数控机床伺服驱动系统典型故障的维修
2014-03-26黄雪东
黄雪东
(河源市高级技工学校,广东河源 517000)
伺服驱动系统是数控机床的执行控制单元,它在数控系统的控制下完成机床的工作要求,并将执行结果通过反馈环节反馈给数控系统[1]。由于在数控机床的加工运行中伺服驱动系统需要频繁地工作,因此,关注伺服驱动系统,对保证数控机床的正常运行和维修都具有非常重要的意义。本文通过数控200镗床伺服驱动系统一个典型的故障诊断和维修实例,说明了故障的查找、判断以及处理的过程。
1 故障现象
该数控机床为捷克SKODA公司生产的数控200镗床:数控部分经过改造后采用SIEMENS 840C系统、外置PLC控制方式;主轴和进给轴采用原SKODA公司配置的直流伺服系统。机床自1998年安装、改造以来一直存在各种故障,处于半使用半停机的状态,后来经过对机床控制原理的熟悉,随着在维护过程中经验的不断积累,该机床运行也比较正常。偶尔出现故障,在维修中也有章可循,较快地解决故障问题。但在这段时间里机床正常使用时,X轴出现了1160#ORDl2 Contour monitoring报警。按复位键可以将报警消除,重新运行X轴,反复出现同样的报警,造成机床不能正常运行。
2 故障检查
(1)从参数上对机床数据进行调试
该报警为NC内部报警,是由数控系统对进给轴运行过程进行监控所产生的报警。其主要原因有两点:1)以大于MD3360参数中设定的运行速度,超过了MD 3320参数中设定的允许公差带;2)在升速或者制动阶段,在由伺服增益系数指定的时间内,轴没有达到规定的速度[1]。考虑到机床运行一段时间,某些参数或者伺服驱动系统特性会改变,影响机床正常的速度控制。为了分清数据问题还是机床外部的问题,对X轴参数NC—MD\axis:monitoring\目录下的机床数据中MD3320设定的允许公差带进行调整,把原来的3 mm调整为5 mm,开动X轴时把进给比率调到50%运行,又出现同样的报警。说明故障仍然存在,恢复原来的数据,排除了机床数据所引起的问题。
(2)针对伺服驱动系统的故障,逐步对控制部分进行检查
对于机床的数控硬件部分,集成度高,相对其他控制部分出现的故障机会不大。从进给过程中来分析,速度控制是由数控中的位置偏差计数器输出经D/A转换后,输出0~10 V的模拟给定信号给驱动系统,再由驱动单元对伺服电机进行驱动,控制电机向消除偏差的方向旋转,直到偏差为零时,电机停止运动,到达指定位置。如果驱动系统存在问题时,也同样会产生该报警。于是对驱动系统进行了检查,发现驱动系统中U、V相已经烧断主回路的熔断器。从进给驱动系统分析,该直流伺服驱动系统采用两组代号为Y1、Y2共12个晶闸管、L1~L4电抗器和各个控制模块组成,实现反并联可逆有环流调速。各个控制环节都是以模块的形式分开布置,板后通过软线连接。根据原理图,由代号为Y6组成的总控制环节主要包括:V-25B模块为速度给定和比较环节、控制调节由Z-17控制、电流环是由V-26A控制、脉冲分配和脉冲输出分别由G-15、G-16模块实现;由代号为Y7模块提供各个控制模块所需要的电源和同步信号。其中K-08检测模块发光二极管亮时,为系统正常状态指示。
