油砂尾砂脱水处理技术的研究进展
2014-05-09李文深李晓鸥李东胜
吴 杨,李文深,李晓鸥,李东胜,刘 洁
(辽宁石油化工大学,辽宁 抚顺,113001)
油砂尾砂脱水处理技术的研究进展
吴 杨,李文深,李晓鸥,李东胜,刘 洁
(辽宁石油化工大学,辽宁 抚顺,113001)
介绍了世界各地油砂组成、尾砂形成原因、尾砂脱水研究意义及尾砂脱水处理技术的研究进展。详述了传统沉降法、混凝处理法及机械/物理法等油砂尾砂脱水处理技术,并对相应的技术做出评价。
油砂尾砂;脱水;沉降;混凝;机械/物理
前言
近年来,油砂作为最具代表性的非常规石油资源,以其储量大、分布广、利用价值高等特点而备受国内外原油市场的关注,其开采分离技术等也被国内外专家大量系统地探索与研究。目前,油砂稠油提取技术主要有3种:热水洗分离法、溶剂萃取法及热解干馏法。其中以热水洗法进行沥青提取操作的使用率最高,并已被工业化应用。在提取出油砂油的同时,也会形成富含大量水剂的尾砂。尾砂由沙、富矿黏土、水及残余沥青混合物组成,常常富含微米级细颗粒,呈现出脱水能力低、固化沙堆难度大的特点,而能否正确处置尾砂又关系到生态环境安全问题。近年来,国外研究者对如何提高油砂尾砂固化脱水能力作了大量研究实践工作,并取得一定进展。本文介绍了世界各地油砂组成、尾砂形成原因、尾砂脱水研究意义及尾砂脱水处理技术的研究进展。详述了几种主要油砂尾砂脱水处理技术,并针对每项技术作出相应评价[1]。
1 油砂组成及尾砂形成原因
1.1 油砂组成
油砂,属非常规石油资源。通常含有80%~90%的固体矿物(砂、黏土等)、3%~6%的水和6%~20%的沥青。其中固体矿物一般包括砂粒、黏土、金属氧化物、硫化物和碳酸盐,不同地区的油砂呈现不同的固体颗粒分布。按照加拿大对于固体颗粒的定义,黏土指的是粒径小于44 μm的颗粒。并且Farid等人[2]对油砂尾砂的化学和物理性质做过深入研究。而沥青是烃类和非烃类有机物质,是黏稠的半固体,包括大约80%的碳、氢和少量的氮、硫、氧及微量金属元素。世界上有超过70个国家储备不等量的油砂,但探明储量中90%以上集中在加拿大地区。与常规原油开发相比,油砂项目的开采周期长,可达30~40年,且出油率稳定,开发前景十分广阔。若这些资源均能有效开发利用,根据目前全球能源需求量,可充足使用100年[3~5]。各主要分布地区的油砂所含稠油、水及矿物质的含量比例见下表1[6~8]。
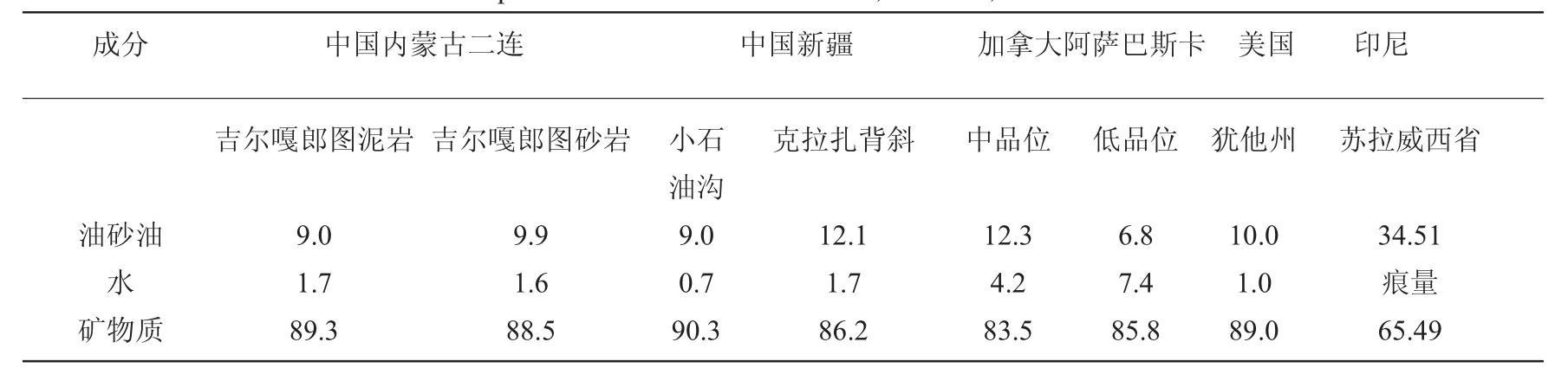
表1 中国、加拿大、美国、印尼油砂组成%(质量分数)Table1 The composition of oil sands in China,Canada,USA and Indonesia
1.2 尾砂形成原因
对于埋藏较浅的油砂矿,目前一般采取露天开采的方式。而露天开采的油砂要经过油砂分离、沥青改质和废物处理三个环节。其中油砂分离步骤多采用热碱水洗方式进行沥青提取操作。热碱水洗法于20世纪20年代由Clark博士等人提出,是利用采出的油砂与热碱水以及少量表面活性剂一起混合,加热并伴随不断搅拌,从而使得油和砂分离。沥青质原油由于密度差异的原因浮于碱液上方,从油砂中分离出来;而大量固体颗粒则留在洗液中,形成人们所说的“尾砂”,其中包括极少量残余沥青和超出沥青产量3倍之多的工艺水[9]。工业上,油砂的积极开采与利用,势必带来大量难于处理的尾砂,这就需要我们研究出可行的办法对此加以解决。
