反应堆控制策略研究分析
2014-04-22郭俊伟陈启卷
郭俊伟 陈启卷
(1.福建宁德核电公司,福建 宁德 355200;2.武汉大学 动力与机械学院,湖北 武汉 430072)
0 引言
反应堆控制系统是核电站最核心的控制系统,反应堆控制的基本目的是使一回路所产生的功率与二回路所吸收的功率相等,而一回路功率的变化实际上是通过控制反应性的变化来实现的,同时保证一回路的各项热工、物理参数能满足各方面要求。反应堆控制系统的控制策略(也称控制模式)从第一代核电站到当今正在建设的第三代核电站一直在不断演进。本文对早期压水堆核电站反应堆控制策略和具有典型意义的代表二代加技术的CPR1000(来源于M310)堆型,以及代表第三代核电技术的AP1000堆型的反应堆控制策略进行了研究阐述。
1 早期核电站反应堆控制策略
早期压水堆核电机组一般都是带基本负荷运行,即连续以可行的最大功率运行,不参与负荷调节与跟踪,因此其控制模式一般为A模式控制策略。
压水堆核电站在发展初期是带基本负荷运行的,因而A模式运行的特点是采用强吸收中子的调节棒组——黑棒束,它能以较大的功率变化速度进行调节,但引起的中子通量密度畸变将是很大的,因此需要严格控制轴向功率偏差保证堆芯燃料组件安全。
在A模式下,用来控制功率和功率分布的手段主要包括:
(1)反应堆控制采用以冷却剂平均温度为主调节量的冷却剂平均温度控制策略,控制回路由平均温度定值回路、温度测量回路、功率失配前置回路构成的三通道闭环控制逻辑组成。
(2)移动控制棒(A、B、C、D 组):该方式的特点是调节速度快,但由于A模式中控制棒均为吸收中子能力较强的黑棒,因此单纯的控制棒调节会导致功率在轴向分布的畸变,长时间运行可能危及燃料组件的安全。为确保堆芯安全,实现恒定轴向功率偏移(AO)的控制目标,必须把控制棒的移动限制在一定范围之内。
(3)调节反应堆冷却剂中硼酸的浓度:该方式的调节速度较慢,且会导致大量废液的产生,尤其是在寿期末接近换料时,由于硼酸浓度比较低,产生的废液量更大。
在实际运行中,为了满足反应性控制要求,控制棒的移动必须与硼酸浓度的调节联合运行,即在功率变化初期通过反应性变化量预测值来增加或减小冷却剂中硼酸的浓度,以补偿功率亏损及氙毒效应引起的反应性变化,从而缩小控制棒的移动范围。
2 CPR1000反应堆控制策略
