毛化表面的三维表面形貌在线测量仪*
2014-03-22常素萍谢铁邦
辛 洪 常素萍 谢铁邦
(华中科技大学机械科学与工程学院,武汉 430074)
0 引言
钢板的毛化[1]能够改善冷轧钢板的冲压成形性、涂敷性和光亮度等性能,因此汽车车身、家电外壳等普遍采用毛化钢板。目前冷轧钢板的毛化技术主要有激光毛化、喷丸毛化和电火花毛化等,钢板的毛化表面受到冷轧辊的毛化、冷轧工艺过程的影响[2-3],因此控制冷轧辊和冷轧钢板的表面形貌有利于提高毛化钢板的生产质量和改进工艺过程。
工程表面形貌的测量主要采用触针式表面形貌测量仪,有电感式、激光干涉和光栅干涉式。电感式表面形貌测量仪是基于电感原理,测量范围只有±300μm;激光干涉和光栅干涉式利用干涉原理,测量范围可达几毫米,甚至几十毫米,测量分辨力可达纳米,是目前应用较广的测量仪器[4-6]。这些表面形貌测量仪可用来测量轧制工艺完成后的钢板的表面,可测量得到二维和三维的形貌;而轧辊的测量则多是用手持式粗糙度测量仪,只能测量得到简单二维粗糙度参数的评定值。由于毛化表面的形貌比较复杂,要从毛化结构的形状、高度和分布等多方面分析评定[7],来控制钢板的使用性能和工艺过程。因此需要便携式的大范围大量程高精度的表面形貌测量仪,能够在线测量钢板和轧辊的三维表面形貌。
本文根据毛化钢板和轧辊的表面形貌特点,研制出一台便携式、多功能的三维表面形貌测量仪,可进行在线测量钢板和冷轧辊的毛化表面形貌,进行毛化形貌的分析和评定。
1 仪器总体结构
便携式三维表面形貌仪器包括触针式测量传感器、光学测量系统,X-Y二维驱动机构、控制电路和软件,其结构示意图如图1所示。触针式测量传感器基于激光干涉原理,能够测量毛化表面形貌,进行表面特征的分析和评定。光学测量系统可得到被测表面的显微图像,用于分析毛化结构的分布规律。X-Y二维驱动机构采用共基面结构,可实现大面积高精度的测量。

图1 仪器总体结构示意图
计算机根据测量要求发送控制信号到控制箱,控制箱产生脉冲信号来驱动步进电机使工作台带动传感器作二维扫描运动。工件表面的形貌会引起传感器光信号的变化,激光干涉传感器的光信号由检测头转换为电信号,送入控制箱进行调整,然后传给计算机进行计数,得到位移值。在进行完接触式测量以后,可以将传感器替换为物镜与CCD,用来采集图像信号,传给计算机来显示图像。最后计算机根据采集得到的表面三维形貌计算相应参数。
