圆弧样板检测方法
2014-03-22刘兴富刘瑞玲
刘兴富 刘瑞玲
(广州威而信精密仪器有限公司,西安 710075;陕西五环(集团)实业有限责任公司,西安 710038)
0 引言
圆弧样板是机械制造中广泛应用的一种专用定值计量器具。圆弧样板型线一般由圆弧、直线等几何元素组成。不同用途的圆弧样板形状各异,测量计算复杂。传统的测量方法、人工计算已与目前高精度的加工方法不相适应,不能及时反馈加工质量的信息,必须采用与加工方法相应的高精度测量方法,来评定圆弧样板的加工质量和保证圆弧样板的使用精度。
在实际测量工作中,圆弧样板有许多不同的测量方法带来不同的测量结果和测量精度,本文作如下具体介绍。
1 圆弧样板在工具显微镜(含三坐标)类仪器上测量
1.1 测量的基本原理
1)弓弦法[1]
如图1所示,求解圆弧的半径:在万工显上测出弦长2L和弓高h,

图1 弓弦法测量示意图
由几何关系可得方程式R2=L2+(R-h)2
解上列方程式可得R=(h2+L2)/2h
(1)
2)双弦法[1]
如图2所示,万工显上测出两条平行弦长2L1、2L2,以及两平行弦间的高度h,由此可得

图2 双弦法测量示意

(2)
3) 三点法[2]
根据不在直线上的3点可以确定一个圆的原理,在圆弧上采集3点,运用圆方程求解被测圆弧半径R。
圆方程x2+y2+2Dx+2Ey+F=0
圆心坐标x0=-D,y0=-E
将3点的坐标带入圆方程即可求出参数D、E、F,进一步求出圆弧半径R。
4)切线距法[3]
以万工显上分度盘的旋转中心为原点,建立直角坐标系,准确确定出原点的坐标:O(x0,y0),并调整分度盘的角度读数φ0=0°。如图3a所示,根据被测圆弧安装位置及圆弧包角大小,选择3个不同的转角φ1,φ2,φ3分别测量出被测圆弧的切线到基线(与仪器纵向平行且过原点的直线)的距离(切线距)h1,h2,h3,可得
R=f(ai,hi)

图3 圆弧半径的求解
根据测量数据φi,hi,如图3(b)计算图中l1,l2,l3为通过圆弧中心O1的3条直线,分别平行于基线,通过原点O的P1,P2,P3的有向线段,分别是直线l1,l2,l3的法线,φ1,φ2,φ3是基线与oxi轴线间的夹角,由oxi轴正向逆时针转向为正,顺时针转向为负。被测圆弧半径R,可通过直线li的法线方程组求出
xcos(90°+φi)+ysin(90°+φi)-Pi=0
