激光技术在异种塑料材料焊接中的应用*
2014-03-26庞振华张庆茂梁锡辉
庞振华,张 卫,任 豪,张庆茂,梁锡辉
(1.广州市光机电技术研究院,广东广州 510663;2.华南师范大学,广东广州 510006)
0 引言
高分子材料在尖端技术、国防建设和国民经济各个领域已经得到广泛的应用。而塑料作为高分子材料中最重要的一部分,以其优异的物理化学性能,在汽车、医疗设备及电子等行业得到了广泛的应用[1-2]。而且,许多零部件传统使用的材料也开始逐渐被塑料所代替。如汽车进气歧管[3]、生物芯片[4]等。
但是,随着塑料的广泛使用,对复杂塑料件的连接成为影响塑料件质量的重要因素。工程上比较常用的塑料连接方法主要有粘合剂连接、溶剂连接和热焊接等。传统的塑料连接方式存在很多不足之处[5-8]。
基于激光束具有单色性好、能量密度高、空间控制性和时间控制性良好等一系列优点,激光塑料焊接技术具有传统的焊接方法所不具备的优点[9-11]:焊缝尺寸精密、牢度、密封性好,焊件表面完好无损;树脂降解少,产生的碎屑少,由于激光的非接触特性,不产生污染;易于控制,可实现自动化操作,具有良好的适应性,可焊接尺寸小或外形结构复杂的工件,焊接速度快;极大的减小了制品的震动应力和热应力,减慢了焊件的老化速度;激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工。
由于激光焊接在成本与性能方面巨大优势,在塑料制品的加工中,激光焊接已经成为一种新兴的更加快速、有效、环保的焊接方式。
1 激光塑料焊接的基本原理与方法
激光焊接塑料的原理又称为激光透射焊接,其先决条件就是两零件之一能够透过激光,而另一个零件必须能吸收激光,如图1所示[12]。在焊接过程中,将激光器产生的光束聚焦于待焊接区域,激光束透过一个零件,然后在两零件接触面被另一个零件吸收,形成热作用区;在热作用区中的塑料被融化,热熔状态下的塑料大分子在焊接压力的作用下互相扩散,产生范德华力,从而紧密地连接在一起,这样已熔化的材料形成接头,待焊接的部件即被连接起来。

图1 激光透射焊接基本原理示意图
根据激光器随塑料零件移动方式和扫描方式的不同,目前研究可把激光塑料焊接方法分成以下七种类型[13]:轮廓焊接、同步焊接、准同步焊接、掩膜焊接、放射状焊接、衍射焊接和Globe焊接,如图2所示。

图2 激光塑料焊接方法示意图
2 实验过程
2.1 实验设备
实验中采用Violino-3系列全风冷端泵浦半导体激光器,如图3所示。其主要的技术参数为:波长1 064 nm;标称功率20 W±5%;峰值功率116 kW;脉冲宽度6 ns;频率宽度20~200 kHz;光束质量M2<2;功率稳定度<±1%rms。

图3 Violino-3系列全风冷端泵浦半导体激光器
2.2 实验材料
目前激光塑料焊接主要在汽车、电器以及医疗领域中的应用最为广泛。针对这些领域,本实验选取了透明PC(聚碳酸酯)、乳白色ABS(丙烯晴─丁二烯─苯乙烯共聚合物)以及黑色POM(聚甲醛)等材料进行焊接工艺的研究,制作的焊接材料的尺寸如表1所示,其中吸光材料中心钻Φ13的孔,以便于对制作的焊接试件进行推力测试。焊接材料薄片如图4所示。
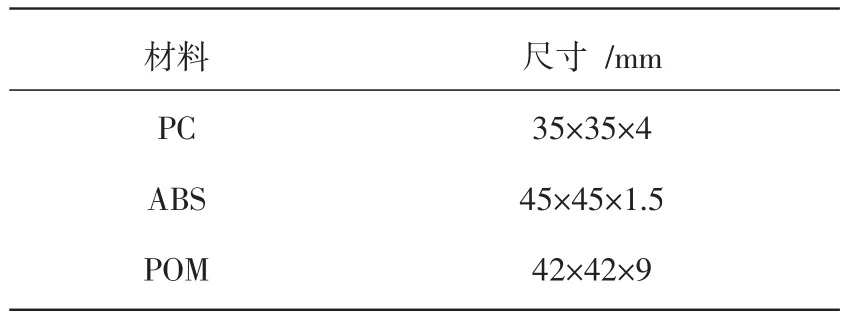
表1 焊接材料尺寸
2.3 材料透光率的测定
基于激光透射焊接的机理,本实验首先测定所用材料对1 064 nm波段近红外激光的透过率。实验结果如表2所示。依据测试结果,将PC材料作为焊接试件的透过层(上层),将ABS和POM材料作为焊接试件的吸收层(下层),组合搭配成PC/ABS和PC/POM两组,分别进行激光透射焊接焊接实验。
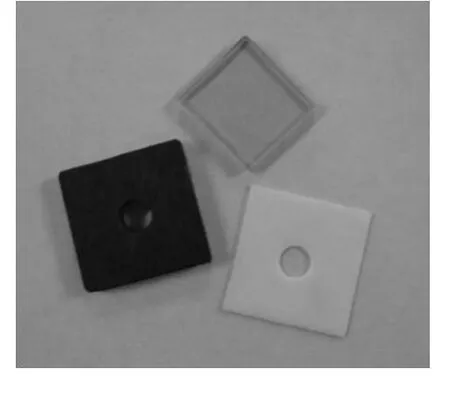
图4 焊接材料薄片
2.4 激光焊接参数
根据王霄[14]等人的研究结果,激光塑料焊接共有6个影响因素,根据本次实验的条件及目的,采用了如表3、4所示的焊接工艺进行研究。