随着核电在电力生产中所占的比重越来越大,核电机组将不能只带基本负荷运行,核电机组也需要参与负荷调节和频率调节,以提高电站运行的灵活性和电网的稳定性,这对核电机组的控制提出了更高的要求。G模式控制策略随之被提出并应用,目前国内在役的二代及二代加核电机组及法国大型核电机组(功率≥1300MW)反应堆控制一般都采用G模式控制策略。
如果机组需要进行快速负荷跟踪或参与电网的频率调节,就必须具备快速负荷调节能力。在目前的技术条件下,快速的负荷调节必须通过控制棒来实现。为了使控制棒对功率进行快速调节时不对功率分布产生过大的扰动,引入了灰棒。采用灰棒可以在较快调节功率的同时实现功率分布的控制目标,这种模式即为G模式。在G模式下,反应性功率效应的补偿通过功率补偿棒组(包括黑棒和灰棒)来完成,较慢的反应性效应(如燃耗及氙毒效应等)则由硼酸浓度的调节来完成[1]。G模式控制策略的特点是:
(1)设有功率补偿棒组(棒组)和温度调节棒组(棒组),通过调节G棒组、R棒组和调节硼浓度来协调控制反应性,使电站具有一定的参与电网调峰、负荷变化跟踪的能力。在功率补偿棒组中有一些称为“灰棒”的棒束,这种棒束由8根Ag-In-Cd吸收棒和16根不锈钢棒组成,而黑棒束由24根Ag-In-Cd吸收棒组成。需要指出的是,并非所有控制棒均为灰棒,从既满足核安全设计要求又尽可能满足功率调节需要的角度,灰棒共设有两组,其中G1组由4个灰棒束组成,G2组由8个灰棒束组成。具体配置信息见表1。
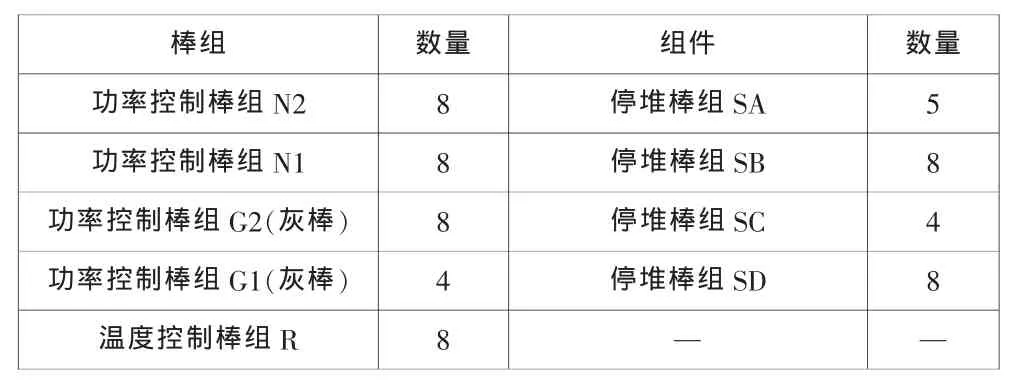
表1 CPR1000控制棒配置
(2)控制逻辑上设有两个独立的调节系统,以G棒组为调节对象的反应堆功率调节系统,和以R棒组为调节对象的平均温度调节系统。
(3)反应堆功率调节系统是开环调节系统,它使反应堆的功率迅速跟踪二回路的功率。它根据二回路的工况、控制模式和方式在几个代表二回路功率需求值或操纵员设定值中选择一个作为功率整定值,在一定燃耗下,每个功率水平对应于有一个棒位。在负荷跟踪运行时,功率调节棒组G1、G2、N1、N2依次插入堆芯并有一定的重叠,以减少对轴向功率分布的扰动。
(4)平均温度调节系统是闭环调节系统,其作用是补偿由于因灰棒组整定不准确或弱的局部氙变化而产生的小范围的反应性变化。通过测量一回路平均温度,与代表二回路功率的参考温度整定值比较后,经调节器产生调节信号,驱动R棒组,改变反应堆的反应性,从而维持一、二回路功率准确匹配,即使一回路平均温度等于其整定值。为了提高响应速度,控制逻辑中设计了功率失配前馈通道,此通道的输入信号为核功率与汽轮机功率失配信号,这个控制信号使得控制系统能够在功率失配时迅速反应,为控制系统提供超前调节作用,从而减小瞬态峰值。为了避免减少对轴向功率分布的不合适的影响以及产生不恰当的燃耗,R棒组只限于堆芯上部的一个很窄的调节带内移动。
