基于PLC控制的机器人铝合金车轮铸造系统
2014-03-26刘勇
刘 勇
(连云港杰瑞模具技术有限公司,江苏连云港 222006)
0 引言
车轮是汽车和摩托车的重要组成部分,承受车体自重和所承载的人和物体的重量。轻量化的铝合金车轮,更能适应整车高速化、节能化、现代化、高档次发展的需要[1]。传统的铝合金车轮生产采用人工,长时间的单一重复劳动引起的疲劳和误操作容易产生安全事故,而且人工在控制浇铸量上的不精确会产生能量损耗,引入机器人进入铸造环节,可明显降低生产成本和工人的劳动强度,提高生产效率。利用PLC的逻辑控制和网络扩展,也可以将其后加工及处理结合起来,实现生产的自动化,达到更好的社会效益和经济效益。
1 铸造的方案设计
在进行系统改造前,人工铸造一般采用单机模式,采用一人一机进行生产。由于人工在控制浇铸量时存在随意性,且随着劳动时间变长,疲劳带来精神不集中,容易引起安全事故。在机器人介入生产时,可以实现一机多模下的生产,一台机器人对多台油压机上的模具进行浇铸。
本案例为1台机器人对4台浇铸机进行浇注,涉及主要设备有浇铸机、模具、机器人及附加第七轴伺服浇柄、浇铸机操作控制盒等。如图1所示。
2 机器人伺服浇铸系统结构硬件
机器人伺服浇铸系统由六轴工业机器人(含机器人控制柜)和附加第七轴伺服浇柄组成,根据浇铸成型重量选择合适的机器人和设计选用第七轴伺服浇柄。该系统在空间内将完成熔化的铝合金从熔炉浇注到轮毂模具浇口的运动,完成浇注过程。
2.1 六轴工业机器人的主要特点:
(1)速度快,重复精度高;
(2)IP67等级防护,环境适应性强;
(3)耐热耐高温,可蒸汽清洗;
(4)支持在线编程和离线编程。
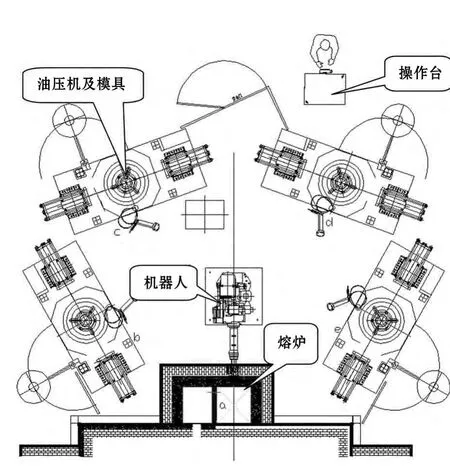
图1 机器人浇铸系统布局
2.2 附加第七轴伺服浇柄的主要特点
(1)伺服专用伞齿驱动
背隙小,精度高(±1%),运行平稳,维护简单,噪音小。