表2 实验材料透过率

表3 PC/ABS焊接工艺参数
其他未标注的参数为:激光功率8 W;激光频率30 kHz;夹具夹紧力500 N;光斑半径0.2 mm;焊后保压时间15 s。

表4 PC/POM焊接工艺参数
其他未标注参数为:夹具夹紧力400 N;光斑半径0.07 mm;焊后保压时间20 s。
2.5 推力试验测试
将焊接试件在LX-8802D微电脑推力试验机上进行推力测试。如图5所示,在载物台上将焊接试件悬空垫起来,使推力传感器上的推杆穿过吸光材料上的圆孔后,将推力施加在透光材料上,直至将两层焊接在一起的材料分离开,从而测试出推力的大小,用来评估焊接试件的牢固程度。

图5 LX-8802D推力试验机
3 实验结果与讨论
3.1 外观质量的观察
一个样品的焊接质量好,不仅要求它的焊接强度高,而且对它的外观质量也应该有较高的要求。从而可以更好地满足工业应用。本实验对样品的外观照片进行了对比,如图6、7所示。
结果显示,透明PC与黑色POM焊接时,由于吸光材料为黑色的POM,掩盖了试样所产生的色变,试样的外观质量基本没有变化。而透明PC与乳白色ABS焊接时,白色的基底可以明显反应出材料存在的色变。

图6 PC/ABS焊接试件外观照片
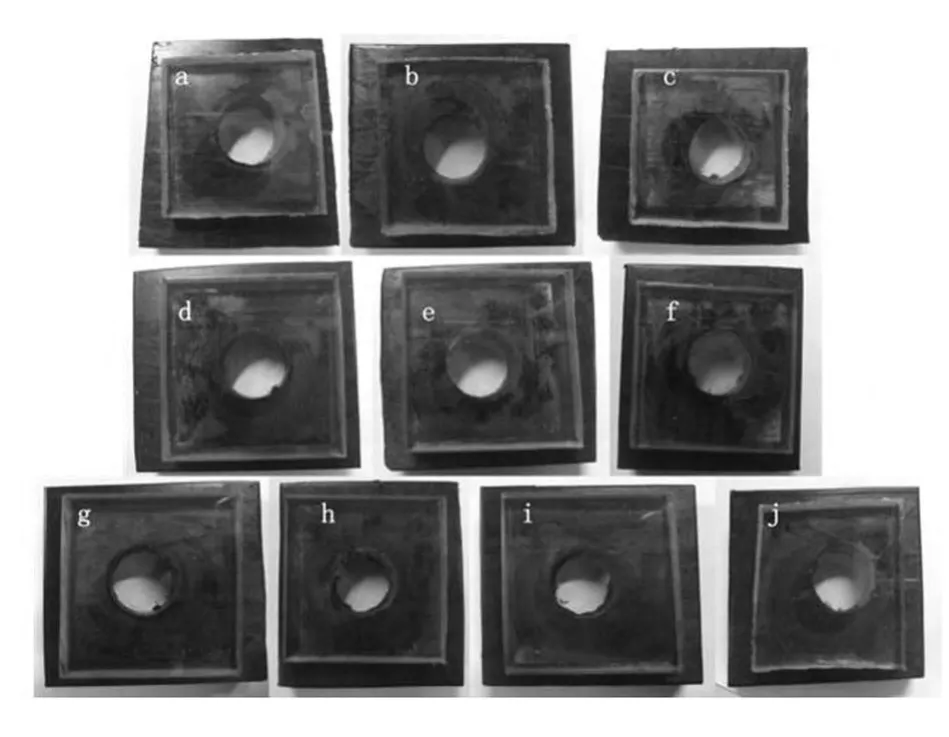
图7 PC/POM焊接试件外观照片
在PC/ABS焊接时,从样品e、f和g可以明显看出结合面出现了明显的黑色与焦黄色焊缝,而样品b、c的发黑部分是由于透光玻璃污染所致。样品出现黑色焊缝的主要原因是焊接速度变慢时,激光能量太高,超出了使材料熔化所需要的能量,材料被碳化、分解,所以在焊接接触面出现了黑色与焦黄色焊缝。另外,透明PC内部存在的微气孔,在激光的热作用下会在PC内部炸开,烧蚀PC,并对激光的透过产生影响,也是产生焊接试样色变的重要原因。
3.2 推力试验结果分析
为了综合评价激光焊接过程中焊接规范参数对焊接强度的影响,本实验引入了焊接体能量[15]的定义,并总结了焊接体能量与焊接强度间的关系。
焊接体能量EV的定义为:没有充分的热熔,试样主要靠界面处的范德华力结合在一起,并未焊牢;而当焊接体能量过高时,会造成材料的热分解,在焊接界面处形成空洞等缺陷,影响焊接强度。因此,选择适当的焊接体能量才可以得到较好的焊接强度。
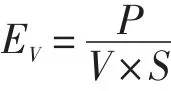