2 测量传感器
测量传感器基于迈克尔逊干涉测长原理,如图2所示。

图2 传感器原理示意图
激光器发射的光束经过反射镜入射到分光镜的分光面上,分光面将入射激光束分成两束光a与b。测量光a入射到杠杆一端的角锥棱镜,在角锥棱镜里做了两次反射后,反射光c按照原路返回,回到分光镜的分光面上。参考光b同样也经过参考角锥棱镜,参考反射镜,然后原路返回,在分光镜的分光面处与测量光汇合产生干涉条纹。当触针在毛化表面上扫描时,表面形貌会使杠杆带动角锥棱镜上下移动,测量光路的光程就会发生变化使干涉条纹移动。
设触针位移值为Δx,干涉条纹由光电接收器转换为电信号,经过电路分析和处理,单片机对干涉条纹硬件四细分进行计数,计数值为N。触针位移值Δx则为
(1)
式中,k为杠杆比;l 为激光波长;θ为两路差分信号的相位差。
所使用激光器发出的激光波长为650nm,杠杆比例k为1:1。由式(1)知每移动一个干涉条纹,Δx变化650nm/4=162.5nm。在经过硬件四细分后通过12位A/D采样,分辨力可以达到大约5nm。
由于杠杆的非线性误差和角锥棱镜倾斜对光路带来的误差,杠杆只有在倾斜小角度范围内测量时,触针的实际位移值才会与计算值近似相等[8],在杠杆臂长为30mm时,触针的测量范围大约为±3mm。
3 二维扫描工作台
二维扫描工作台的关键结构由步进电机、滚珠丝杆、直线导轨、柔性联轴器、定位轴承和定位销组成,其实物图如图3所示。

1.步进电机;2.联轴器;3.滚珠丝杆;4.直线导轨;5.X向移动平台;6.Y向移动平台;7.手轮;8.传感器 ;9.光电检测头;10.触针
二维扫描工作台的精度直接影响到传感器的测量结果,为了减小二维扫描工作台在扫描过程中两副导轨因不共面而造成的误差,采用共基面式的安装方式来安放导轨,X-Y向运动保持在同一平面上。
单一方向上的运动由步进电机、滚珠丝杆和直线滚柱导轨协作完成。步进电机通过联轴器带动滚柱丝杆转动,丝杆属于细长轴,其轴线的直线度与丝杆的形状误差会导致滚柱丝杆螺母的摆动,从而影响到扫描工作台的直线度。为了降低其影响,滚柱丝杆螺母与直线导轨间的连接采用销的连接方式。这样扫描工作台的直线度主要取决于直线导轨的直线度,它在测量中的影响可以通过滤波技术去除。