(2)法兰与机器人J6轴侧面固定
降低机器人所受辐射,减少了机器人与熔炉及浇铸的干涉。
(3)浇包简易调节
旋转角调整方便,拓展机器人的自由度,模拟人体动作浇铸范围更广,浇铸更精确
(4)液面检测及保护装置
①不锈钢检知棒
大幅度减少金属液体在棒端形成氧化的可能性,增加了液面高度检测的真实性。
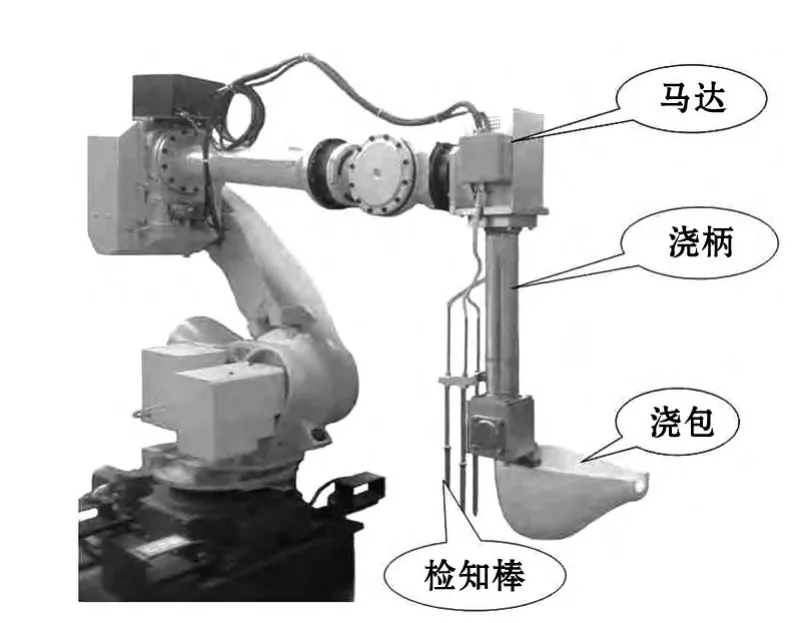
图2 机器人伺服浇铸系统
②检知棒简易调节
通过螺母夹紧位置的调整来改变探棒的检测端长短,以适应不同舀液量的需求。
③附加超程保护
保护了机器人在任何意外情况下都不会过多地进入金属熔液而造成部件损坏。
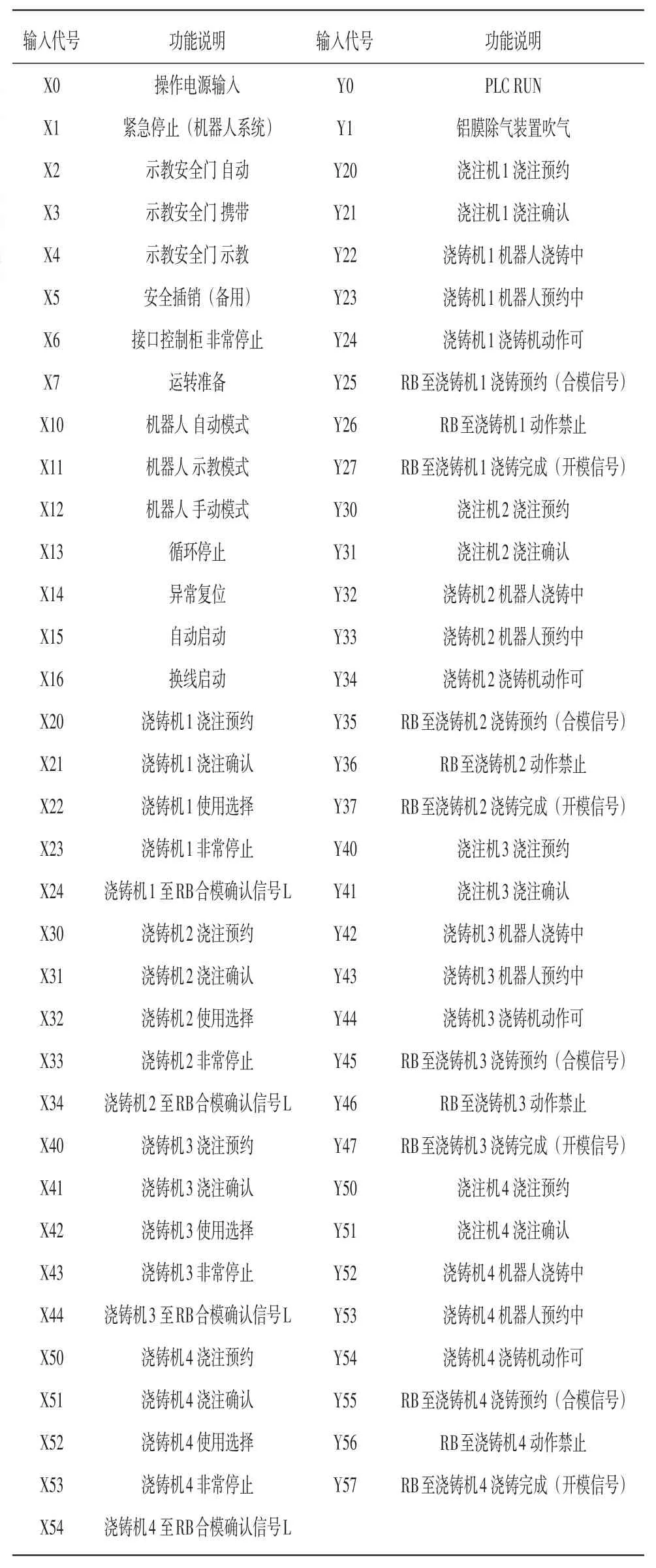
表1 PLC系统I/O分配表
④浇包更换快捷
伺服浇包采用凸台定位,浇包的更换只需拧动1个螺栓即可更换。
3 基于PLC的机器人伺服浇铸的电气硬件
电气控制回路构成:PLC、通讯模块、人机界面。
选用三菱FX-3U-128MR/ES-A,选用FX-2N-16CCL-M作为CC-Link系统主站模块,对PLC和机器人控制柜进行通讯。
3.1 FX3U系列PLC简介
FX3U系列PLC是三菱公司最新开发的第三代小型PLC系列产品,它是三菱公司目前小型PLC中CPU性能最高,并适用于网络控制的小型PLC系列产品。FX3U系列PLC采用了基本单元加扩展的形式,基本功能兼容了FX2N系列的全部功能。具有速度快、容量大、功能强的特点[2]。FX-3U-128MR/ES-A具有64点输入,64点输出。
3.2 CC-Link系统简介
CC-Link(Control&Communication Link)是连接PLC控制设备传感器驱动设备的现场总线网络的简称[3]。CC-Link系统是通过使用专用的电缆将分散的I/O模块,特殊高功能模块等连接起来,并且通过PLC的CPU来控制这些相应模块的系统。