2 油砂尾砂脱水研究意义
仅以沥青生产为例,据统计,每生产一桶沥青,就会产生超过3 m3体积的尾砂,其中包括大量沥青提取过程剩余的工艺水,这将促使尾砂呈现高流动性不利于堆积处理。若继续以传统方式处理油砂尾砂,到2020年,产生的尾砂体积总量将从4×108m3增长到1×109m3,这极大地增加了尾砂的存储空间,给土地资源带来巨大压力,同时对生态环境安全构成一定威胁,更造成生产企业隐形成本增加。显然尾砂处理已成为一项关乎行业技术、土地资源、环境安全、经济协调发展和公共利益等诸多方面的关键问题[10]。所以,针对尾砂处理问题,应给与高度关注并研究出合理的解决方案。如果尾砂脱水处理可以顺利开展,那么大量工艺水可迅速得以回收并重新应用于油砂沥青提取过程,填补其中所需高达87%的水量[11],实现水资源闭路循环利用模式,节约水资源,减少占地面积;并且脱水处理所得尾砂根据自身特性可应用于建材制品、陶瓷材料及化工原料等方面[12]。
3 尾砂脱水的工艺进展
尾砂是否能够按要求排放,工艺水是否能够循环利用,这些已经成为影响油砂资源发展过程中重要的考虑因素。近几十年来,尤其是国外油砂市场,针对油砂尾砂脱水问题开展了大量探索研究工作,并已取得多项研究进展。加拿大能源保护局率先对尾砂处理问题制定了明确的文件规定,要求各工厂对尾砂的处理必须符合相应排放要求[13]。
3.1 重力沉降脱水法
重力沉降是指依靠地球引力场的作用,利用颗粒与流体的密度差异,使之发生相对运动而实现沉降的过程。初始尾砂主要由固体颗粒(粒径在0.1~300 μm,包括沙子、淤泥和黏土),水及极少量残余沥青组成[14],通过管线运输将初始尾砂投放到指定处理区域的沉砂池中,粗砂快速沉降形成以大颗粒为主导的沉砂池边堰。而大量的细砂与残余沥青悬浮于已形成的砂滩之上,固含量在3%~8%之间。经过数天,最上层形成自由水区,其中仍含有微量固体颗粒。在自由水区下面,固体颗粒继续沉降形成细砂区,固含量逐渐达到15%。再经过2~3年,细砂区形成固含量达到30%的成熟尾砂区,其拥有较高的黏度和剪应力,若不加以其它处理措施,数十年不再沉降。在油砂尾砂脱水处理过程中,重力沉降法是最早使用并且最为普遍的方法。这种方法简单易行且操作费用少,但若想重新获得干净的工艺水,所需时间过于漫长,所需空间也过于庞大,因而在今天的油砂行业中不再占据主流位置[15]。在1939年,K.A.Clark曾说过:“毫无疑问,热水洗法带来的最大问题就是尾砂如何处理。这些尾砂可能非常难于处理。”
后来发展到使用依据重力沉降原理研制的浓密机,目前只有一家油砂公司使用大型浓密机来处理尾砂,但并未得到理想效果,生产的尾砂底流始终无法达到理想强度。另两家公司正在投建可以形成高密度底流的新型浓密机。其中之一欲将底流与粗砂流和凝聚剂结合,形成所谓的无分离尾砂;另一家则将得到的底流直接投放到指定处理区域,形成固化材料,但时间较长。此外,Shell公司于2007到2009年间在如何实现高速率和高密度底流的浓密机问题上,进行了大量研究。但由于所形成的底流密度差异较大并且固含量达不到要求,所以未能投入实践生产。对于采用浓密机处理尾砂的方式而言,如何获得高密度、高强度的尾砂底流才是关键所在。
