采用投影比较法提高簧片类零件检测效率
2014-03-22罗红缨
罗红缨 李 丽
(中国航天电子技术研究院165厂,桂林 541002)
0 引言
我厂产品中有很多簧片类零件,这些簧片零件是采用厚度为0.1~0.3mm的金属材料通过模具冲压弯曲成形的方法制造而成,不同零件弯曲的形状各异,需要检验的尺寸也较多,由于簧片类零件材料较薄容易变形,一般不适合采用接触式通用量具测量,通常采用非接触的投影仪进行测量。但由于零件加工批量较大,每批量有1000~10000件不等,按抽样标准检验都需要抽检50~200件,而且每个零件至少有3~10个尺寸需要上投影仪读数进行测量,检测工作量非常大,效率低。为了提高簧片类零件的检测效率,我们进行了改进,采用投影比较法进行测量,大大提高了检测效率。
1 投影比较法
投影比较法通常采用投影仪进行测量,将工件放置于仪器工作台上,选择合适的放大倍数,根据投影放大倍数,事先画出被测工件的投影放大图。测量时,仪器具有准确放大倍数的物镜将工件放大成像于投影屏上,将绘制好的投影放大图与投影屏上的工件影像进行比较测量,观察被测工件轮廓是否在投影放大图中的公差带范围内,以判断工件合格与否。
2 测量实例分析
图1为簧片实例零件,我厂现使用的投影仪是投影屏直径为φ300的数字式投影仪,以往的测量方法是将零件放在投影仪工作台上,利用工作台纵横向读数系统进行尺寸测量。首先需要进行找正,将被测尺寸调整到与工作台移动方向平行,移动工作台,使投影屏上的米字线对准工件被测尺寸一端,X或Y置零,然后移动工作台,十字线对准工件的另一端,这时X、Y的值即被测尺寸实际值。零件上的4个尺寸,需要8次压线,4次读数才能测完,测完一个零件需要约1分钟,以批量为5000件计算,抽检数量为80件,则检测完这些尺寸就需要至少80分钟,检测耗时多、效率低。如何采取更合适的测量方法,提高检验效率,是当务之急。
经分析被测零件特点,发现大多数的簧片类零件尺寸公差大于0.1,如采用投影比较法测量,测量效率将明显提高。
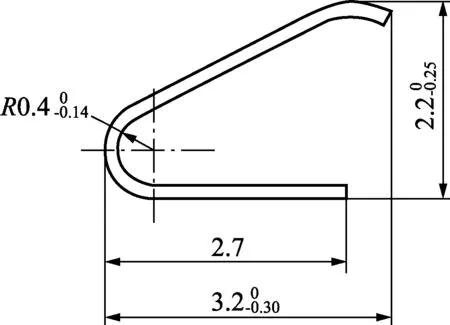
图1 簧片零件图
采用投影比较法测量,首先须绘制零件标准放大图,目前的计算机绘图软件对绘制投影放大图提供了极大的方便,按被测零件图纸尺寸参数乘放大倍率绘制,线型宽度为0.18mm细实线,将零件的公差带位置采用细实线段绘制,同时在放大图上标注测量基准、被测尺寸范围和放大图使用说明。绘制投影放大图的图纸为A4描图纸,放大图打印出来后采用万能工具显微镜复验其尺寸正确性,精度在±0.1范围内的才允许使用。图2为所绘制20:1投影放大图。该放大图可测量图示中所标注的尺寸,测量时,以直边A及圆心O为基准找正,图中细实线段为各尺寸的极限公差带。投影屏中零件轮廓尺寸不超出公差带范围的判为合格,超出的判别为不合格。

图2 20:1投影放大图
以上述图1零件为例,在投影仪上比较测量时,将绘制好的放大图放在投影屏上,零件放在仪器工作台上,并按放大图使用说明找正放大图的基准线A,采用半宽压线法对基准轮廓线,以减少线宽带来的误差。再将零件实际轮廓线与放大图对比,同样用半宽压线法进行判断,轮廓图形尺寸不超出细实线段范围(公差带位置)即合格,由于簧片零件的尺寸公差都大于0.1,按放大20倍的比例绘制的公差带范围可以达到2mm以上,观测时比较方便,零件尺寸是否在公差范围直观明了,而且测量准确度完全可以保证,一次可同时检测多个不同尺寸,检测效率明显提高。
采用投影直接读数法复验上述采用投影比较法测量后的零件,其检验结果均相符。
3 测量不确定度分析
为确定投影比较法的测量不确定度是否满足零件测量准确度要求,进行了不确定度分析。
3.1 投影仪带来的不确定度分量

