AB变频器在斗轮堆取料机上的应用分析
2014-04-29王杰
摘 要:介绍AB公司1336PLUSⅡ系列变频器的特性、结构、作用及变频技术在斗轮堆取料机中回转机构上的应用特点,重点分析了变频器各端子的应用及重要参数设置要求,并对回转变频器在日常工作中出现的故障进行总结,提出解决措施。
关键词:AB变频器;供料设备;斗轮堆取料机;回转机构
变频技术是先进的电力技术和计算机技术合二为一的高效节能技术。日照钢铁厂机械化焦场斗轮堆取料机悬臂回转机构采用电机变频调速技术,实现了悬臂回转机构平稳调速的驱动控制。
一、变频器堆取料机技术特点
堆取料机作为焦、煤场的堆、取料移动设备,斗轮堆取料机的悬臂回转机构采用传统的全压工频驱动装置,悬臂回转机构不能根据负荷侧堆、取量来调整回转转速,造成电能严重浪费及降低设备寿命,增加维修费用。当采用变频器拖动回转电动机系统时以上问题均可迎刃而解。
二、变频器特性及结构分析
该机构选用AB公司的1336PLUSⅡ系列1366E-B030-AA-EN变频器,它采用最新的IGBT功率模块和高级的控制算法,以提供任何速度下的平稳性能,超长的转矩使电动机低噪声、高效率地运行。变频器结构上利用分层母排、平面结构和灵活的IGBT技术组件结构。具有自动节能器监视变频器电流的功能,与设置变频器的满载电流相比较,在空载时当送给电动机的实际电流小于编程设置的过载电流时,变频器将自动地降低输出电压,减小了轻载时电动机的励磁电流,从而减少了消耗的功能。
变频器由主回路和控制回路两部分组成,在主回路中,整流电路将交流电变换成直流电,直流中间电路对整流电路的输出信号进行平滑滤波,逆变电路将直流电再逆变成交流电。控制回路完成对主回路的控制,以及对进行转矩计算的CPU和一些相应的电压、电流检测回路的控制。变频器的控制方式为PWM正弦曲线控制方式,即动态转矩矢量控制方式,由控制系统高速计算电动机驱动负载所需功率、最佳控制电压和电流矢量,最大限度地发挥电动机输出转矩的作用。
三、变频技术在斗轮堆取料机中的使用特点
回转变频器有全自动、手动和定速运行三种控制方式。在斗轮堆取料机司机室内可监视回转转速及实现远方自动或手动操作,也可直接通过变频器键盘面板或外部通信接口进行点动运行操作。
变频器具有低速软启动功能,可平滑地大范围调节回转电动机转速,根据料量的多少将悬臂回转转矩调节至最佳。控制方式采用无速度传感器的矢量控制,变频器与斗轮堆取料机PLC进行速度控制信号交流的基本回路为0~10V直流模拟回路,当速度控制信号输入变频器时,将改变变频器的输出频率,即改变回转电动机的转速。变频器的U/f控制技术、可根据煤量调节输出电压的节能操作和回转转速随悬臂转矩平滑补偿控制功能,均能体现斗轮堆取料机回转机构变频技术稳定、可靠的节能性。
斗轮堆取料机其他电气设备的工频启动对电网的冲击是不可避免的,而回转变频器的瞬时低电压耐受功能,使斗轮堆取料机在电压由额定电压降至310 V时仍能继续运行,降低至310 V以下时能继续运行15 ms,尽可能地确保悬臂回转机构均匀、连续地进行堆、取料作业。
回转变频器的过载能力极强,当过载电流达到150% 额定输