(5)R棒组除了调节平均温度以外,还有两个作用,在负荷瞬变期间(负荷阶跃变化,切换到厂用负荷运行和负荷以大于每分钟2-3%额定功率的速率变化)协助G棒组控制反应性,在一定范围内配合硼化或稀释限制轴向功率偏差。后面的这两个功能棒组的位置可以短时间超出调节带的范围,但不能超出插入低-低限值,遵守这个低-低限值(插入位置的极限值)以满足核安全分析要求的安全裕度,并且需要尽快采取措施使R棒恢复到调节带运行区间。
(6)G模式情况下必须遵守如下运行限制[2]:在大于30%Pn低功率水平的负荷跟踪或频率控制运行期间,在任何24小时内,上限功率运行的持续时间至少为12小时。如果功率补偿棒组插入运行的持续时间大于12小时,就会对轴向功率分布产生扰动,并且在堆芯的上部形成燃耗阴影现象,这在堆芯安全分析中是没有考虑的。例外情况,对于极特殊的运行需要(上限功率可以迅速返回的情况),功率补偿棒插入的低功率水平运行可延长到12小时以上,但无论如何不得超过24小时。在大于12小时的低功率水平运行之后,要求持续7天的上限功率水平运行,在此期间,禁止日负荷跟踪,但允许频率控制。这是由于持续的上限功率水平运行能够消除堆芯上部形成的燃耗阴影,恢复正常的轴向功率分布,而且7天是必须的包络时间。
3 AP1000反应堆控制策略
AP1000核电机组的反应堆控制模式不同于A模式及G模式,AP1000控制模式采用革新的功率水平与功率分布独立控制思想[3],进一步提高了机组运行的灵活性和安全性。
AP1000反应堆控制模式的特点是:
(1)最大的特点在于将功率水平的控制与功率分布的控制区分开,采用不同的控制回路分别控制各自的控制对象。AP1000反应堆功率控制系统包括功率水平控制系统和功率分布控制系统。控制棒包括M棒及AO控制棒,具体配置信息见表2。
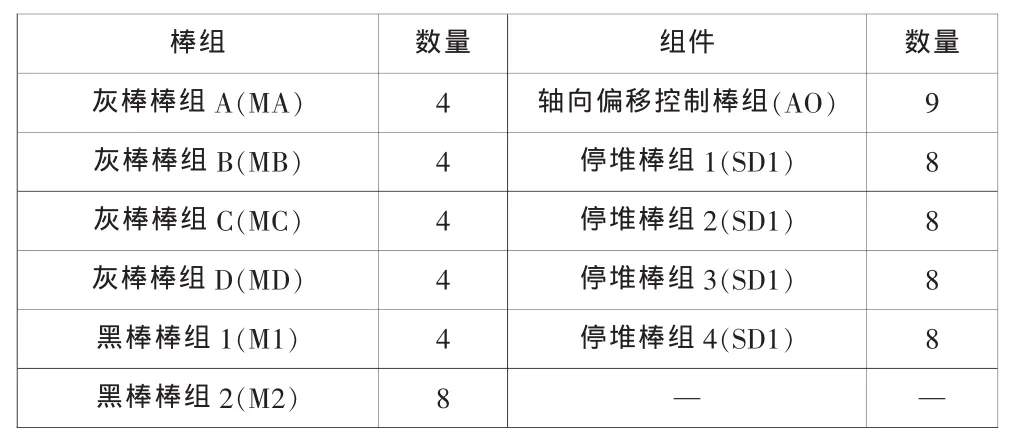
表2 AP1000控制棒配置
(2)功率水平控制系统有闭环调节通道和前馈通道组成[4],这一设计思路与CPR1000控制R棒组移动的反应堆温度调节系统一致。闭环调节通道通过实测平均一回路温度与表征二回路功率的参考平均温度之间的偏差来进行控制。平均温度控制系统的执行机构为M棒组,棒控系统根据温度偏差信号的大小及极性来确定控制棒的移动速度及移动方向。同样为了提高响应性能,设计了功率失配前馈通道,如在甩负荷工况下,负荷突然降低,核功率与电功率失配,此时,前馈通道的作用可以使系统在一回路平均温度变化之前使控制棒提前动作。
