胶管钢丝增强层的制备方法
2014-04-14那洪东编译
那洪东 编译
(炭黑工业研究设计院, 四川 自贡 643000)
胶管钢丝增强层的制备方法
那洪东 编译
(炭黑工业研究设计院, 四川 自贡 643000)
介绍一种可以制止胶管增强层钢丝加工性降低的方法。
增强层;延迟效果;停放工艺
0 前 言
在高压胶管中,一般多在胶管的内部设有钢丝编织层(增强层),为了提高该增强层钢丝的强度,应如图1所示那样,将钢丝母线(6)插进拉伸模具(8)中进行拉伸加工。
拉伸钢丝时,由于钢丝母线的直径急剧减小,所以经过拉伸加工后钢丝(7)中将会逐渐产生硬化。因此,将此钢丝在常温下放置会加快其硬化的进程,强度(刚性)会随着时间的推移而增大。如果待钢丝的强度(刚性)增大后,再编织增强层,则将钢丝包卷在内橡胶层的外周上时,由于钢丝产生了较大的复原力,所以包卷作业十分困难。即使能够包卷,也会产生和胶管橡胶层粘合不良(加工性)的问题。如果钢丝的加工性降低,则胶管的生产效率也会降低,同时,还会对胶管的质量产生负面影响。
1 胶管的结构
如图1所示,胶管(1)的结构是,在其内橡胶层(2)的外面,依次贴合增强层(3a),中间橡胶层(4),增强层(3b),外橡胶层(5)。增强层(3a,3b)是按照一定的编织角度由单根钢丝(7)编织而成。钢丝的外径应在0.2~0.8 mm左右。

图1 胶管结构示意图
增强层的层数不仅限于2层,也有单层或者3层以上的情况。另外,有时也将钢丝包卷成螺旋状,形成增强层。
2 胶管的制造工序
胶管的制造工序如图2所示,包括将构成增强层的钢丝进行拉伸加工的工序,将经拉伸加工的钢丝和其它胶管构成部件成型为胶管的工序,以及对胶管半成品进行硫化的工序。
2.1 钢丝母线的拉伸加工

图2 胶管制造工序
2.2 冷却停放
在拉伸加工时,钢丝母线的直径急剧减小,在钢丝中,由于向着碳原子的位置转移并固定,随着时间的推移发生了硬化,钢丝的强度(刚性)亦随之增大。因此,在加工过程中,设有冷却停放工序,即,在将钢丝母线拉伸加工制成钢丝至制成增强层之前的这段时间内,将钢丝置于-15~15 ℃的温度下冷却停放。由于该冷却停放工序可延迟钢丝的硬化进程,因此,也延迟了钢丝强度(刚性)增大。
在制造钢丝的工序和成型胶管工序之间还包括了一道停放工序和二道停放工序。所谓一道停放工序,是指在进行拉伸加工制造钢丝的生产车间里停放制成的钢丝的工序,以及从该生产车间把钢丝输送到胶管成型车间的运输工序等。
所谓的二道停放工序是指在胶管成型车间里停放钢丝的工序。在某些情况下仅有一道停放工序而没有二道停放工序。但有时也设置了三道、四道停放工序。但无论是哪种情况,在该工序中均设置了冷却停放过程。
冷却停放的温度范围应为-15~15℃,最好是在-15~5 ℃的温度范围内停放。如果停放温度低于-15 ℃,硬化延迟效果不明显;反之,停放温度在20 ℃以上,硬化的延迟效果减弱。
为了在钢丝强度(刚度)提高不太大的条件下,牢固地制成增强层,应当如下作业,即,从制成钢丝之后到使用该钢丝制作 成增强层之前,有一段等待时间。从这一等待时间减去冷却停放的时间,所得之差应是72 h以下,最好是48 h以下。
冷却停放可以在可控温的仓库(恒温室)等密闭空间内完成。例如,在从制造钢丝的生产车间到输送至胶管成型车间之前,于运送车辆中进行冷却停放。该运送车辆的货车厢应为可控温的密闭空间。
2.3 胶管的成型
12月4日,国家发改委等38个部门联合印发《关于对知识产权 (专利) 领域严重失信主体开展联合惩戒的合作备忘录》。《备忘录》 指出,联合惩戒对象为知识产权(专利)领域严重失信行为的主体实施者。跨部门联合惩戒措施则包括:限制政府性资金支持,对政府性资金申请从严审核,或降低支持力度;限制补贴性资金和社会保障资金支持;依法限制其作为供应商参与政府采购活动等33条。
胶管半成品的工艺过程,如图4所示那样,在铁芯(轴)(11)的外面依次贴合内橡胶层,增强层(3a), 中间橡胶层,增强层(3b)以及外橡胶层,各橡胶层均为未硫化橡胶层。
在制备增强层(3a)时,如图4所示,编织机9覆盖在铁芯的外面。在编织机中,配备有缠绕钢丝的多个线轴(10)。编织机的托架以铁芯的轴心为中心,围绕铁芯旋转,在旋转的同时,沿着轴向(长度方向)使铁芯移动,在内橡胶层的外表面,按照规定的角度编织钢丝。在制备增强层(3b)时也采用同样的方法,将钢丝按照规定的角度编织在中间橡胶层(4)的外表面上,增强层为螺旋状结构。