出电流时,延时1 min动作;达到180%额定输出电流时,延时0.5 s动作。在堆、取料过载或塌方等情况下,可有效地对回转电动机及机械设备进行过载保护,另外对回转电动机还有过电流、接地、保险熔断、过电压和过热保护等作用。
四、变频器各端子的应用及重要参数设置
AB变频器在回转控制中端子应用:
1.电源端子TB1:用于接入三相交流电源及输出到电机的电源。
2.运行命令:通过变频器的电路板TB3上的数字I/O端子19-22实现回转机构的左右回转命令。
3.速度给定:通过电路板TB2的标准模拟量端子1-5实现回转速度的无级变速功能。
4.故障反馈:通过设置,由电路板TB2的数字输出端子13-15输出故障信号,与其他设备进行连锁,保证了设备的安全运行。
5.控制模式切换:通过外部继电器的状态来对回转速度的控制模式进行切换,KA416吸合,回转处于定速状态;KA416断开,回转速动控制转为变速状态。灵活地为回转提空了良好的控制性能。
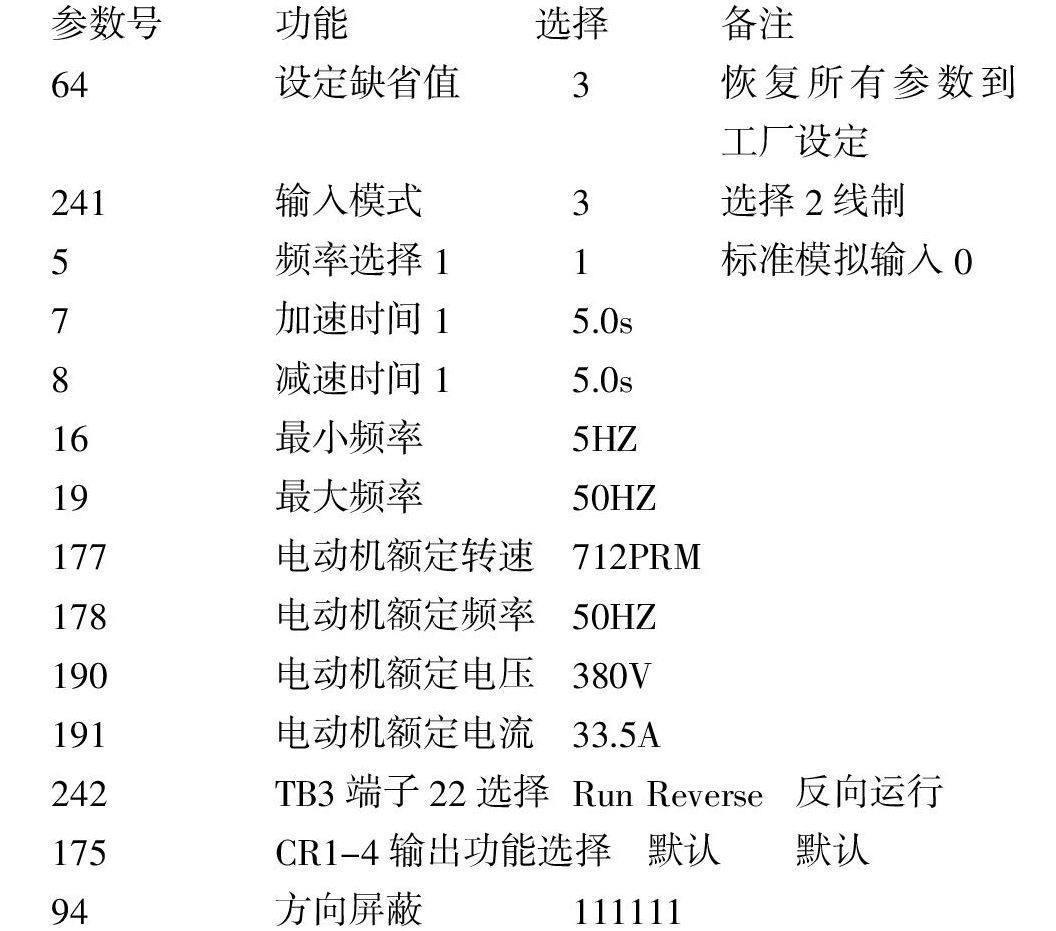
6.重要参数设置:
五、变频器常见故障及解决方案
1.故障显示:当发生故障时LCD通过显示一个与故障有关的简短的文本语句来描述故障,并提示故障代码。
2.故障复位:当没有彻底解决当前故障时严禁盲目复位,否则可能会造成不必要的事故。其故障复位主要分为以下两种:
(1)当设备出现故障后只要重新给变频器通上电就可清除变频器故障。
(2)将变频器参数设置“故障清除模式”设置为“使能”,当出现故障时通过外部接线使变频器接受一个有效的停止命令即可。通过第二种方式可以及时处理一般性故障,缩短故障处理时间。
3.故障及处理方式:
(1)电源掉电故障F03
处理方法:变频器运行中如果直流母线电压降至正常值的85%以下,而且超过500毫秒,报此故障。主要原因是滑线供电方面出现间断,通过在堆取料机电源滑线上加装双滑刀供电,极大地减少了故障的出现。
(2)过电压故障F05
处理方法:回转机构带动的是臂皮带,所以受大风环境影响的问题较大,当回轉速度调节过快或受顺风影响时会出现负反馈现象,电动机再生电压造成电压过高。通过调整回转电机最大频率的限制和加大减速时间,可顺利解决此故障。
(3)过载故障F07
处理方法:此故障属常见故障,主要由机械方面出现卡堵造成,出现此问题后重点检查现场机械有无卡阻,通过手动盘车来进行确认。
(4)电位器开路故障F09
处理方法:由于速度调节选择的是外部电位器,所以当电位器外部公共端子开路后,电位器引线间的电压大于3.9V时变频器报此故障。解决措施是更换电位器,将电位器引出线连接方式由插件连接改为采用焊锡焊接方式,杜绝此故障发生。
(5)过电流故障F12
处理方法:在瞬时值电流跳闸中检测到电流过高报此故障。主要原因是机械卡死或是回转电动机报闸损坏。
通过多年的使用,AB变频调速技术在炼铁厂机械化焦场斗轮堆取料机悬臂回转机构上的成功应用,是一种稳定、可靠的节能技术,它使设备维护工作量减少,延长设备的使用寿命,确保原料储存供应系统安全、稳定地运行,为高炉顺产提供了坚实的保障。
作者简介:王杰 男(汉族),河北省衡水市人,主要从事炼铁电气、自动化设备维护工作。
编辑 杨兆东