3.2 混凝处理脱水法
混凝是指微粒凝结现象。混凝分为凝聚和絮凝。凝聚是指在水中加入某些溶解盐类,使水中细小悬浮液或胶体微粒互相吸附结合而成较大颗粒,从水中沉淀下来的过程。絮凝是指由高分子物质吸附架桥作用而使微粒相互黏结的过程[16]。
3.2.1 无机凝聚法
在20世纪80年代,就已开始了对尾砂处理方法的专业研究。S等人针对加拿大阿尔伯塔省油砂尾砂进行了研究。研究结果表明:添加由最佳浓度镁离子或钙离子预处理后的阴离子型聚丙烯酰胺聚合物Superfloc A130,可得到最佳絮凝效果[17]。
对于行业领域来说,从最初的实验室研究、中试研究到原型测试,综合尾砂(CT)技术已沿用20余年。CT技术主要指利用旋风分离器从细砂和大量水中分离得到粗砂及少量水,再添加成熟细尾砂和凝聚剂到其中,形成新的尾砂流。实验证明,粗砂与细砂之比为4~5时,可快速释放工艺水,使其固含量提高到55%~60%之间。凝聚剂中的二价离子通过破坏颗粒双电子层和降低其表面电势的作用,从而凝聚细颗粒尾砂。这种新型尾砂相比于提取过程产生的尾砂来说,具有更高的密度并且不易分离。20世纪90年代Suncor公司已开始使用此项技术,该公司使用的混凝剂为石膏(CaSO4)。大量制备的综合尾砂将投放到尾砂池中,随着时间增长而逐渐变得紧实,从而释放自由水。随后Syncrude公司于2000年起,商业运行CT技术。在Syncrude公司发展CT技术的进程中,考察过多种助剂的效果,如酸,石灰,石膏,铝酸钠,硫酸铝钾,CO2及有机聚合物等。通过对被释放的自由水的质量,分离特性,脱水与固化速率及经济角度等因素进行考察,最终选择成本较低的石膏作为商业运行中的首选助剂。以上两大公司均采取添加Ca2+(大约1 kgCaSO4/m3尾砂)的方式,以促进细砂或黏土的聚集,从而提高自由水分子的释放速度和固体颗粒固化速度,减少大量囤积的成熟细砂及加快土地回收进程。在短时间内,可使固含量提高到80%并释放出大量工艺水。但回收的工艺水中积累的Ca2+会降低沥青提取效率,这意味着需要消耗更多的NaOH来提升速率;另一个问题是积累的SO42-发生厌氧还原过程将带来大量有害的H2S气体。如何生产符合标准要求的综合尾砂,如何构建适于CT排放并且在高剪应力下不分离的低能环境,是我们要考虑的问题[18~20]。
3.2.2 高分子絮凝法
利用高分子聚合物,例如聚丙烯酰胺等对尾砂进行絮凝处理。使尾砂细颗粒之间能够架桥集聚变大,或形成絮团,从而加快微粒的聚沉,达到分离目的。A.Sworska等人[21]研究了pH值,絮凝剂用量及二价离子对于阿萨巴斯卡油砂尾砂试样絮凝效果的影响。选用一种阴离子型聚丙烯酰胺Percol 727作为絮凝剂,得出结论:条件为pH值在4~6之间,Percol 727浓度为4.56×10-6mol/L或pH在5~9之间伴有 Mg2+存在,Percol 727浓度为 2.28×10-6mol/L时,沉降速率最快,上清液含固量最低且在酸性条件(pH<6)下,尾砂易于絮凝,沉降速率和清液含固量均可达到预期值。H.Li等人[22]在对Syncrude公司提供的油砂进行沥青提取和尾砂处理研究中提到,对初始固含量为25%的尾砂进行沉降实验研究。