3.2 放大图的绘制误差带来的不确定度分量
以图1尺寸2.7为例,放大20倍后尺寸应是54mm,将绘制的放大图在万能工具显微镜上测量10次,得到测量平均值为53.964mm,则放大图的绘制误差为
54-53.964=0.036mm
其相对不确定度u2rel=0.036/54=0.067%
3.3 放大图线宽带来的不确定度分量
对于尺寸2.7mm,其相对不确定度为:srel=0.052/54=0.096%
由于判断尺寸是否合格需要在两端同时压线,故
3.4 描图纸变形带来的不确定度分量
一般情况下,为减小放大图变形带来的影响,比较正规的做法是把放大图制作在玻璃板上。为提高效率,方便使用,将放大图绘制在描图纸即硫酸纸上,经查其热膨胀系数a 为(10~15)×10-6/℃,现取a 为15×10-6/℃,一般测量室的室温控制在20℃±5℃,则对于尺寸L为2.7mm,当室温偏离5℃时,描图纸变形误差为
ΔL=La (t-20)=2.7×15×10-6×5=0.0002mm
其相对不确定度u4rel=0.0002/2.7=0.0075%
3.5 合成不确定度
ucrel=0.16%
3.6 扩展不确定度
取置信概率p=95%,k=1.96,则相对扩展不确定度为U95rel=k·ucrel=1.96×0.16%=0.31%
3.7 符合性判定
尺寸2.7mm为未注公差,查GB/T 1804—2000可知,其公差为±0.1mm,而投影比较法带来的最大测量误差为2.7×0.31%=0.0084mm,此误差为零件尺寸公差的1/12,因此可断定投影比较法完全满足零件测量准确度要求。
3.8 不确定度汇总统计
按照以上计算方法,对不同尺寸采用投影比较法检测的相对不确定度进行了汇总统计计算,以便现场零件检测时随时查询。表1是示例尺寸不确定度统计表。
表1投影比较法不同尺寸相对测量不确定度统计表(放大倍数:20×,线型0.18mm)

零件尺寸(mm)放大倍数带来的不确定度放大图绘制误差带来的不确定度放大图线宽带来的不确定度描图纸变形带来的不确定度合成不确定度扩展不确定度最大测量误差(mm)0 40 046%0 067%0 918%0 0075%0 922%1 81%0 007210 046%0 067%0 367%0 0075%0 376%0 74%0 00742 20 046%0 067%0 167%0 0075%0 186%0 36%0 00802 70 046%0 067%0 136%0 0075%0 159%0 31%0 00843 20 046%0 067%0 115%0 0075%0 141%0 28%0 008840 046%0 067%0 092%0 0075%0 123%0 24%0 0096
同时将公式固化在电子表格上,只要输入被测尺寸即可自动算出其相对不确定度和最大测量误差,为分析采用投影比较法测量提供了准确度保证依据,为现场零件检测判断提供了极大的便利。
4 结论
由于我厂生产的各型号产品簧片类零件品种较多,对适合采取投影比较法进行测量的簧片零件均设计绘制投影放大图,共绘制投影放大图40多种,试用后大部分都满足测量要求。经实际测量验证,提高了检测效率近10倍,效果良好,而且检测尺寸越多检测效率提高越明显。对于采取投影放大图比较方法测量总结了几点经验:
1)被测零件放大投影后的影像最好能完全在投影屏范围内,放大倍数的选择要求既能使影像清晰又能使影像在投影屏范围内;2)尽可能选择20倍的放大倍数,当零件尺寸较大,放大20倍无法满足时,也可采用10倍放大,但应先进行测量不确定度评估;3)绘制标准放大图的的线型一定采用细实线(以能看清楚为准,一般采用0.18、0.25线型),并采用半宽压线法对准零件轮廓,减少线宽带来的误差。
为方便管理,将这些标准放大图进行编号,装入文件袋,定期检查,发现破损、尺寸不合格及时更换,确保标准放大图的准确度符合要求。此方法有效解决了簧片类零件批量大,测量耗时的问题,非常适合车间检验一线使用。
[1]胡畅,等.智能化测量不确定度计算机辅助评定系统[J].计量技术,2011(10):65-70
[2]机械工业部标准化研究所编.形状和位置公差原理及应用.机械工业出版社出版,1983
[3]国家计量局量传处编.计量技术考核纲要.计量出版社,1981
[4]浙江省标准计量局编.长度计量.计量出版社,1984
[5]国家质量技术监督局.JJF 1059—1999《测量不确定度评定与表示》