-xsinφi+ycosφi-Pi=0
(3)
将P1=h1±R,P2=h2±R,P3=h3±R,分别代入式(3),得直线l1,l2,l3的法线方程组,即
(4)
解上列方程组得
(5)
当被测圆弧的切线位于圆弧中心O1之上时,上式取正号;位于圆弧中心O1之下时,上式取负号,与被测圆弧是外圆弧还是内圆弧无关。
5)多点法
多点法是在被测圆弧上采集3个以上的点Ni(xi,yi)的离散点,采用最小二乘法处理,通过最小化误差的平方,寻找数据的最佳函数匹配。最后,得到圆弧半径。
1.2 采样点的瞄准
工具显微镜类仪器调焦、采样点的瞄准(压线)是测量人员应掌握的最基本技能:
1)一般影像法:透射光照明,米字线瞄准;
2)反射法:反射光照明,米字线瞄准;
3)衍射法:衍射干涉条纹,米字线瞄准。
米字线瞄准时,应使线宽的一半在轮廓影像之内,另一半在轮廓影像外。对衍射法而言,不是米字线与轮廓影像“相压”,而是与第一条干涉条纹“相压”。
4)球触点法:用灵敏杠杆或三坐标的球测头,可在直角坐标及极坐标测量,极坐标测量可以保证测力方向基本通过圆心。
5)像点反射法:用极坐标测量,类似孔径测量。
6)电眼球触点法:准确度比球触点法高,无测量力影响,适于测量导电材料及较软的材料。
7)CCD器件自动瞄准法。根据软件可以实现样板多点自动瞄准采样,实现自动测量。
1.3 测量结果处理
1)人工按公式计算;
2)电脑编程计算;
3)仪器电脑自动计算。
在微机型万工显上测量就方便多了,测量时将被测圆弧样板,任意放置在万工显的玻璃工作台上,并用橡皮泥固定,调整仪器焦距使样板型线呈现清晰的影像。
为了提高测量准确度,可以多采一些点,不必受“三点圆”的限制,软件对圆均采用“最小二乘法”处理。如果需要打印所求结果,选“打印”,将测量结果打印出来。
如果把在普通型万工显上采集到圆弧样板上的多点坐标,利用编写的小程序,把数据输入到三坐标测量机的测量软件WTUTOR中,利用WTUTOR软件中的元素测量功能,来计算圆弧参数,则大大减少了测量误差,而且可以对圆弧形状误差进行评定。
运行编写(接口)程序,把在普通型万工显上所采集的数据输入计算机,即可立即得到数据的处理结果。
“最小条件”,则是用理想圆弧包容被测圆弧,使两者之间的距离(包容区域)为最小。
2 圆弧样板在量、检具上测量
2.1 测量直径的方法
此法适用于圆弧包角≥180°圆弧样板半径的测量,凡是能测量直径的方法均可用。