在不添加絮凝剂的前提下,阴离子型水解聚丙烯酰胺可利于尾砂沉降,浓度在1.71×10-6mol/L时絮凝效果最佳,上清液的体积可占总体积的77%;随着絮凝剂用量增加,絮凝效果逐渐变差,当浓度增加到8.57×10-6mol/L时,上清液消失。Tara Wang等人[23]针对两种不同细砂含量的油砂尾砂,进行了絮凝剂对尾砂脱水过程的影响考察。实验得出:对于M1011和Al-PAM两种聚合物来说,它们均能在沉降实验中起到有效作用;而Al-PAM在过滤实验中表现出更佳效果,最终从低细砂含量尾砂中获得的滤饼含水率为ω=(6.6±1.2)%,从高细砂含量尾砂中得到的滤饼含水率为ω=(16.9±0.8)%。采用絮凝法处理尾砂时,回收的工艺水中仍会存在一定量超细颗粒;而且水中残留絮凝剂也会对沥青提取操作的效率产生一定影响。
3.3 机械/物理脱水法
对于亟待解决的尾砂处理问题,研究者和商业运行商已广泛开展机械物理方法的研究,以便更有效地实现脱水分离。离心沉降是指依靠惯性离心力的作用而实现的沉降过程。过滤是以某种多孔物质为介质,在外力作用下,使悬浮液中的液体通过介质的孔道,而固体颗粒被截留在介质上,从而实现固、液分离的操作。实现过滤操作的外力可以是重力、压强差或惯性离心力等。
3.3.1 离心沉降法
R.J.MIKULA等人[24]利用阿尔伯塔油砂细尾砂(黏土总量占细颗粒总量的60%),考察不同离心条件对脱水分离效果的影响。离心条件限制在2400r/min,进给速率在1~4 L/min之间,实验得出,利用浓密机沉降所得底流尾砂,固含量为35%,离心所得上清液含固量为0.56%,离心底流固含量为52.7%。Shahid Azam等人针对油砂尾砂进行了离心脱水的研究,与重力沉降相比,参数g的值增长到2550时(g=1118r(0001R)2;r为半径,R为角速度),水的释放量增长了4.7%,滞化水量下降了30%,沉积固含量增加了7%,pH值从8.5下降到7.2,电导率值值从3295下降到2530 μs/cm,电动电势值从-40mV降到-28.7 mV。Dobroslav等人[25]针对成熟细尾砂进行了几项测试包括实验室渗透实验和离心分离实验。得出结论,渗透试验中随着有效应力逐渐增大,成熟细砂孔隙比逐渐下降;随着渗透系数增加,成熟细砂孔隙比逐渐增大。离心试验进一步阐明成熟细砂的固化特性,对比于前者的数值模型,离心试验沉降效果更佳。
近几年,离心分离技术在中试规模基础上越来越受关注。对比于重力场中的沉降效率低甚至完全不能分离的性质来说,离心沉降能够大大地提升沉降速度,设备尺寸也会相应减少。但如何实现大规模工业化生产将是面临的难题。
3.3.2 过滤分离法
过滤作为液固分离操作中最为传统且有效的方法之一,已广泛用于工业各领域。针对应用过滤方法处理尾砂的技术问题,在20世纪70年代末到90年代中期已进行大量实验研究,但鲜有公开文章发表。由于当时尾砂产量大且缺乏与之相适应的过滤动力及过滤面积,所以过滤效果并不理想,过滤速率慢,同时成本过大。20世纪80年代,Joseph K等人[26]利用带式真空过滤机对尾砂进行了研究,所得滤饼较为干燥,含水量为15%;滤液的固含量为4 %,其中细颗粒含量少于3%。徐春明等人[27]以阿尔伯塔北部油砂尾砂为原料,利用实验室微过滤设备对尾砂过滤效果作了深入研究。结果表明,细砂量从4.3%增加到20%,过滤比阻值会随之提高4个数量级,达到1013m/kg;当细砂量超过20%后,比阻值增长率趋于平缓。