图3 钢丝拉伸加工示意图
在将钢丝缠绕在内橡胶层的外表面和中间橡胶层的外表面上时,钢丝的复原力还处于比较小的状态,容易缠绕作业。这对于提高胶管的生产效率是有利的。另外,缠绕的钢丝的密实性也得以提高。
2.4 胶管半成品的硫化
在硫化胶管半成品的工序中,可采用硫化装置(硫化罐)进行硫化,由此制成半成品橡胶胶管。由于在以上几道工序中提高了缠绕钢丝和内橡胶层以及中间橡胶层的密实性,所以制成的胶管的质量也会得到提高。
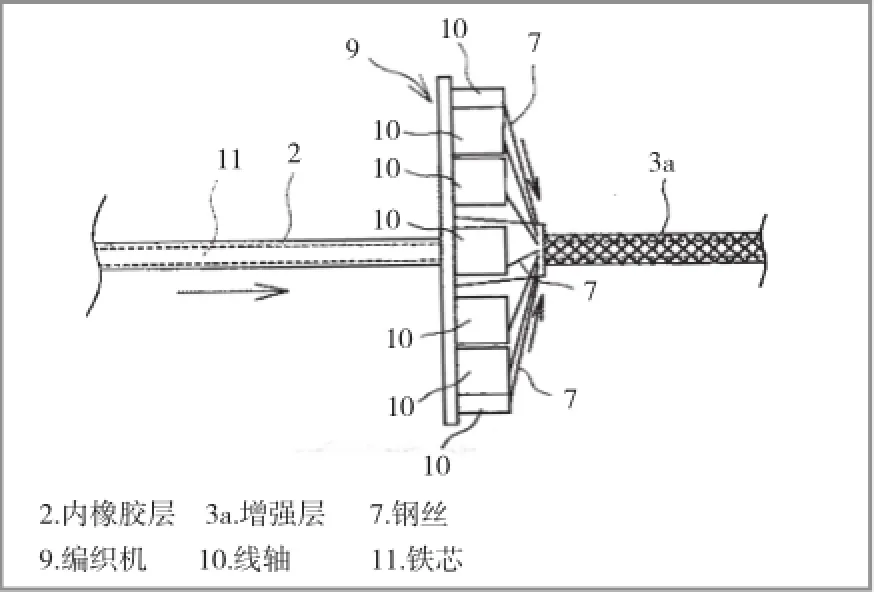
图4 经过拉伸处理的钢丝形成增强层的工序
3 实 例[1]
钢丝的直径均为0.40 mm,钢丝的规格以及拉伸处理后的停放温度条件如表1所示。制作了16组不同的试验样品,(实例1~12、对照例1~4),并对各个钢丝试样评价了其加工性以及拉断负荷,评价结果如表1所示。
表1中的线材72A、82A,分别是碳元素含量为0.72%、0.82%的钢材。所谓的加工度是指由下式算出的数值,钢丝经淬火处理后的直径为D0,拉伸处理后钢丝的直径为D1。