2.2 制作专用卡尺或利用卡尺测量圆弧样板
1)圆弧专用卡尺的测量原理
从图4(a)可以看出普通卡尺的两外量爪测量面相互平行,可以直接从卡尺上读出被测圆柱的直径。
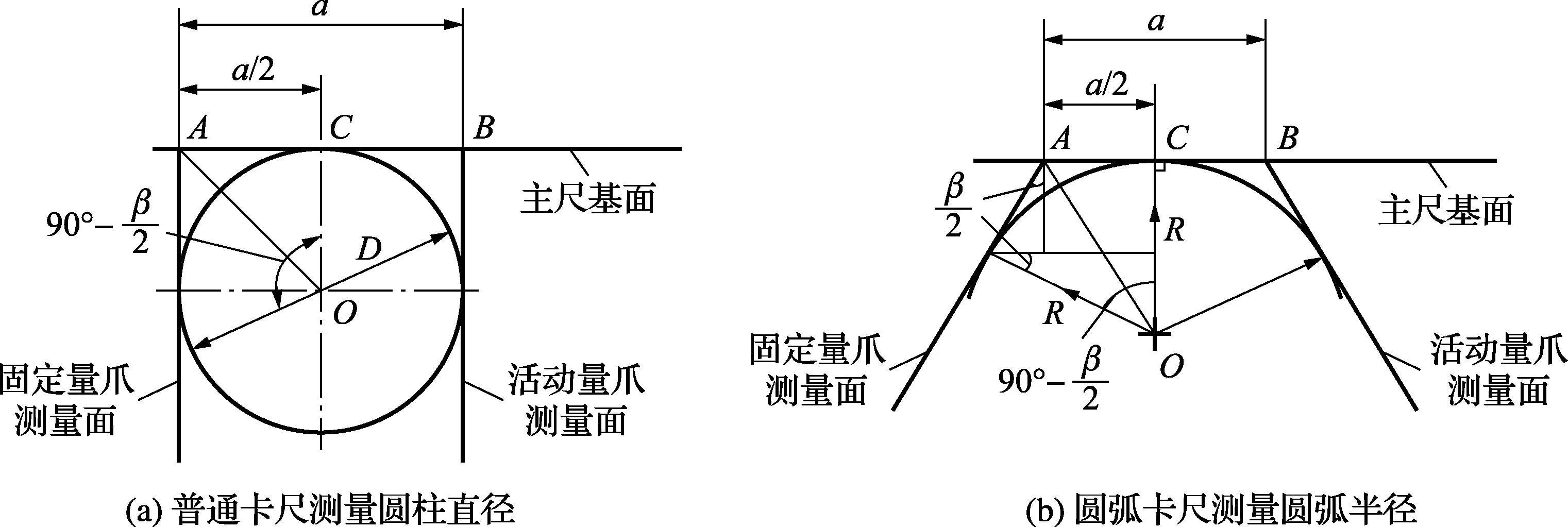
图4 从卡尺测量圆柱直径到测量圆弧半径
对于圆弧专用卡尺,则可通过图4b中的△AOC,求出圆弧卡尺固定、活动外量爪上角度块测量面的斜角β/2,两外量爪上角度块测量面间的夹角β:
tan(90°-β/2)/2=a/(2R)
当令a=R时
tan(90°-β/2)/2=1/2
(90°-β/2)/2=arctan1/2
90°-β/2=2×26°33′54″
β/2=90°-53°07′48″=36°52′12″
圆弧卡尺的两外量爪上角度块测量面不平行,若要实现从卡尺上直接读出圆弧的半径尺寸,只要将普通卡尺两外量爪上角度块测量面夹角β=73°44′24″即可。
2)将角度块粘固在卡尺量爪上
如图5所示,将图5a卡尺两外量爪上角度块为某一夹角状态(图5b),就可实现直接测量出圆弧的半径尺寸。专用卡尺改制方法如下:
a.用橡皮泥(或专用夹子)将角度块固定在普通卡尺的固定、活动外量爪上(图5b);

图5 卡尺改制方案
b.以卡尺主尺基面为基准,如图5b所示,将角度块测量面调校为β/2的正确位置之后,在注胶孔中注入502胶,将角度块粘接在卡尺量爪上;
c.校准“零位”:用R8mm标准圆柱(不低于6等量块的精度)校准,(游标零刻线与主尺8mm刻线对齐);
d.示值误差检定:用R21.3mm、R42.6mm、R64.9mm标准圆柱(不低于6等量块的精度)检定。圆弧卡尺的示值误差应符合《通用卡尺检定规程》(JJG 30—2002)的要求。
3)将角度块固定在卡尺量爪的测量面上
角度块按36°52′12″或选用36°角度块,此法一般不与零位重合,采用普通卡尺,可以选用整数厘米,便于修正;采用数显卡尺,可以在校准零位时,重新置零。
2.3 用检具测量圆弧样板的半径[6]
1)测量原理
圆弧半径测量检具设计的基本原理,是以“弓弦法”的测量原理为基础的。测量前,将检具在平板或平晶上“置零”,确定两测量圆柱的中心距。测量时,使两圆柱与被测圆弧相接触(相切),读出如图6所示的位移量A
上列通式中带双号者,正号(+)用于外圆弧;负号(-)用于内圆弧。