(3)AP1000采用单独的功率分布控制系统,通过设置轴向功率偏移控制棒(AO棒)来进行控制。轴向功率偏差控制系统的主要功能是:在负荷跟踪及电网频率改变的瞬态下,将轴向功率偏移控制在规定范围内。当轴向功率偏移测量值超出预定范围时,系统发出控制信号使AO棒移动,从而达到功率分布的控制目标。AO棒分为2组,一组包含4束控制棒,一组包含5束控制棒,这2组AO棒在上提和下插的过程中遵循交替移动原则[5]。
(4)为了防止M棒与AO棒之间可能出现的干扰,当二者控制信号出现冲突时,M棒控制信号占主导地位,M棒移动时,AO棒被闭锁移动。
4 比较分析
A模式控制策略具有如下优缺点:
优点:①在正常运行时,只需要调节硼酸浓度来补偿燃耗和调节轴向功率偏差使其在运行梯形图的运行带之内,机组在额定功率运行,经济性好;②棒控系统控制设计较为简单,便于控制;③运行设备在运行过程中受到的热应力较小,有利于安全和延长机组寿命。
缺点:①在反应堆升降功率时,都需要投入化学和容积控制系统来调节硼酸浓度,以补偿反应性变化,但硼酸浓度的调节速率受到稀释及硼化流量的限制,较为被动。而且,随着寿期的深入,当硼酸浓度变得很小时,升功率速率变得很慢并且产生大量的废液,不仅加重废液处理系统的负担,废液量的接收能力还受到废液处理系统设计能力的限制。②控制棒移动时,同时对功率水平及功率分布产生影响,需要对硼酸浓度进行调节,以满足轴向功率偏差的控制要求。③在满功率运行时,轴向功率偏差的运行范围较窄,而轴向功率偏差不能自动控制,需要操纵员及时监视其变化趋势,存在人因隐患。
G模式控制策略具有如下优缺点:
优点:①由灰棒进行功率反应性补偿,使得机组具备快速负荷跟踪能力,同时能够保证机组功率分布的控制目标;②在功率下降后的功率回升过程中,不存在硼稀释困难的问题;③机组具有较灵活的功率调节性能,在一定条件下可以参与负荷跟踪和电网调频运行。
缺点:①由于控制棒与硼酸浓度的调节相互独立,在降负荷后不能使用控制棒补偿由氙毒效应引起的功率效应,使得运行灵活性大为降低。在寿期末,当硼酸浓度很小时,仍然会出现稀释量大且速率慢的问题。②虽可以进行电网负荷跟踪和频率控制,但必须遵守严格的运行限制条件,以使核安全分析所得出的结论得以保证。③R棒组对轴向功率偏差的控制有限,在满功率运行时,轴向功率偏差的运行范围较窄,且不能自动控制,因此需要操纵员及时监视并手动控制其变化趋势。④功率水平与灰棒组棒位之间的关系曲线叫做有效标定曲线,此曲线参数需要每60个满等效功率日进行一次修正,R棒组的调节带参数也需要定期调整,这些在增加维护人员工作量的同时,也增加了人因隐患。
