96-X型打磨车更换砂轮装置的研制
2014-04-27应周兴上海铁路局上海大机运用检修段
应周兴 上海铁路局上海大机运用检修段
96-X型打磨车更换砂轮装置的研制
应周兴 上海铁路局上海大机运用检修段
96-X型打磨车在保养作业中需要更换砂轮,劳动强度大,耗时多,还存在人身安全隐患。通过采用涡轮蜗杆传动的机械方式,靠手摇轮使蜗杆快速地稳定升降,实现砂轮置于该装置的托盘上螺栓准确对位,从而完成砂轮更换。
96-X型打磨车;砂轮;更换
1 引言
随着国家“十二五”计划的不断推进,采用大型养路机械进行铁路线路大修和维修作业已经成为我国铁路线路养护的主要方式。目前,上海局共配有6台96-X型打磨车,近几年来,每年打磨线路将近6000km,消耗砂轮9600块左右,随着大机养路机械养修水平的不断提高,砂轮更换的手工作业已经严重影响了大机保养的生产效率,其劳动环境恶劣,劳动强度过大,所花时间过长,对操作者的健康影响极大。为此设计了一套砂轮工装,大大提高了打磨车更换砂轮的生产效率,改善了操作环境。
2 机械设计方案
2.1 现场调查
96-X型打磨车装备了96个钢轨打磨机构,每个打磨机构都安装了一个砂轮。在施工结束后,机组都要组织人员进行报废砂轮更换保养作业。作业需要多人配合,且更换砂轮数量较多,每个砂轮重量为12kg左右,更换单个砂轮的时间为5min~8min,靠手工更换,劳动强度大,存在人身劳动安全隐患。经过现场测量,装置的动作行程与装置的总高度必须要控制在258cm以内,砂轮装置附近空间狭小,造成升降动作比较难实现,因此,96-X型打磨车在保养当中急需一种方便快捷、安全可靠、省时省力、重量轻的更换砂轮的装置。
针对打磨车的该问题,本文研制了一种便携式更换砂轮装置,装置固定在钢轨上,通过摇杆轮摇动,使蜗杆带动托盘上的砂轮稳定升降,直至砂轮盘底座,对位后上紧螺栓。
2.2 设定目标
(1)结构牢固可靠,固定在钢轨上面。
(2)重量小,组装砂轮方便。
(3)操作简单、安全,且速度快、升降平稳,砂轮组装时间在2min~4min。
2.3 工作原理
蜗轮蜗杆传动的两轴是相互交叉垂直的,蜗杆可以看成为在圆柱体上沿着螺旋线绕有一个齿(单头)或几个齿(多头)的螺旋,蜗轮就象个斜齿轮,但它的齿包着蜗杆。在啮合时,蜗杆转一转,就带动蜗轮转过一个齿(单头蜗杆)或几个齿(多头蜗杆),因此蜗轮蜗杆传动的速比i=蜗杆的头数Z1/蜗轮的齿数Z2。[1]
2.4 涡轮蜗杆传动的优缺点[2](与齿轮传动、齿轮齿条传动相比)