加工度的数值越大,表示在拉伸加工处理中钢丝母线越容易被拉伸。
3.1 加工性
于经过拉伸加工制成钢丝试样(0 h)和制成后(144 h)这2个时间段内,在钢丝试样的下端挂上1 kgf(1 kgf=9.806 N)的重錘,在外径为14 mm的胶管上紧密地缠绕上钢丝试样。然后,将胶管反转,将钢丝试样从胶管上脱下后,取下重锤时钢丝试样成了环状,测定该环状的直径。直径数值越小,表示加工性越好。
3.2 拉断负荷
在拉伸加工制成钢丝试样之际(0 h)和制成后24 h、72 h、144 h的4个时间点上,测定其拉断负荷。表1中的变化率是指在制成钢丝试样之际(0 h)和制成后144 h的2个时间点上的拉断负荷的变化情况。

表1 钢丝规格及拉伸处理后的停放温度条件
从表1中的数据可知,试样(经拉伸处理过的钢丝)的停放温度为25 ℃时,硬化不能再延迟,加工性降低;而停放温度为15 ℃、0 ℃、-15 ℃时,硬化可以延迟,可以制止加工 性降低。
[1] 加山和義. ゴムホースの製造方法:日本, 2011196402[P].2010-03-17.
[责任编辑:邹瑾芬]
"CHINAPLAS2014国际橡塑展"引爆上海汇聚世界顶尖科技开拓业界新视野
作为亚洲第一、全球第二大的第二十八届中国国际塑料橡胶工业展览会(下称CHINAPLAS 2014 国际橡塑展),于4月23日在上海新国际博览中心盛大开幕。来自世界各地的3 000多家参展商参与此盛会,展示世界前沿的橡塑技术,为制造业打造一个国际性的商贸及技术交流平台,给企业提升竞争力带来新的契机。
今年的展览总面积近230 000平方米,再一次刷新历届纪录。现场展出的3 200多台橡塑机械设备中,大部分既具有节能减排的环保功能,又拥有高效、自动化等特点;而琳琅满目的化工原材料足以满足不同行业的市场需求。大会把展品划分为11大主题专区,包括:注塑机械专区、薄膜技术专区、挤出机械专区、化工及原材料专区、辅助设备及测试仪器专区、模具及加工设备专区、橡胶机械及设备专区、中国出口机械及原材料馆、生物塑料专区、塑料包装及吹塑机械专区,以及半制成品专区。为方便观众于庞大的展会中搜索产品,大会在一些专区内对同类产品进行再细分。
此外,展会获得14个国家及地区组织展团支持,包括奥地利、加拿大、中国、法国、德国、香港、意大利、日本、韩国、瑞士、台湾、土耳其、英国及美国,其中瑞士及韩国展团为首次于上海亮相,令展会的国际化程度进一步提高。
(毛 毛)
大陆公司翻胎技术进入加拿大
加拿大蒙特利尔地区的轮胎翻新公司成为加拿大第一家取得大陆轮胎公司翻胎技术许可证的企业,目前已开始在魁北克省里士满(Richmond)工厂采用大陆公司ContiTread品牌预硫化胎面胶片翻新载重轮胎,并为加拿大东部大陆公司授权的卡车轮胎经销商提供这种预硫化胎面胶片。该公司目前可为大陆公司生产的长途载重胎、短途载重胎以及建筑工程轮胎提供相应胎面花纹的ContiTreads胎面胶。这些胎面胶料中已有3款低滚动阻力胶片通过了美国环保署(EPA)的SmartWay验证。
(扬子江)
TQ 336.2
B
1671-8232(2014)05-0044-04
2013-11-26