①通过将每个模块分散到类似传送生产线和机械等设备中去,能够实现整个系统的省配线。
②通过使用类似I/O或者数字数据的ON/OFF数据的模块,能够实现简单的高速的通信。
③可以和其他厂商的不同的设备进行连接,使得系统更具有灵活性。
3.3 人机界面
选用WEINVIEW公司生产的MT6070iH型产品,性能参数如下:
大小:7寸16:9宽屏,65 536色TFT LCD,800×480分辨率;
性能:400MHz CPU,128MB内存;

图3 系统电气控制回路
接口:3个COM接口,1个USB2.0接口,1个USB1.1接口。
电气控制回路图如图3所示。
4 操作流程
机器人具有的在线和离线编程功能,根据现场实际安装情况,进行在线示教操作,对机器人从熔炉内舀取熔融状态的铝合金流体到各台浇铸机浇口位置进行示教操作,保存路径供自动运行使用;也可以采用离线编程,在软件内进行模拟,将模拟路径导入到机器人控制器里。PLC根据设定的程序,结合接口控制柜上的人工操作信号,对各台浇铸机进行浇注。浇铸流程和接口控制柜如图4和图5所示。
5 结语
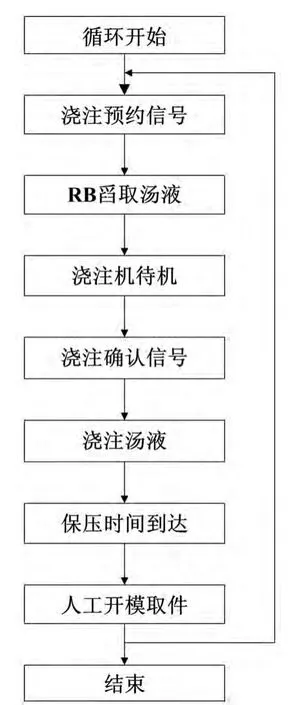
图4 浇铸流程
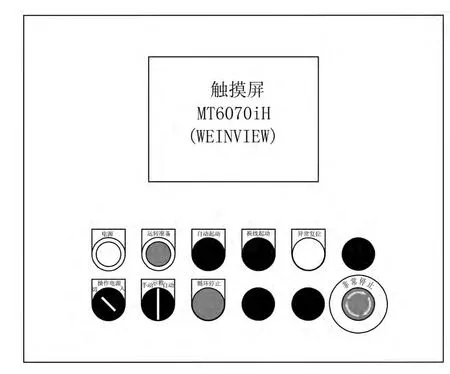
图5 接口控制柜
在降低成本和品质提升的双重要求下,机器人已经广泛地应用到工业企业,从事搬运码垛、焊接、铸造等诸多领域,PLC作为主要的控制部件,可靠性高、丰富的I/O接口及其良好的扩展性能,在自动化行业发挥着巨大作用,本文也通过PLC,使得系统的后期持续改进能够较好地延续。
[1]赵玉涛.铝合金车轮制造技术[M].北京:机械工业出版社,2005.
[2]陈苏波,杨俊辉,陈伟欣,等.三菱PLC快速入门与实例提高[M].北京:人民邮电出版社,2008.
[3]龚仲华,史建成,孙毅.三菱FX/Q系列PLC应用技术[M].北京:人民邮电出版社,2006.