2.4.1 涡轮蜗杆传动的优点
(1)蜗轮蜗杆传动除了和齿轮同样得到了广泛应用外,它解决了齿轮的降速比不能太大的矛盾。
(2)工作平稳,无噪音。
(3)蜗轮可以得到精确的很小的转动,因此蜗轮蜗杆传动常用来作分度用。
(4)能自锁—当蜗杆螺旋线升角小于3°~6°时,蜗轮蜗杆传动能自锁(即只能由蜗杆带动蜗轮,蜗轮不能带动蜗杆)。2.4.2涡轮蜗杆传动的缺点
(1)效率较低,一般为0.7~0.9;当降速比很大时,效率甚至在0.5以下。
(2)发热大,工作时要求有良好的冷却和润滑条件。
(3)在较高速度下传递动力时,蜗轮常用较贵的有色金属(青铜)。
(4)蜗轮比齿轮制造困难。
总之,在设计装置时,要根椐使用要求,权衡利弊,正确合理地选用传动型式。
3 该装置实施过程
3.1 该装置的设计方案
结合96-X型打磨车日常保养的工况现场,反复研究论证了涡轮蜗杆传动、齿轮齿条传动和齿轮传动的工作原理,相比较,涡轮蜗杆传动是最佳方案。因此制定了砂轮工装的对策(见图1、表1)。
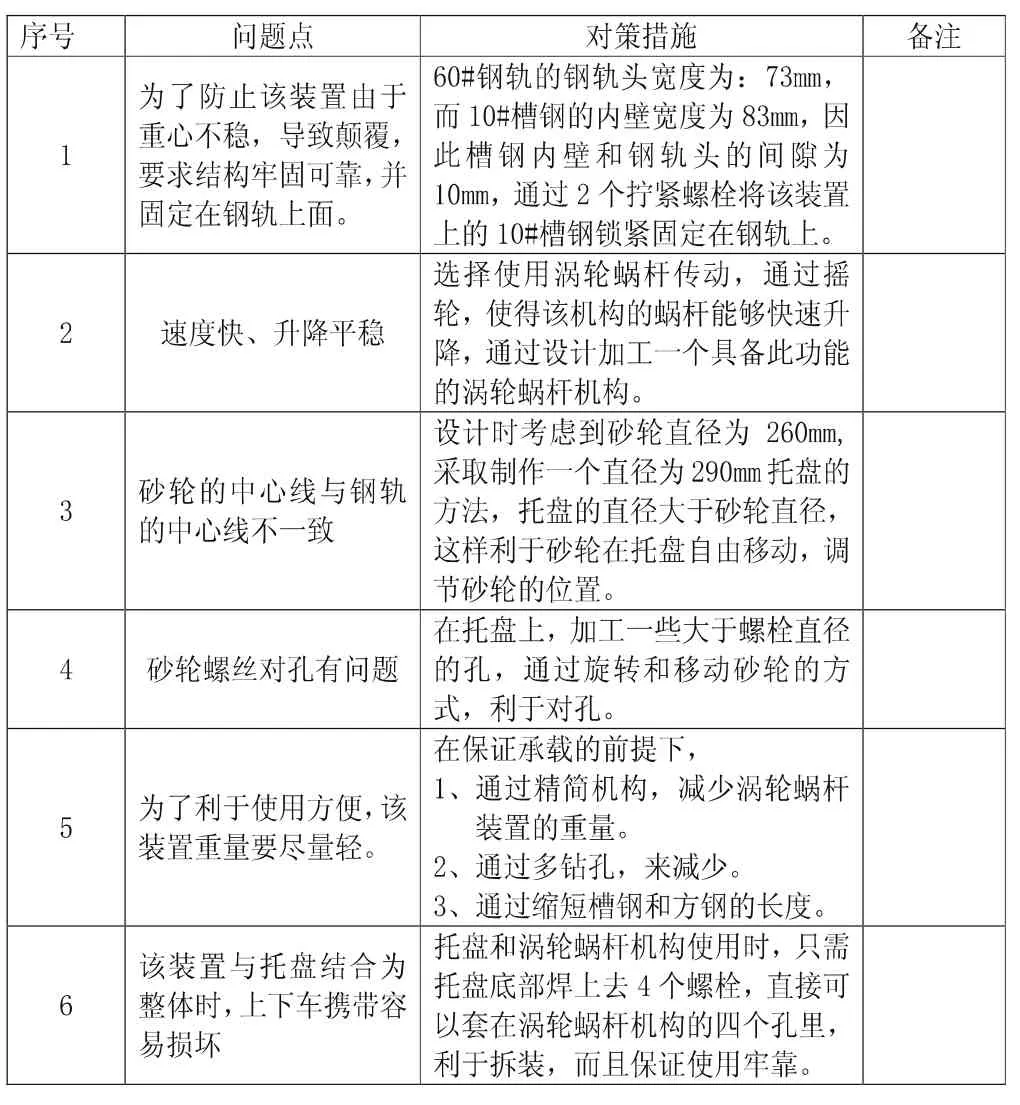
表1 砂轮工装的对策

图1 砂轮工装示意
3.2 该装置的机械实现
将该装置底部的槽钢扣在钢轨顶部,并用2个螺栓拧紧,将托盘上的4个顶杆插入涡轮蜗杆机构对应的孔中,然后用砂轮置于该装置的托盘上,手摇轮旋转使蜗杆和托盘迅速上升到一定高度,通过移动和旋转砂轮位置,使砂轮能够准确对位,拧紧6个螺栓,完成整个作业过程。
3.3 效果
将该装置固定在钢轨上更换砂轮,使用方便灵活,安全可靠,只需一人独立操作,操作时蜗杆升降快捷自如,单个砂轮更换的时间为3min,并且可以在钢轨一侧连续地更换操作,作业效率是人工更换的3倍以上。该装置的重量为3.75kg,作业人员上下车携带方便(见图3)。

图2 安装效果
4 结束语
在96-X型打磨车配备了砂轮更换装置,使用简便,结构可靠,安装快速,实现了由手工劳动向半机械化劳动的转化。我段在96-X型打磨车使用该装置后机组反映效果良好,在保证人身安全的前提下,可以满足更换砂轮省时省力的要求,对提高大型养路机械检修保养效率有着重要的意义。
[1]段洪刚.《大型养路机械机械车辆自带液压起复装置的研制》.《铁道建筑》.106页.
[2]成大先.《机械设计手册》第五版第三册.化学工业出版社.14~31.14~502页.
责任编辑:许耀元 陈娟
来稿日期:2014-07-23