图6 圆弧半径测量检具的原理
限于篇幅,这里只将内、外圆弧半径的计算公式,归纳为如下通式:
R=f(A,B)=(B2+4A2)/8A±r
(6)
通式(6)中带双号者,负号(-)用于外圆弧半径的计算;正号(+)用于内圆弧半径的计算。
2)检具的结构
圆弧半径测量检具的结构如图7所示。数显表(测杆)装在基座中的装表孔中,测量圆柱由两端堵板定位,圆柱母线与基座基面接触,圆柱可在基面上滑动,当两圆柱的中心距校准(用中心距校正规校准,校正规圆柱的直径φD=B-2r)之后,用螺钉将两圆柱的位置固定。
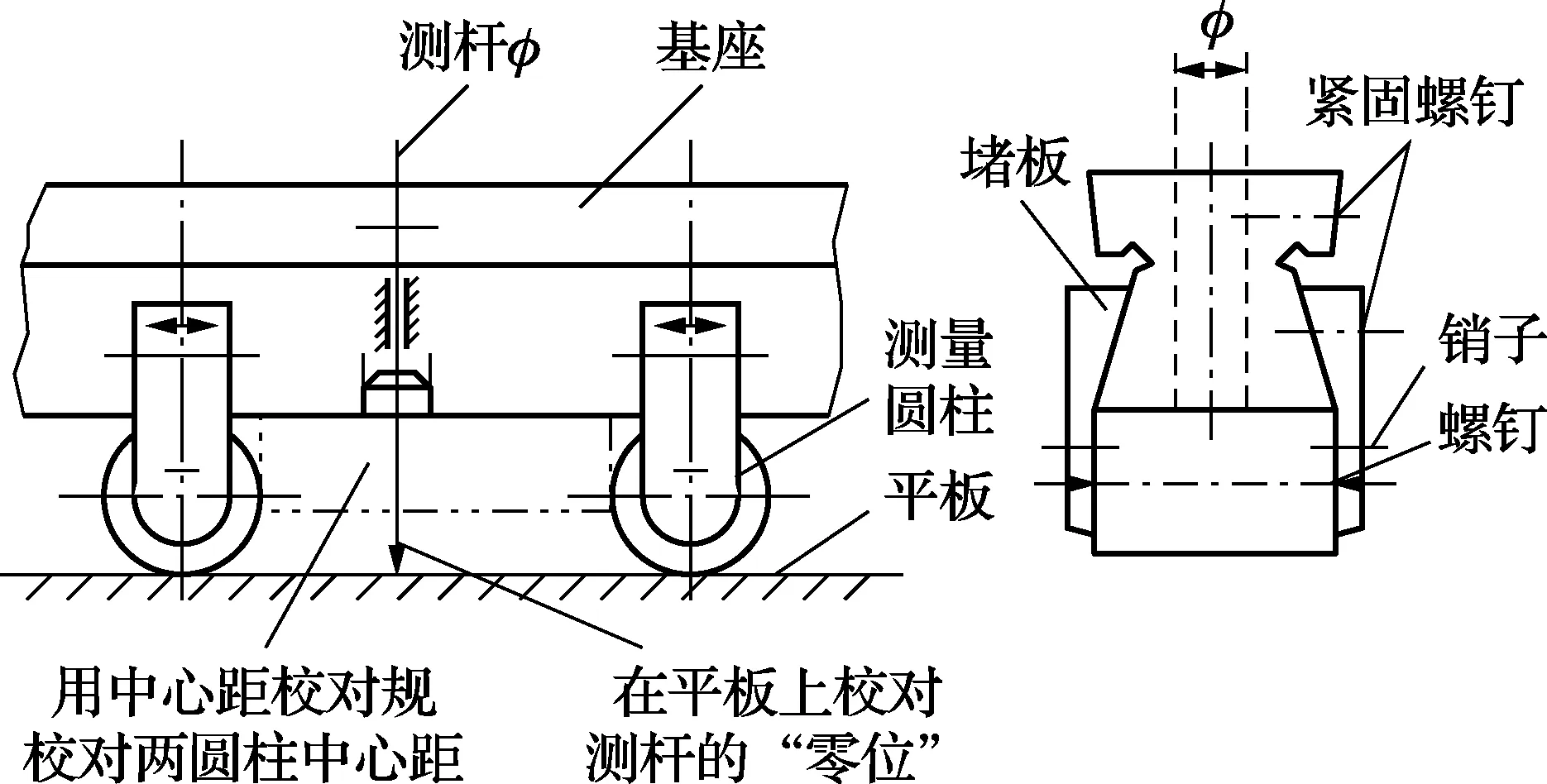
图7 测量检具的的结构(示意图)
3)测量结果的处理
笔者将机械技术、传感器技术、微计算机技术和集成电路技术有机结合起来,制成圆弧半径测量检具,可直接显示被测圆弧的半径,测量范围大,可以实现无级测量,体积小,成本低。
检具选用容栅位移传感器作为位移测量传感元件,利用相位跟踪原理实现位移测量。
测量时,测杆的位移量,经集成电路转换成被测圆弧的半径,由液晶显示屏显示出来。
圆弧半径测量仪,国内已有厂家生产(如“FUJ01型”),此类测量仪器(产品)市场上已有销售。用它可以非常快捷、准确地测量各种圆弧样板参数。
2.4 用正弦规测量圆弧样板的半径[7]
正弦规除了可以方便的测量锥体的角度之外,还可以利用正弦规两圆柱中心距,上工作平面的平面性、上工作平面与两圆柱下母线的平行性的高精度,以正弦规作为辅具,在加工中用来测量内、外圆弧的半径。为此,应准确测量出正弦规上平面到圆柱中心的距离H。亦可把正弦规作为测量器具,在内、外圆弧半径工序检验中测量。
1)大尺寸圆弧样板
如图8所示,圆弧半径大于正弦规的,将正弦规放在圆弧样板上测量,测量出圆弧顶点到正弦规上平面的距离P,则由直角△AOB可得
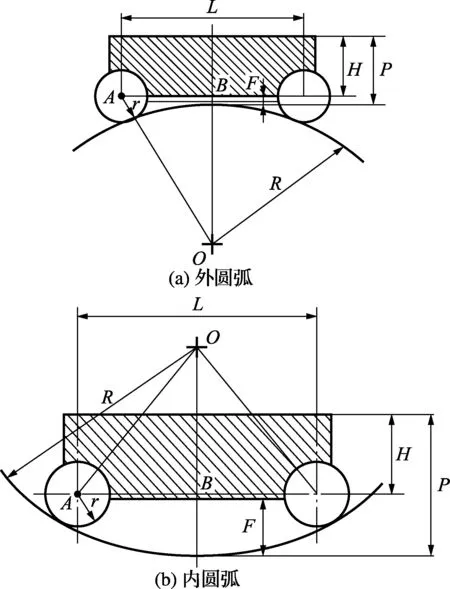
图8 测量内、外圆弧半径
AO2=AB2+BO2
求解外圆弧半径时(图8a),将AO=(R+r),AB=L/2,BO=R+(P-H),代入上式;求解内圆弧半径时(图8b),将AO=(R-r),AB=L/2,BO=R-(P-H),代入上式,将上式展开、化简,并进行归纳,最后,得内、外圆弧半径的计算通式
R(n,w)=L2/∓8(P-H-r)∓(P-H+r)/2
(7)
