滑模变结构在工业缝纫机伺服控制系统中的应用*
2014-03-26邓正万高宁宇
邓正万,高宁宇
(1.南通桑普力兰电器实业有限公司,江苏南通 226000;2.南通大学电气工程学院,江苏南通 226019)
0 引言
随着对缝制衣服的质量和速度的不断追求,工业缝纫机所用电机经历了摩擦式、涡流式、混合步进式电机和交流伺服电机[1],其中,无刷直流电动机(BLDCM)具有体积小、重量轻、维护方便、高效节能以及易于控制等一系列优点而被广泛运用于各类高性能、高速工业缝纫机中。工业缝纫机BLDCM伺服控制系统,常采用PI调节器作为转速调节器,它具有结构简单,可靠性和稳态精度等优点,但是工业缝纫机BLDCM伺服控制系统是一个滞后、时变、非线性的系统,采用传统的PI调节器,对系统参数摄动的鲁棒性不强及抗负载扰动能力不强等[2-4]。
由于滑模变结构控制具有完全自适应性和鲁棒性,以及优良的控制性能和易于实现的特点,加上微处理器的计算能力不断提高和储存能力的扩大,也为这些相对复杂的先进控制算法的实现提供了有利条件,本文将滑模变结构控制理论引入到工业缝纫机BLDCM伺服控制系统,转速调节器采用滑模变结构控制来替代传统的PI控制,以期达到优化控制的目的。
1 工业缝纫机伺服控制系统
图1是工业缝纫机伺服控制系统的硬件结构图。它包括主电路、驱动电路、主控电路、电磁铁驱动电路、脚踏板控制电路、信号采集与故障综合电路、操作面板等部分[5]。
其中主控电路是整个工业缝纫机伺服控制系统的核心部分,采用RENESAS MCU R5F71374作为主控芯片,通过检测BLDCM的转子位置和脚踏信号,产生6路PWM信号,来控制BLDCM的旋转与停止,实现缝纫机定针位与缝制工作;驱动电磁铁,完成缝纫机的前后加固、剪线、拨线、抬压脚等动作。
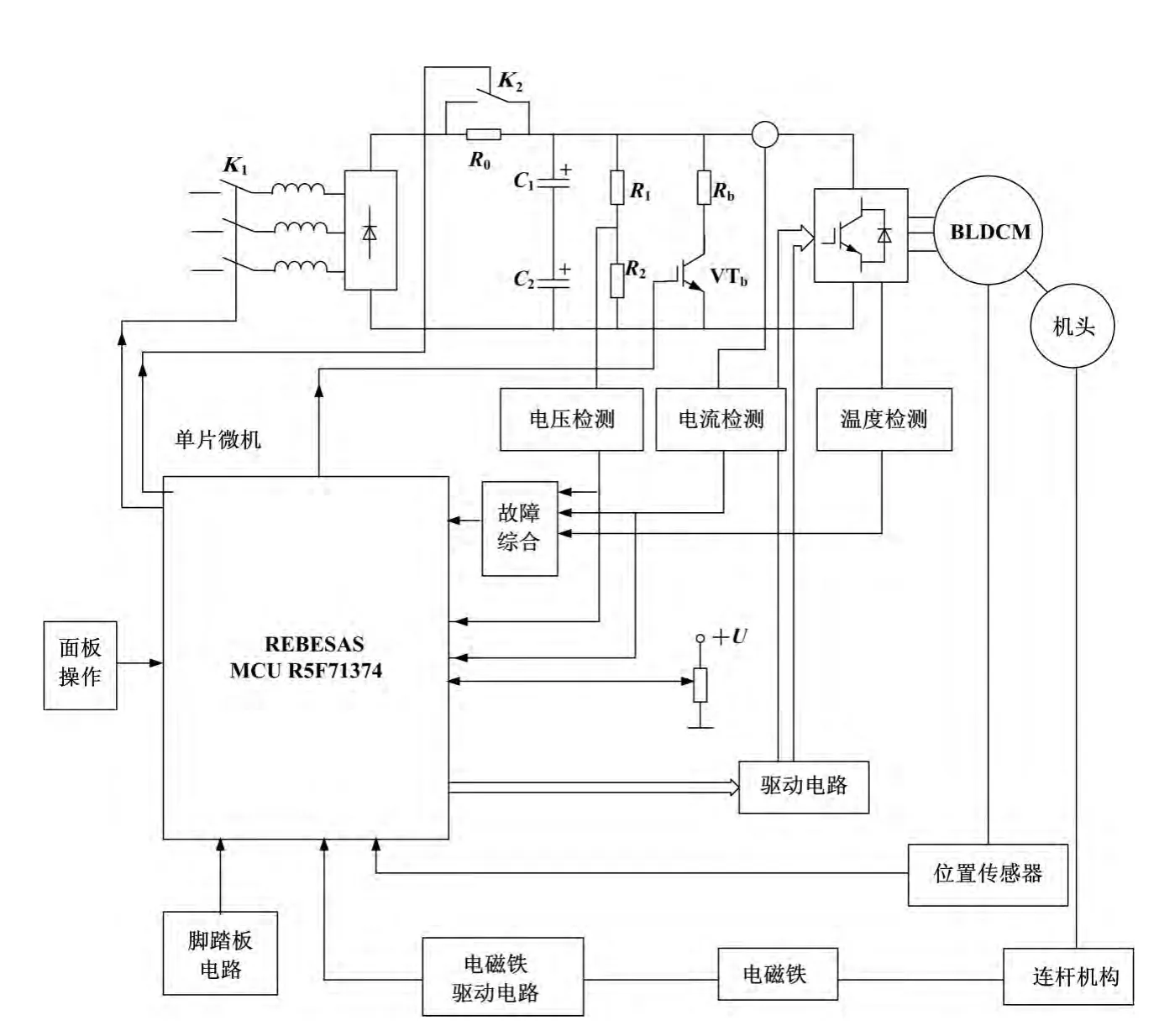
图1 工业缝纫机伺服系统的硬件结构图
2 无刷直流电动机滑模变结构控制器的设计
本系统采用Y接三相BLDCM,三相全桥逆变电路,两两导通方式。图2为无刷直流电动机控制系统。系统采用转速、电流双闭环控制系统。在电流环中,电流调节器采用传统的PI控制就能达到满意的控制效果。在转速环中,为了提高系统的动态响应和改善调速性能,转速调节器采用滑模变结构控制器替代传统的PI调节器。