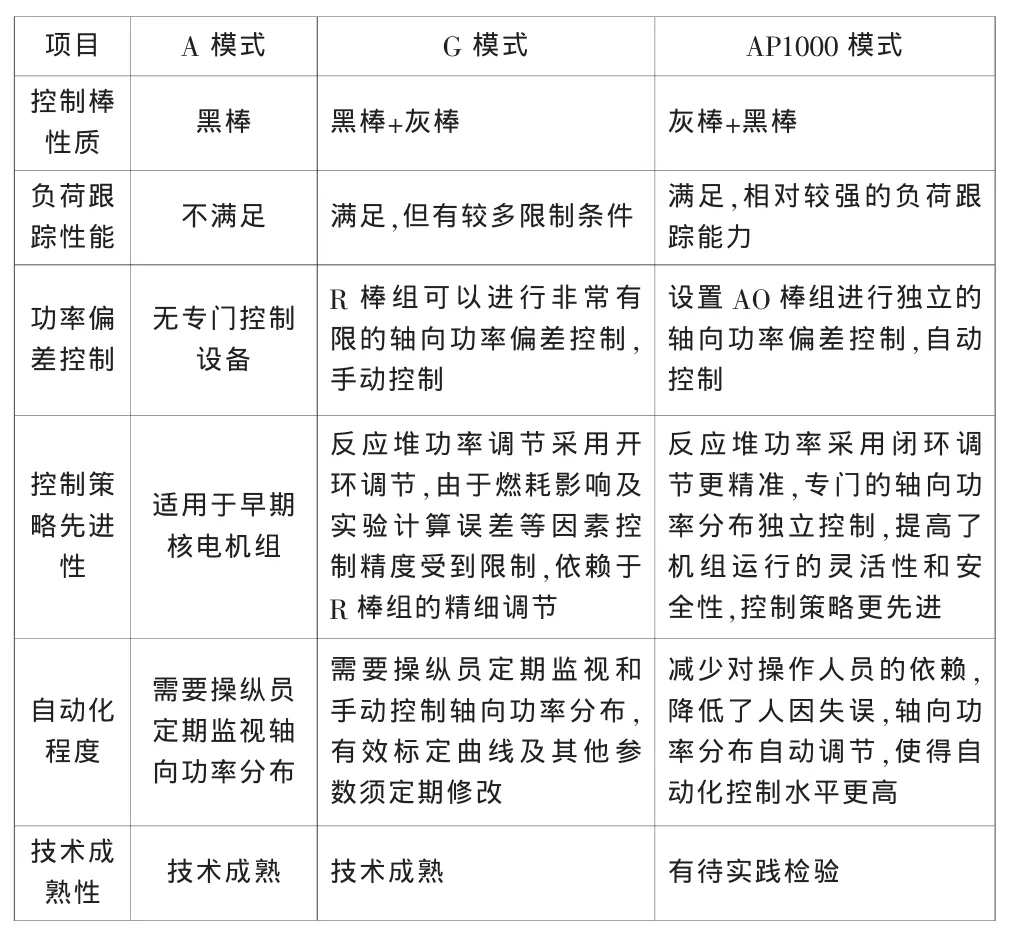
表3 反应堆三种控制策略比较
AP1000反应堆控制策略具有如下优缺点:
优点:①AP1000采用相互独立的功率水平控制与功率分布控制两个系统。功率水平控制系统采用闭环调节,相比于开环调节提高了控制的精准度,功率分布控制系统可自动控制轴向功率偏差。这些设计减少了对人的依赖,有效提高了自动化控制水平和机组安全性能。②不同于CRP1000,由于无需定期修改有效标定曲线和其他参数,避免了因频繁修改参数引入的人因失误风险。控制功率分布的AO棒,可实现功率分布的自动控制,无需操纵员干预,降低了运行时由于人因而发生安全事件的可能性;③由于负荷跟踪是通过M棒来完成的,跟踪时不需要进行硼稀释操作,因此跟踪速度较快。硼酸浓度的调节主要是用来补偿燃耗及氙毒引起的反应性变化。AP1000采用M棒进行功率调节的方法既能发挥M棒控制灵活的特点,又能使M棒的作用与硼酸浓度的调节作用相结合,使反应堆的控制更为灵活。
缺点:①该控制模式为革新性的设计,还没有此方面的实践经验。②按照西屋公司的设计,功率水平控制与功率分布控制之间不会产生干扰,但其实现方式尚有待研究,设计可靠性有待运行检验。
以上对A模式、G模式及AP1000反应堆控制策略的优缺点进行了分析,表3列出了三种控制策略主要不同点的比较情况。
5 结论
不同的控制策略与当时的控制技术、机组运行要求、自动化水平等相适应,这些演变体现出了控制策略更加合理、自动化水平不断提高的过程。AP1000反应堆控制策略尚需实践检验,但不可否认的是,其控制策略在适应功率控制和负荷跟踪更高要求的同时,进一步降低了人因失误的概率,提高了机组的自动化控制水平和反应堆的安全性,代表了新一代核电机组反应堆控制策略的发展趋势。
[1]广东大亚湾核电培训中心.900WM压水堆设备与系统[M].原子能出版社,2005.
[2]核电厂运行技术规范[S].福建宁德核电有限公司,2012.
[3]林诚格.非能动安全先进核电厂[M].原子能出版社,2008.
[4]第3代核电技术与AP1000先进核电机组[R].国家核电技术公司,2009.
[5]邢超.浅谈AP1000常轴向偏移控制与监测[J].华东电力,2013,41(2).
