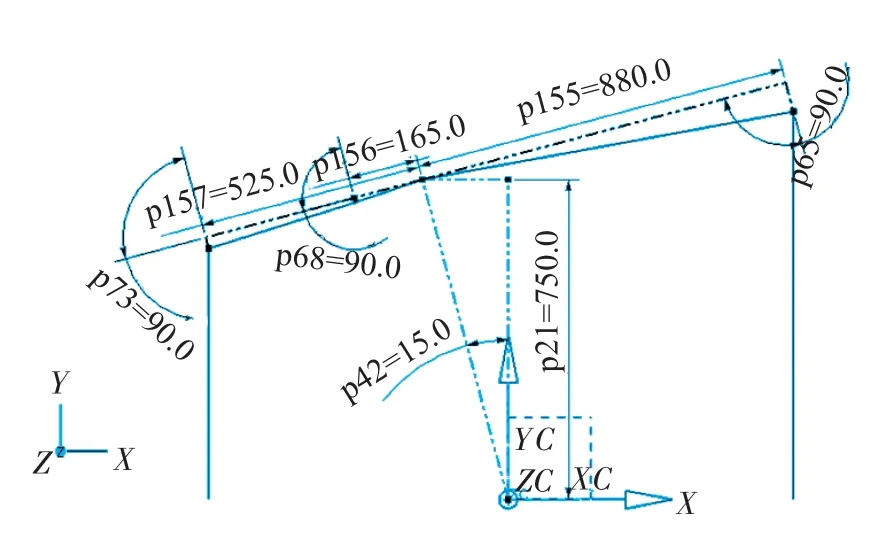
图2 上辊外行轮廓示意图
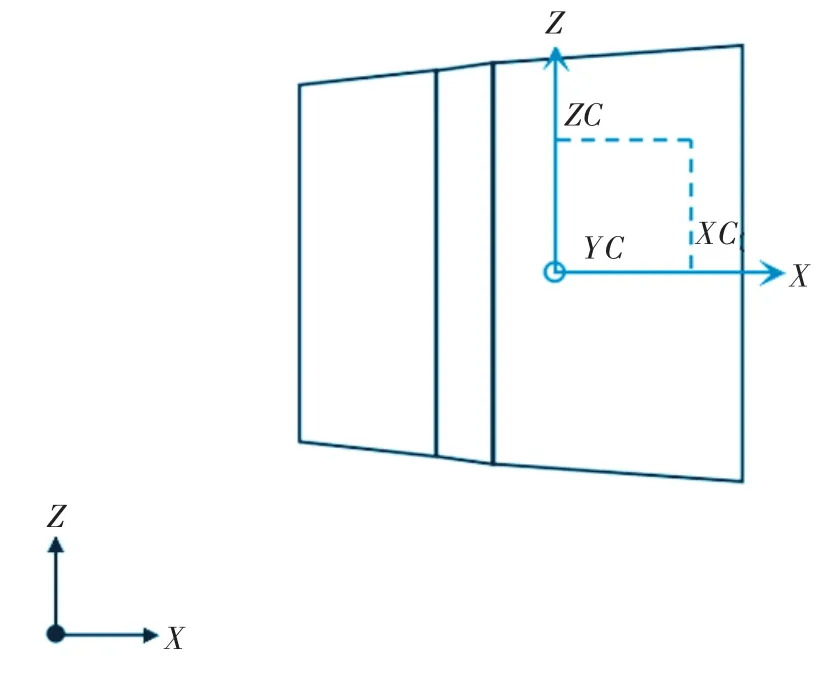
图3 上辊实体示意图
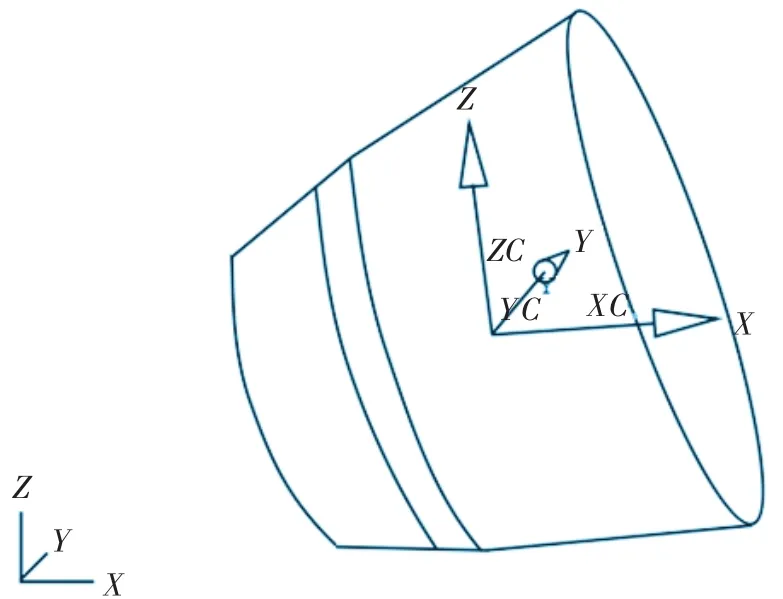
图4 轧辊实体空间位置示意图