图2 无刷直流电动机控制系统结构图
滑模变结构控制最大优点是其滑动模态对系统的干扰和摄动具有很好的自适应性,其高速切换特性对于电机负载变化和绕组换相引起的电流波动也均有较好的抑制功能[6]。本文选择指数趋近律来设计滑模变结构控制器。
2.1 滑模控制律推导
忽略粘性摩擦,BLDCM的运动方程为:

其中,T为电磁转矩,TL为负载转矩,J为转动惯量,J>0,ω是转子机械角速度。
转化为状态方程表示为:

滑模变结构控制系统的运行状态是通过对切换函数S符号的判别,不断地切换控制量来改变系统结构,以使系统状态变量运动到事先设计好的空间切换面S上,然后系统沿切换面运动。故定义切换函数:

其中,ω*是转子机械角速度的给定值,ω是转子机械角速度的反馈值。
选滑模变结构控制律为指数趋近率控制:

其中,ε、k为待定系数。
2.2 滑动模态存在的条件
由式(2)有:

设ω*不变,则:

2.3 滑模控制稳定性分析
取Lyapunov函数为:

并对时间求导,得:

式 中 , ε1>TL, ε2>TL, K1>0 ,K2>0 ,则: V∙(t)<0 。所以整个控制系统是Ly⁃apunov意义下渐进稳定,确保系统滑模的存在性和可达性,说明系统能实现滑模运动。
3 仿真和实验
3.1 仿真
无刷直流电动机主要参数如下:额定相电压UN=220 V,额定转速nN=3 000 r/min,相电阻Rs=2.875 Ω,相电感Ls=8.5 mH,转动惯量J=0.000 8 kg·m2。转速调节器分别采用PI控制和滑模变结构控制,对工业缝纫机BLDCM伺服控制系统进行仿真。图3为在0.1 s,负载转矩由1.05 N·m增加至2 N·m时,滑模变结构控制与传统的PI控制的转速仿真波形,可以看出采用滑模变结构控制的转速波形超调小,起动时间短,并且能有效抵抗负载扰动的影响。图4为在滑模变结构控制下,BLDCM起动制动时转速响应曲线,在0.1 s时发出制动指令,可以看到在高速稳定运行的BLDCM能实现快速制动,转速响应快,跟随性好。
从仿真波形说明运用滑模变结构控制策略极大改善了工业缝纫机BLDCM伺服系统的动静态运行性能。
3.2 实验
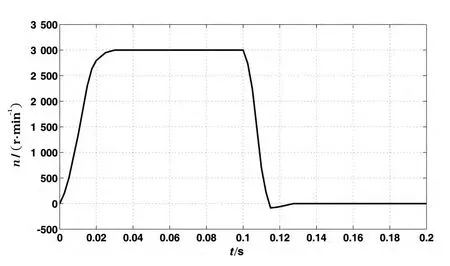
图4 起动制动时转速响应仿真曲线
本文所设计的工业缝纫机伺服控制系统采用RENESAS MCU R5F71374作为主控芯片,主要完成功能电磁铁模块、电机调速模块、缝纫模式模块等任务。实验过程中,先把滑模变结构算法的调速程序烧进控制板,利用光电式旋转编码器以M/T法测速,将测量计算到的转速存储在主控芯片的指定寄存器中,然后用MatLab的画图程序绘制转速波形,实测转速波形如图5所示。从测试波形可以得出结论,该缝纫机控制系统可以在140 ms内实现从3 000 r/min转速到停车状态的转换,系统的快速动态性能得到了保证,满足工业缝纫机伺服控制系统对快速性的要求。

4 结论
本文研究分析了工业缝纫机BLDCM伺服控制系统,并在转速环节引入滑模变结构控制策略。仿真和实验结果表明:将滑模变结构控制理论引入转速调节器,可以得到较好的调速特性和动态响应性能。证明对于滞后、非线性、变参数的转速控制系统而言,滑模变结构控制效果优于传统PI控制。
[1]中国纺织服装机械网.工业缝纫机用电机应用现状 与 发 展 方 向 [EB/OL].http://www.fzfzjx.com.2012-02-13.
[2]李国强,李辉,吴瀛喆.基于工业缝纫机的PMSM控制系统设计[J].电力电子技术,2012(11):93-94.
[3]徐展鹏,孙云云,刘涵,等.基于神经网络算法的工缝机节能电动机控制系统的设计[J].纺织学报,2011(12):128-133.
[4]朱勇,冯开平.无刷直流电机无位置传感器控制系统仿真研究[J].机电工程技术,2013(7):19-23.
[5]阮毅,陈伯时.电力拖动自动控制系统:第4版[M].北京:机械工业出版社,2010.
[6]夏长亮.无刷直流电机控制系统:第1版[M].北京:科学出版社,2009.