表5 PC/ABS焊接试样推力数据
表6 PC/POM焊接试样推力数据
从PC/POM实验组b、d与e可以看出,当焊接体能量固定时,激光频率变大,试样的焊接强度也呈现增加的趋势。主要原因是较高的频率可以使焊接材料吸收足够的能量并将其转化成热量,有利于材料的熔融,从而形成强度较高的焊缝。
4 技术应用
某公司提供的是某款手机的外壳与保护屏,如图8所示。手机外壳是黑色的ABS,保护屏是透明的PC。
实验采用轮廓焊接的方法,激光沿着待焊区域扫描一周,从而完成焊接。焊接后采用VML250光学影像测量仪观察产品的外观,采用LX-8802D微电脑拉力试验机测试产品力学性能。焊接后产品的外观如图9所示。

图8 手机外壳与显示屏

图9 焊接后产品外观
从图9(b)可以看出,通过激光焊接后,焊接区域均匀,外观未产生明显的色变。焊接后,对产品不同的焊接区域进行力学性能测试,结果显示产品所能承受的平均拉力为99 N,符合客户要求。
5 结论
本论文着重研究了不同塑料材料之间进行激光焊接的可行性和工艺过程,通过对焊接样品进行性能测试,得出以下结论。
(1)证实了激光技术可以成功实现异种塑料间的焊接。
(2)通过实验结果的对比可以看出,焊接体能量过低时,焊接强度较低;焊接体能量过高时,材料会碳化,影响外观质量。当焊接体能量固定时,激光频率变大,试样的焊接强度也呈现增加的趋势。因此,要获得较好的外观质量与力学性能的焊接试样,需要选择合理的焊接工艺参数。
(3)实验结果显示,激光塑料焊接是一种新兴的更加快速、有效、环保的焊接方式。激光塑料焊接可以得到与母材色度相近、力学性能良好的焊接试样,并可以成功的实现工业生产。
[1]谢龙,刘黎明.高分子材料塑料的激光焊接工艺及性能[J].焊接学报,2007,28(5):97-100.
[2]王又良,崔瑛,王健超,等.塑料的激光焊接工艺[J].应用激光,2006,26(2):93-96.
[3]唐伟家,吴汾.汽车进气歧管用塑料及其成型方法[J].汽车工艺与材料,2004(10):39-42.
[4]陈西曲,赖建军,刘胜,等.塑料生物芯片的激光焊接封装系统研究[J].微纳电子技术,2003(7/8):254-256.
[5]杨鸣波,唐志玉.中国材料工程大典:高分子材料工程(下)[M].北京:化学工业出版社,2005.
[6]张胜玉.塑料焊接在汽车工业上的应用[J].塑料,2004,33(6): 89-95.
[7]李姣.PmmA-ABS热塑性塑料激光透射焊接机理和工艺的研究[D].上海:上海交通大学,2008.
[8] Harper C A.Handbook of Plastics,Elastomers,&Com⁃posties:塑料、弹性体、复合材料手册——性能及加工[M].北京:化学工业出版社,2007.
[9]关振中.激光加工工艺手册[M].北京:中国计量出版社,2007.
[10]杨昆,王霄,张惠中,等.吸收剂对热塑性塑料激光透射焊接质量的影响[J].激光技术,2009,33(3): 246-272.
[11]王又良.激光加工的最新应用领域[J].应用激光,2005,25(5):329-332.
[12]庞振华,杨绍奎,宋杰,等.激光塑料焊接技术及其典型应用[J].机电工程技术,2010,39(4):17-19.
[13]刘会霞,张惠中,季进清,等.激光焊接塑料的方法及发展现状 [J].激光技术,2008,32(2):166-170.
[14]王霄,张惠中,丁国民,等.聚丙烯塑料激光透射焊接工艺[J].中国激光,2008,35(3):466-471.
[15]秦国梁,林尚扬.激光焊接体能量及其对激光深熔焊缝熔深的影响[J].材料工程,2006,27(7):74-76.