通式(7)中Rn、Rw为被测内、外圆弧半径;L为正弦规两圆柱中心距;r为正弦规两圆柱半径;H为两圆柱中心距到上平面的距离;P为圆弧顶点到上平面的距离。
通式(7)中带双号者,负号(-)用于外圆弧半径的计算;正号(+)用于内圆弧半径的计算。
2)小尺寸圆弧样板
如图9所示,圆弧半径较小的,将圆弧样板放在正弦规上测量。被测圆弧装夹在正弦规上之后,再将正弦规置于平板上,并将正弦规的一端圆柱与靠铁相靠(紧贴),然后根据被测圆弧的安装位置及包角大小,按下式计算量块组的尺寸
h=Lsinφ

图9 在正弦规上测圆弧的半径
选择3组不同的量块组,使正弦规产生3个不同的角度φ1,φ2,φ3,分别量出圆弧最高点至圆柱中心的距离h1,h2,h3(hi=Hi-r)。这时,可利用前面 “切线距法”的公式(5)求出被测圆弧的半径。
3 结束语
1)测量时,在样板安装之前,必须仔细检查样板的表面粗糙度和各项形状误差是否符合测量要求。譬如,安装平面、基准边和型线面的粗糙度,基准边的直线度和平面度,以及基准边、型线面对安装平面的垂直度是否符合精密样板的测量要求。因为以上各项是正确采集测量点的基本要求;
2)尽管在微机型“万工显”上,使用测量软件测量不必对被测样板进行找正和读数,只通过采点(压线)和按程序操作,就可迅速获得测量结果。但必须切记,影像法还必须做到正确调焦得到清晰影像和正确采点,才能获得正确的测量结果;
3)对于较厚的被测样板,为了避免型线面与安装平面不垂直的弊病,在具备安装条件的情况下,测完一面后,翻面再测一次,这样就能比较客观地反映被测样板的实际情况;
4)对于精密的圆弧样板可以用干涉法测量,类似于光学车间测量球面样板。
本文对圆弧样板多种测量方法进行了比较详尽的论述,期望能对同行在样板测量中有所帮助。
[1]工具显微镜编写组.工具显微镜.机械工业出版社,1978
[2]史旭斌,田俊成.计量传感器在万能工具显微镜中的应用.机械工业标准化与质量,2007(5)
[3]刘兴富,赵杰.圆弧半径的“多点”测算方法.计量技术,1999(7)
[4]刘兴富.几何测量软件在样板测试中的运用.计量技术,2007(4)
[5]刘兴富.测量圆弧半径尺寸的直读式游标卡尺.机械工业标准化与质量,2003 (7)
[6]王晓光.非整圆弧半径和非整球半径的简易测量装置.机械工程师,1994(4)
[7]李孝刚.在正弦规上测量圆弧半径的方法.计量技术,1994(11)
