轧辊月牙槽数控加工宏程序的开发
2014-04-13丁锦宏
丁锦宏
(南通纺织职业技术学院机电系,江苏南通 226000)
1 带肋钢筋轧制原理
带肋钢筋是必不可少的建筑材料,其是由一对轧辊挤压而成的。轧辊上有若干道环槽,环槽的直径等于带肋钢筋的直径(即带肋钢筋的规格),如图1所示。每道环槽内有若干个象月牙一样的槽,俗称月牙槽,使钢筋的外表面在被挤压后产生凸起的肋[1]。月牙槽的轮廓是一段圆弧,如图2所示。月牙槽与轧辊轴心线成一定角度,即为月牙槽升角。月牙槽的轮廓直径、月牙槽升角、切深等参数参照国标(GB1499.2-2007),如图3所示。

图1 轧辊示意图

图2 月牙槽示意图
2 机床工作原理
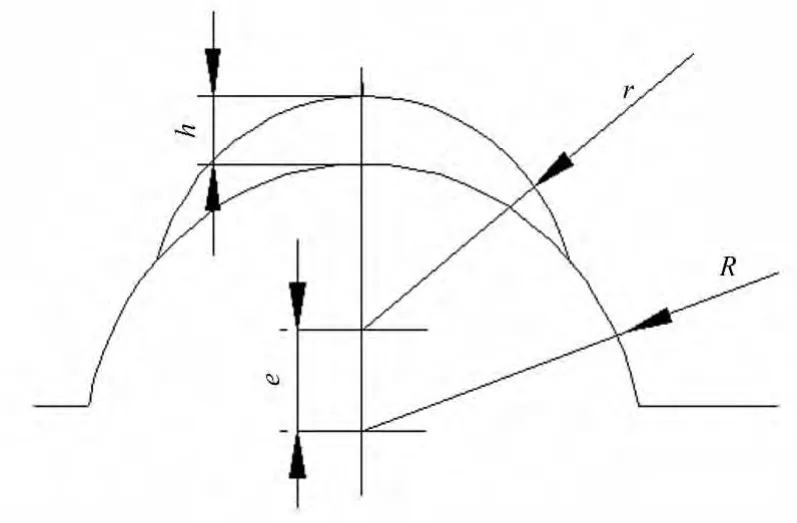
图3 月牙槽几何参数
加工轧辊的专用数控机床采用四轴伺服驱动,通过指形铣刀进行切削。机床主要由摆头、头架、拖板、床鞍和床身等组成。摆头带动铣刀做左右摆动(回转运动),头架使轧辊做回转运动,拖板带动铣刀做切深运动(直线运动),床鞍带动拖板沿导轨做左右移动,如图4所示。这种方法,既可以铣削月牙槽,也可以刻出环槽内带肋钢筋规格参数和产品商标,不必使用其他机床进行加工[2]。
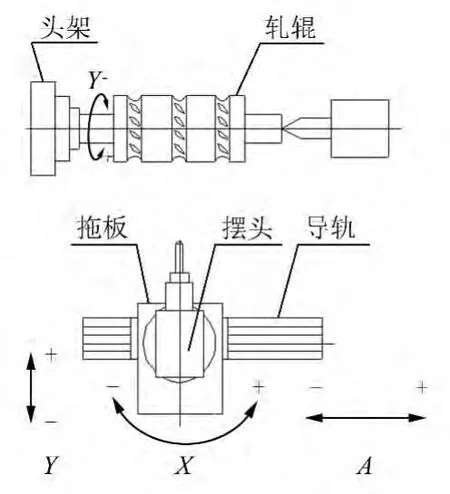
图4 月牙槽专机原理
通过CNC系统控制X轴(铣头摆动)、Y轴(工件回转)、Z轴(深度进给)的运动,实现了空间螺旋槽的展成运动。通过铣削方法,加工出带肋钢筋轧辊月牙槽。X轴由右向左的摆动与Y轴的回转相匹配,形成月牙槽的升角;Z轴与X轴的联动,使刀尖沿着月牙槽的轮廓轨迹运动。当一个环槽内的月牙槽都切削结束后,移动A轴,使刀具移到下一个环槽的正前方。月牙槽的加工原理如图5所示。铣刀主轴由三相异步电动机带动,保持高速旋转,在轧辊环槽内沿着月牙槽的圆弧曲线进行切削,形成月牙槽。