图5 轧辊截面示意图
3.2 作各个截面图求解出开度值
以某厂实际生产中所使用的辊距值,建立出过孔喉中心的轧制中心线,将轧制线中心线看成第二用户的X轴,以正值代表为出口锥方向,负值代表为入口锥方向,孔喉中心为此X轴的原点。依此X轴,可以作各个截面图。结合生产实际,以某厂所使用的369孔型,取轧辊辊距为310为例,经作图总结,可得表1。
根据表1,可得不同咬入角下轧辊开度值变化势趋图,如图6所示。
4 分析
根据表1数据计算不同咬入角情况下的轧辊工作锥角,见表2。

表1 轧辊开度值/mm

表2 轧辊工作角度修正值

图6 不同咬入角下轧辊开度值变化势趋图
由表2可知,在相同咬入角情况下,距离孔喉越远,工作锥角的修正值越大;在同截面上,咬入角增大,工作锥角的修正值随着增大;当咬入角为0°时,工作锥角的修正值和辊面角设计值是一样的,根据工作锥角的修正值的变化规律和现场的实际相符和,说明模型建立得正确。由于咬入角是可以调整的,轧辊工作锥角就随咬入角的变化而变化,因此在穿孔设计顶头辗轧处工作锥角时尽可能使其接近于轧辊出口锥工作锥角的数值。
结合实际生产,当生产ø415×37 mm的毛管时,使用外方所提供的顶头,其推荐使用的前伸量为120,当X为260~300时,其轧辊工作锥角大致为5.02°,此时顶头辗轧段工作锥角为5.11°,二者的角度值相当接近,说明此顶头辗轧段工作锥角设计得较为合理,毛管内表面不会产生内螺纹缺陷。同时也可以精确计算出此时顶前压下率为6.67%,此值对穿孔机的调整也有一定的指导意义,可防止顶前压下率过大造成内折等缺陷。
从以上可以说明:利用UG计算出开度值,更有利于帮助设计出不同规格顶头,也可供穿孔机调整工参考调车,进而有助于提高产品质量,指导工业化大生产的顺利进行。
5 结语
使用计算机辅助设计(UG)图解斜轧穿孔孔型开度值的方法,解决了在生产中用数学方法求解斜轧孔型开度值较复杂,难以应用的问题。应用UG求解斜轧孔型开度值,为钢管生产工程应用提供了一种简便的、有效的方法。
[1]詹才俊.穿孔顶头辗轧段锥角的计算及合理设计 [J].钢管,1990,19(5):22-25.
[2]刘权娟,陈太生,钟锡汉.斜轧管机的辊型方程和开度方程[J].钢管,1995,24(2):8-15.
[3]李国桢.斜轧孔型开度值计算[J].钢管,1990,19(5):40.
[4]成海涛.菌式轧管机辊型设计的数学模型[J].钢管,1993,22(1):28.
[5]李国桢.现代钢管轧制与工具设计原理[M].北京:冶金工业出版社,2006.
Cross Rolling Piercer Pass Opening Illustration by UG
LU Li-feng,LI Shuang-quan and WANG Qing-wei
(Pipe Rolling Department 3,Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
The paper introduces a method to illustrate the pass opening of cross rolling piercer with computer aided design,Unigraphics(UG).It solves the problem of complicated and difficult application of mathematic method for resolving pass opening in production.After UG is utilized to simulate the spatial location of piercer roll in computer,a perpendicular plane is made from a certain point in the rolling line.Then under the assumed conditions pass opening is solved by means of UG software functions.With this rather simple illustrative method,pass opening with certain accuracy which can meet actual engineering requirement is obtained.In addition,a brief analysis on opening data is made.
Unigraphics;cross rolling piercer;pass;opening
10.3969/j.issn.1006-110X.2014.02.019
2013-09-08
2013-09-27
卢立锋(1978—),男,工程师,主要从事轧管技术研究及管理工作。