出现熔断器熔断(熔断器为250 A,说明系统主回路中瞬时电流大,而造成主回路电流大的原因主要有:1)驱动器电源短路;2)直流伺服电机换向器出现短路;3)可控硅击穿形成短路;4)驱动器存在故障[1]。逐项进行检查:电源进线正常,电机换向器表面也光滑,各个碳刷也接触良好,没有短路的痕迹;在可控硅输出端不接电机并且把各个可控硅的阻容吸收器拆开的情况下,用500 V摇表逐个对可控硅进行测量,电阻值为40~100 MΩ之间。说明电机、可控硅都没有问题;对于驱动控制模块则采用交换的方法,把Y轴驱动控制模块按顺序逐块地更换到X轴。于是重新换上相同安培的熔断器,Y轴试运行正常,说明原来X轴的各个模块没有问题。X轴手动、加工都没有出现问题,可是没过多久,又出现了相同报警、熔断器熔断的现象(这就给我们查找故障和测试带来了一定的困难),而且还发现K—08检测模块指示灯不亮了。
(3)根据控制模块的故障现象,采用相应的措施对各个信号进行检测
为了避免熔断器再次熔断,取得在正常运行时,速度比率为30%时的电流为12 A的情况下,考虑用断路器来暂时替代熔断器。因为断路器瞬时脱扣电流为额定电流的5~10倍,选20 A的断路器,其最大瞬时脱扣电流200 A小于晶闸管的额定电流,可以起到短路保护作用[2]。经过反复的试车观察,故障出现了随机性,而且还有个特点:在运行或起动时会随机产生1160报警,但断路器没有断开;有时在停止进给时,不但产生1160报警,而且断路器断开了。针对K-08检测模块的各个信号,从板后进行检测如图1。

图1 K-08检测模块简图
在系统正常时所测量的各输入端点信号如下:21、25都为15 V;9、17、13都是7.5 V。根据所测量的电压,再与Z轴K-08检测模块各个信号进行相比较,电压值完全相同,这就带来一个疑问:驱动模块都交换试过了,难道在系统出现故障时检测到某个信号在变化。带着这个问题,通过反复的观察,发现在开机启动的过程中,K-08检测模块单元的发光二极管突然灭了,也就是说控制逻辑电路输出高电平使T2导通,B1继电器动作,短接了发光二极管。马上对其各个输入端进行检测,测得9、13端的电压值分别为7.5 V,而17端的电压值仅为1 V,约几十秒后又为7.5 V。根据原理图,17、13端的信号为同步输入检测信号,为了验证该信号的变化特点,利用示波器再对17端的波形进行监测,波形如图2;经过一段时间监测,发现其波形突变为一直线,如图3所示,也就是说17端电压值仅为1V。
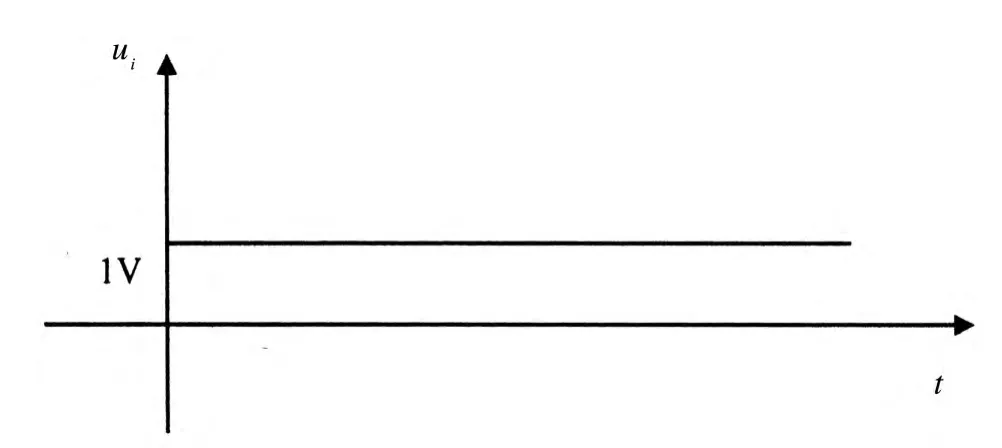
图2 正常时U相波形图
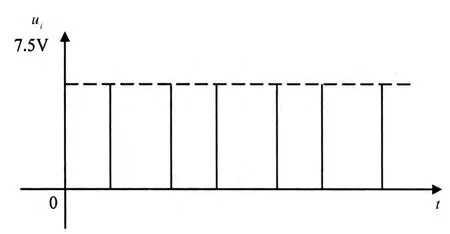
图3 不正常时U相波形图
3 故障分析
根据以上检查结果,17端的信号来自Y7模块板,该模块板固定在同步变压器上,安装在整个驱动器后面,所以X轴与Y轴驱动模块交换试车时没有把Y7模块板调换。Y7模块板主要功能为系统提供稳压电源和各相同步电源的信号,由此看来驱动器主回路的电流大原因:是由于Y7模块中同步控制信号17端电压值过低,造成同步脉冲信号丢失引起的。为了使到晶闸管在每个周期都在相同的控制角α触发导通,触发脉冲必须与晶闸管的阳极电压也就是电源同步,并与电源波形保持固定的相位关系。因为主回路采用反并联可逆有环流调速,由于两组晶闸管都参于工作,为了防止在两组晶闸管之间出现直流环流,当一组晶闸管工作在整流状态时,另一组工作在待逆变状态。