过滤压力为150kPa时,初始尾砂与絮凝预处理尾砂相比,随着细砂含量增加,比阻值的增长速率和滤饼含固量的下降速率均更显著。细砂含量小于4.3%时,滤饼固含量达到98%以上;而对于高细砂含量来说,初始尾砂形成的滤饼含量仅在80%,絮凝尾砂所得滤饼含固量仍可达到90%以上。不同压力值下,絮凝尾砂比阻随细砂含量变化无明显变化;而在同一细砂含量下,滤饼含固量随压力增加而增加。
从2008年起,阿尔伯塔大学利用油砂尾砂研究设备(OSTRF)[28]开始针对一项非传统过滤技术—切向流过滤进行研究。切向流过滤是指液体流动方向与过滤方向呈垂直方向的过滤形式。尾砂流通过流经一系列多孔管得以过滤。但此项技术目前仍处于实验室研究阶段,未得以广泛应用。张晨曦、Michael等人[29]考察了尾砂流动速度、过滤压力、尾砂颗粒粒径分布、固含量、过滤管特性及温度等对于尾砂切向流过滤效果的影响。可以得出,残余沥青会影响滤液通量率;高孔隙度的过滤孔道会提供更高的滤液通量率;低细颗粒含量会导致更高的滤液通量率;在切向流过滤中增加尾砂固含量不会影响滤液通量率。目前这项节能新技术仍处于研究阶段。
对于过滤分离液固两相,颗粒特性对其起到了深远的影响。颗粒特性主要指颗粒大小、粒径分布、形状及与流体之间的相互作用。这些因素均能在很大程度上改变过滤速率[30];同时利用机械方法实现尾砂脱水过程,对于能量的耗费,成本的巨大提高等问题均还需要研究者结合实际情况作出相应的改变,以使此类方法得以可持续发展利用。
4 结语
随着世界各地对油砂资源的表面开采量加大,采用热水洗法提取稠油的程度将逐渐加深。由此引发的尾砂脱水处理问题也将逐渐走入人们视野成为关注焦点。近些年,我国也已着力开发利用油砂资源,却鲜有人关注尾砂处理问题,致使我国对于尾砂脱水处理技术的研究较少,尚未形成完整的系统处理工艺。
基于目前对于尾砂脱水处理的研究现状,可预测未来尾砂脱水处理技术将形成以多种机械物理方式结合为主导的发展道路,同时尽可能实现脱水过程耗时短、能耗低、运行成本低的目标。随着各国研究人员对尾砂脱水处理方式的研究与开发,此项技术必将进一步发展,对于整个行业、经济、环境等方面具有着重要意义。
[1]MOHAMMAC MAHDI BADIOZAMANI,HOOMAN ASKARINASAB.Integration of reclamation and tailings management in oil sands surface mine planning[J].Environmental Modelling& Software,2014,51:45~58.
[2]FARID BENSEBAA,ABDUL MAJID,YVES DESLANDES.Stepscan Photoacoustic Fourier Transform and X-rays photoelectron spectroscopy of oil sands fine tailings:new structural insights[J]. Spectrochimica Acta Part A:Molecular and Biomolecular Spectroscopy,2001,57(13):2695~2702.