图5 月牙槽加工原理
3 插补方法
圆弧曲线轮廓的加工,通常采用直线段逼近和圆弧段逼近2种方法[3]。这里采用直线段逼近。在确定插补方式的同时,需要确定插补步长。将月牙槽的圆弧AB分成180等份,每等份对应的中心角为 λ1,λ1= ω0/180,其中 ω0为圆弧 AB 的中心角。经计算,λ1<1°,加工误差较小,符合产品加工要求。切削加工1个月牙槽时,共运行180步,每步对应的中心角步长为λ1。操作时,通过CNC点动A轴,使摆头回转中心在月牙槽的对称线上,移动Z轴,调整刀具伸出长度,使刀杆在摆动时,机床与轧辊不发生干涉。点动X轴和Z轴,使刀尖移到月牙槽切削起点A。测量刀尖到摆头回转中心的距离L,如图6所示。
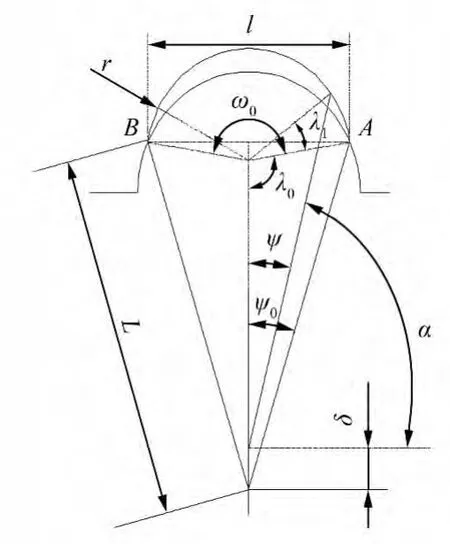
图6 月牙槽加工参数
如此,切削1个月牙槽,X轴共运行180步,每步的转动角度大小不一,需要计算,但每步切削的圆弧段对应的中心角均为λ1,以角度α为运行参数,当X轴回转α角时,Y轴回转角度为η、Z轴移动δ。

图7 月牙槽工作角
4 数学模型
轧辊月牙槽的几何参数为环槽半径R、月牙槽半径r、月牙槽中心切深h和升角β。图6、图7中h,R,r,β均为轧辊图纸规定的尺寸。另外,轧辊直径D为已知条件,e为两圆的偏心距,可以计算出来。
a.月牙槽轴向长度l的计算。
通过平面几何计算,月牙槽轴向长度l为:
式中:e=R-r+h。
b.工作角θ的计算。
已知月牙槽的螺旋升角为β,则月牙槽在圆周上占有的长度近似为H,如图7所示:
相应的圆心角(即工作角)为θ:

c.坐标数学模型建立。
编程时,X轴为回转轴,其参数为刀具与水平方向的夹角α。Y轴绕轧辊中心线转动(工件回转),其参数为工件转过的角度,其中θ为工作角,n为运行步数,如图7所示。Z轴为线性轴,其参数为刀具回转中心相对于初始位置的移动量δ。如此,编程时,每步刀尖运行终点的坐标值为(α,η,δ)。
当切削运行到第n步时(n=1~180),X轴的角度α、Y轴的转角η和Z轴的移动量δ分别为:
5 宏程序编制
数控编程流程图是数学模型和加工工艺的反映,是指导编制宏程序的有效手段[4]。图8为加工一个月牙槽的宏程序编制流程。

图8 宏程序流程图
程序编制时,需要考虑结构与层次,使程序简短、可读性强。以下是螺纹钢直径为30mm、轧辊直径为400mm的月牙槽加工宏程序[5]。
00001
N10#101=15
//环槽半径R(规格参数)
N15#102=12
//月牙槽半径r
N20#103=3
//月牙槽切深h
N25#104=35
//月牙槽升角β
N30#105=400
//轧辊直径D
N35#106=320
//摆头回转中心到刀尖距离L
N40#110=#101-#102+#103
//e值计算
N45#111=2*SQR(#101*#101-#110/#110)/2)
//弦长l值计算
N50#112=ARCSIN(#111/#106/2) //ψ0值计算
N55#113=ARCSIN(#106*SIN(#112/#102)
//λ0值计算
N60#114=ARCSIN(#111/#102/2)
//ω0值计算
N65#115==#114/180
//λ1长计算
N70#116=114.59*#111*TAN(#104)/#105
//θ值计算
N75#120=1
//第一步(共180步)
N80#121=ARCSIN(#102*SIN(#113/#106+#120*#115/#106)
//ψ值计算
N85#122=#106*SIN(180-#113-#112)/SIN(#113)
N90#123=#102*SIN(180-#121-#113-#120*#115)/SIN(#121)
N95#124=#122-#123
//δ值计算
N100 G91 G54 G01 X[90-#121]Y[#120*#115]Z[#124]F0.3
//运行一个步长
N105#120=#120+1
//X增加一个角度步长
N110 IF[#120LQ#180]GOTO 80
//条件判断是否运行了180步,不满足则返回
N115 G00 Z0
N120 M05
N125 M30
6 结束语
宏程序编程是数控加工中必不可少的编程方法,掌握宏程序的编程原理,应用宏程序编程,可以方便地解决许多实际加工问题。该宏程序的开发,使较为复杂的轧辊月牙槽程序编写方便、易懂,已经在实际中得到了广泛的应用,具有比较高的实用价值。
[1] 姜有胜.浅谈棒线轧辊的设计与制造[J].甘肃冶金,2011,33(2):15-17.
[2] 丁锦宏.数控技术在钢铁行业中的应用——KX9350数控月牙槽铣床[J].中国制造业信息化,2006,35(7):60-61.
[3] 许为民.数控加工中宏程序的应用[J].机械制造与自动化,2007,36(5):56 -59.
[4] 韩全立.宏程序在数控编程中的应用技巧及编程实例[J].机床与液压,2010,38(12):29-32.
[5] 顾京.数控机床加工程序编制[M].北京:机械工业出版社,2006.