在调速过程中,同步信号丢失引起触发脉冲控制逻辑出错,造成触发脉冲丢失。那么,在起动或进给时,晶闸管工作在整流状态,由于触发脉冲丢失,使已导通晶闸管会在经过自然换向点自行关断后,晶闸管输出断续,形成直流电压、电流减小,电机速度降低,引起在升速或者运行阶段,在由伺服增益系数指定的时间内,X轴在进给过程中没有达到规定的速度,从而产生1160报警;而在停机时,晶闸管工作在逆变状态,电动机运行在发电机状态,导通的晶闸管始终承受着正向反压,这时晶闸管触发控制电路必须在适当时刻使导通的晶闸管受到反压而被迫关断。由于触发脉冲的丢失,使已导通的晶闸管就会因得不到反压而继续导通,并逐渐进入整流状态,其输出电压与电动势成顺极性串联,形成短路,所以总是把交流侧熔断器烧断。而对于1160报警,正因为熔断器熔断,属于缺相运行,所以产生该报警。
4 故障解决
Y7模块的输入信号是由同步变压器检测到的三相电源信号,各相分别独立控制,同步信号经阻容滤波后由MAA741进行放大,MZHl45逻辑反相输出。U相的电路简图如图4所示。
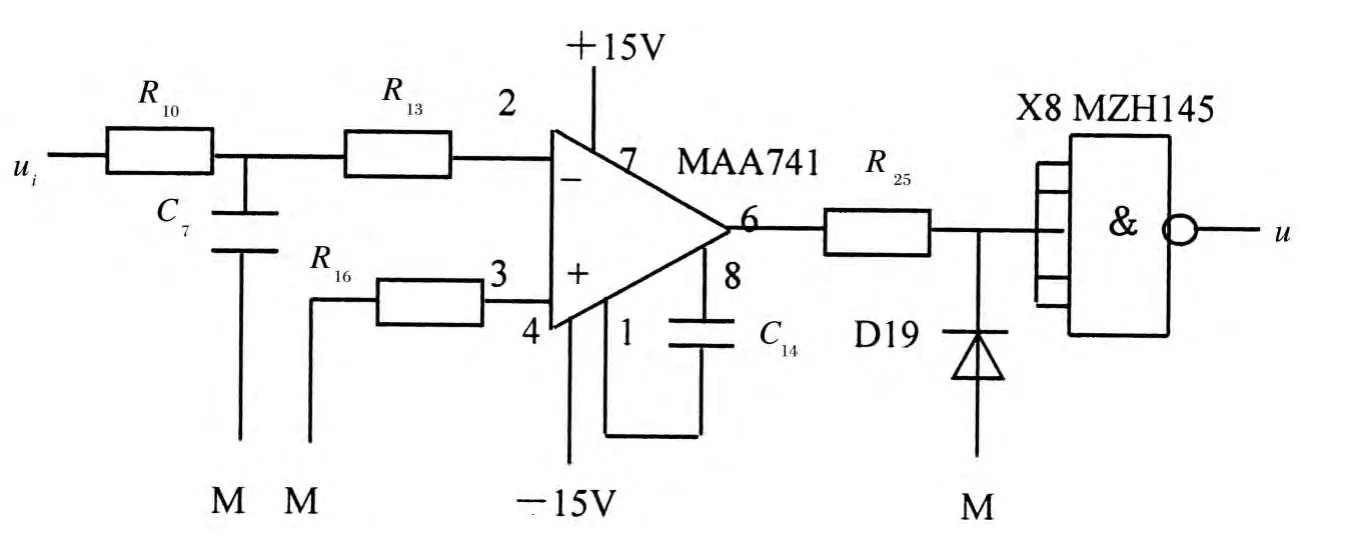
图4 u相同步信号电路简图
把Y7模块板拆下后,初步测量各个元件并没有发现什么问题,该板在使用过程中出现波形不正常,通电时会产生随机故障。为了进一步判断该模块的故障所在,采用外供电源独立测试Y7模块的办法:在Y7模块加上±15 V电源,利用信号发生器在Ui端输入正弦波信号,再用示波器检测
各个点的波形。经过详细的观察,其中MAA741运算放大器输出端6的波形为正负方波,但是时间略长一些则变为无方波输出,而且呈高电平状态。6端输出高电平,U相输出则为低电平。排除了电路中C7电容有可能存在故障后,在此,可以确定MAA741运算放大器有问题:由于放大器特性发生了变化或者受到温度的影响,在输入信号不变的情况下,其输出电压会突变[2]。最终确定故障所在,根据原理图中MAA741运算放大器的各个外引线,通过详细地查《常用电子元件手册》对应把该放大器集成更换为LM741后,重新对各点进行测试,输出波形正常,没有出现突变的现象,说明故障已经排除。于是装上Y7模块板通电试运行,再也没有出现1160 ORDl2 Contour monitoring轮廓监控报警,系统恢复了正常运行。
5 结束语
通过这次对伺服驱动系统典型故障的处理,给了维护数控设备工作方面一个启示:对故障的处理重点在于诊断。以理论指导实践,根据不同的故障原因,利用手中的器件采取相应的措施和办法进行分析和排除,从而去确定故障所发生的部分,这样才能进一步解决问题。而在寻找故障过程中的应变和分析能力一方面靠经验的积累,更重要的是决定于对系统的了解和掌握程度,这也要求维修人员要不断地进行学习与探索,从而提高自身的知识和专业水平。
[1]王佩夫.数控机床故障诊断及维护[M].北京:机械工业出版社,2000.
[2]莫正康.电力电子应用技术[M].北京:机械工业出版社,2000.