[3]ZHANG XIAOMING,PAN YI.Development and Application of Oil Sand[J].InternationalJournalof Scientific&Engineering Research, 2012,3(4):1~4.
[4]黄健雄.油砂资源现状及其开采分离方法浅谈[J].广州化工, 2011,39(8):24~26.
[5]崔守军.中加油砂项目合作与中国能源战略[J].现代国际关系,2011,12:50~61.
[6]HARNER N K,RICHARDSON T L,THOMPSON K A,et al.Microbial processes in the Athabasca Oil Sands and their potential applications in microbial enhanced oil recovery[J].Journal of Industrial Microbiol&Biotechnol,2011,38(11):1761~1775.
[7]李术元,王剑秋,钱家麟.世界油砂资源的研究及开发利用[J].中外能源,2011,16(5):10~23.
[8]高远,武跃,刘伯约,等.印尼油砂组成分析及资源回收方法探索[J].延边大学学报:自然科学版,2013,39(1):29~32.
[9]张刚,刘继伟,李留仁,等.油砂分离技术的研究现状及影响因素分析[J].内蒙古石油化工,2008(1):111~113.
[10]REVINGTON ADRIAN,WEISS MARVIN HARVEY,WELLS PATRICK,et al.Process for drying oil sand mature fine tailings: US,0043165A1[P].2013-02-21.
[11]GRAY MURRAY,XU ZHENGHE,MASLIYAH JACOB.Physics in the oil sands of Alberta[J].Physicstoday,2009,62(3):31~34.
[12]LONG J,LI H,XU Z,et al.Role of Colloidal Interactions in Oil Sand Tailings Treatment[J].AIChE Journal,2006,52(1):371~383.
[13]ERCB.Directive074:Tailings Performance Criteria and Require ments for Oil Sands Mining Schemes[S].Canada,2009.
[14]MASLIYAH J.Processing of tailings in Canadian oil sands industry[J].Trans.Nonferrous Met.Soc.China,2002,12(3):524~528.
[15]JEWELL R J,FOURIE A B,CALDWELL J,et al.Paste 2013[M]. Australia:Australian Centre for Geomechanics,The University of Western Australia,2013:3~18.
[16]RUSHTON A,WARD A S,HOLDICH R G.Solid-Liquid Filtra-
[17]RAO S RAMACHANDRA.Flocculation and dewatering of Alberta oil sands tailings[J].International Journal of Mineral Processing,1980,7(3):245~253.
[18]MAMER MELINDA,ENG P.Oil sands tailings technology understanding the impact to reclamation[J].Suncor Energy Report,2010(2):1~5.
[19]MATTHEWS J G,SHAW W H,MACKINNON M D,et al.Development of Composite Tailings Technology at Syncrude[J].International Journal of Surface Mining,Reclamation and Environment,2002,16(1):24~39.
[20]曹智,李小红,李庆华,等.表面修饰SiO2纳米微粒作为液体石蜡添加剂抗磨性能的研究[J].润滑与密封,2005(5):38~39.
[21]宣瑜,刘颖,赵修臣,等.纳米AlOOH及纳米Fe3O4粒子在液体石蜡中的摩擦学性能研究[J].摩擦学学报,2010,30(2):209~216.
The Research Process of Dehydration Technology in Oil Sands Tailings
WU Yang,LI Wen-shen,LI Xiao-ou,LI Dong-sheng and LIU Jie
(School of Petrochemical Technology,Liaoning Shihua University,Fushun 113001,China)
The composition of oil sand in the main areas of the world,the reason of forming oil sand tailings,the significance and the process of dehydration oil sand tailings were introduced.Traditional sedimentation method,coagulation method and mechanical/physical method were specified, and revelant technical evaluation was given.
Oil sands tailings;dewatering;sedimentation;coagulation;mechanical/physical
TE 624.1
A
1001-0017(2014)06-0455-05
2014-07-02
吴杨(1990-),女,辽宁沈阳人,在读研究生,研究内容:油砂尾砂处理新技术。