步进电机的驱动脉冲数为10000ppm,滚珠丝杆的螺距为2mm,因此扫描工作台X-Y方向上的分辨力为0.2μm。毛化钢板或轧辊的毛化点直径一般为100~300μm,而毛化点的间距是毛化直径的1~5倍,多数情况下会在200~1000μm之间,水平扫描的分辨力为0.2μm能够满足测量要求。轧辊具有一定弧度,工作台测量范围为30mm×30mm,工作台在此扫描范围内,触针的起伏小,测量精度高。
4 仪器控制电路
仪器的控制电路总体上分为两大部分:测量信号的输入与电机控制信号的输出。为了适应仪器便携式的特点,仪器接口采用传输速率高,方便连接,具有即插即用特性的USB2.0接口。图4为控制电路的总体框图。
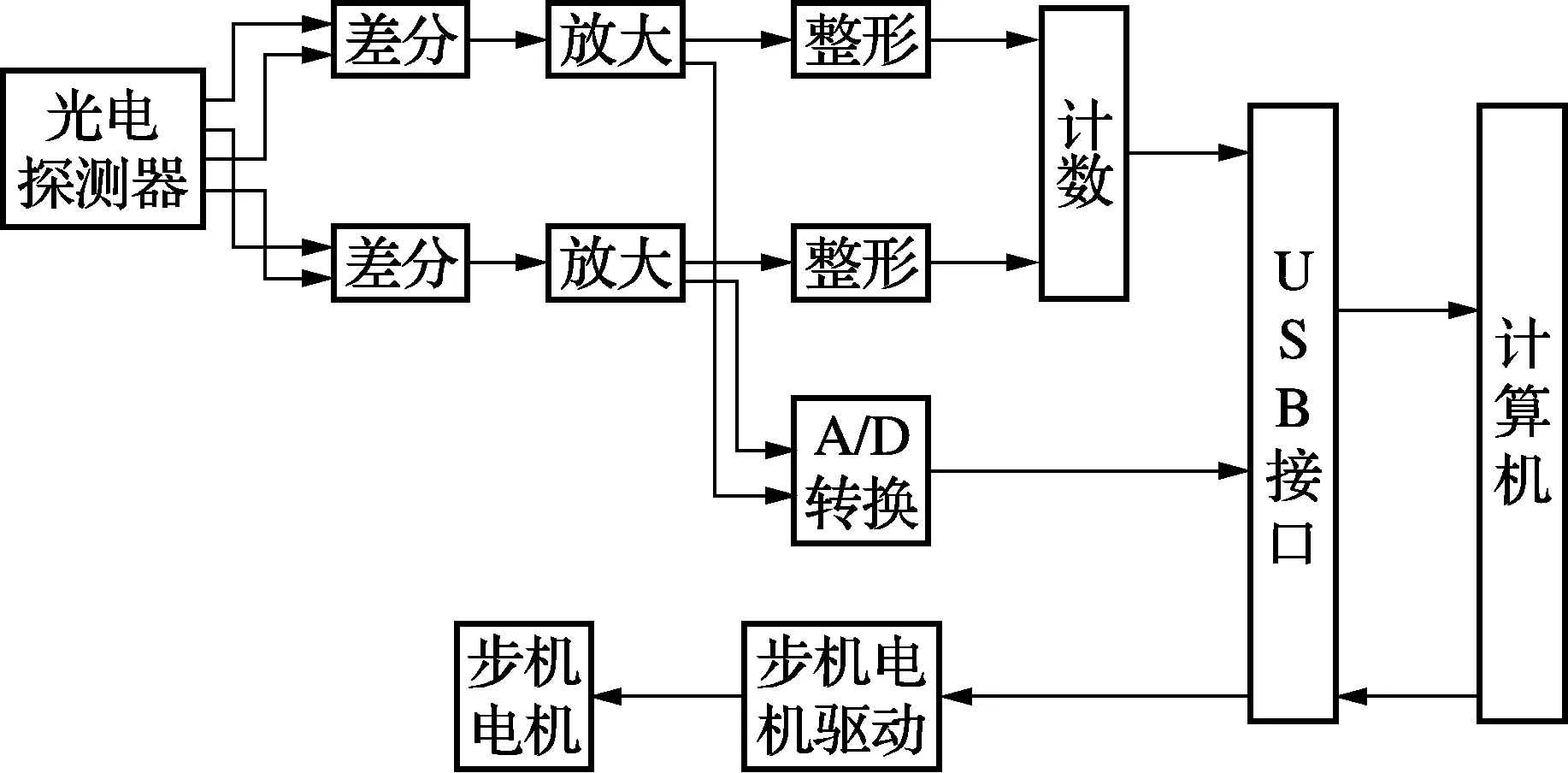
图4 控制电路框图
测量信号输入电路主要包括干涉条纹的变向、计数与细分。干涉条纹的光强由四个光电二极管转换为电信号,这种微弱的电信号里面掺杂着高频的噪声信号,需要用滤波器对信号进行高频滤波。滤波后的信号需要经过差分变为两路相位相差90°的正弦信号,在送入调理电路之前,需要用加法器来调整信号中的直流量,用放大器校正正弦信号的幅值,以保证李萨如圆的圆度并使中心保持在坐标原点。
在调理电路中,将上述的两路信号分别做整形处理与A/D转换处理。A/D转换后的两路数字信号直接通过USB接口送交计算机细分,而另一方面的整形,是用比较器将两路正弦信号整成方波信号,这两路的方波信号相位差也是90°,这样就可以根据两路信号的相位变化来判断方向,根据方波经过的周期数来计数,然后将得到的计数结果通过USB接口送交计算机。一个计数代表着光程差为1/4个波长,光程差不足1/4波长的部分可以通过软件细分来实现,再根据计算得到的光程差来推算出触针的位移值。
步进电机的驱动信号是脉冲信号,计算机根据需要走的行程及速度通过USB接口发出一定频率和数量的脉冲信号,送入步进电机驱动器来驱动步进电机。
5 测量应用
为了验证三维形貌测量仪测量精度,对中国计量院提供的Ra值为0.8的A06476标准矩形多刻线样板进行测量测试。图5为测量结果,Ra=0.817μm,重复测量误差0.017μm。
对毛化钢板进行了三维形貌测量试验, 图6为测量出的三维形貌图。对测量结果进行参数评定,轮廓算术平均偏差Ra=0.752μm,微观不平度十点高度Rz=4.429μm,轮廓最大高度Ry=4.564μm,轮廓微观不平度的平均间距Sm=0.153mm,轮廓的单峰平均间距S=0.270mm。

图5 标准多刻线样板的测量结果
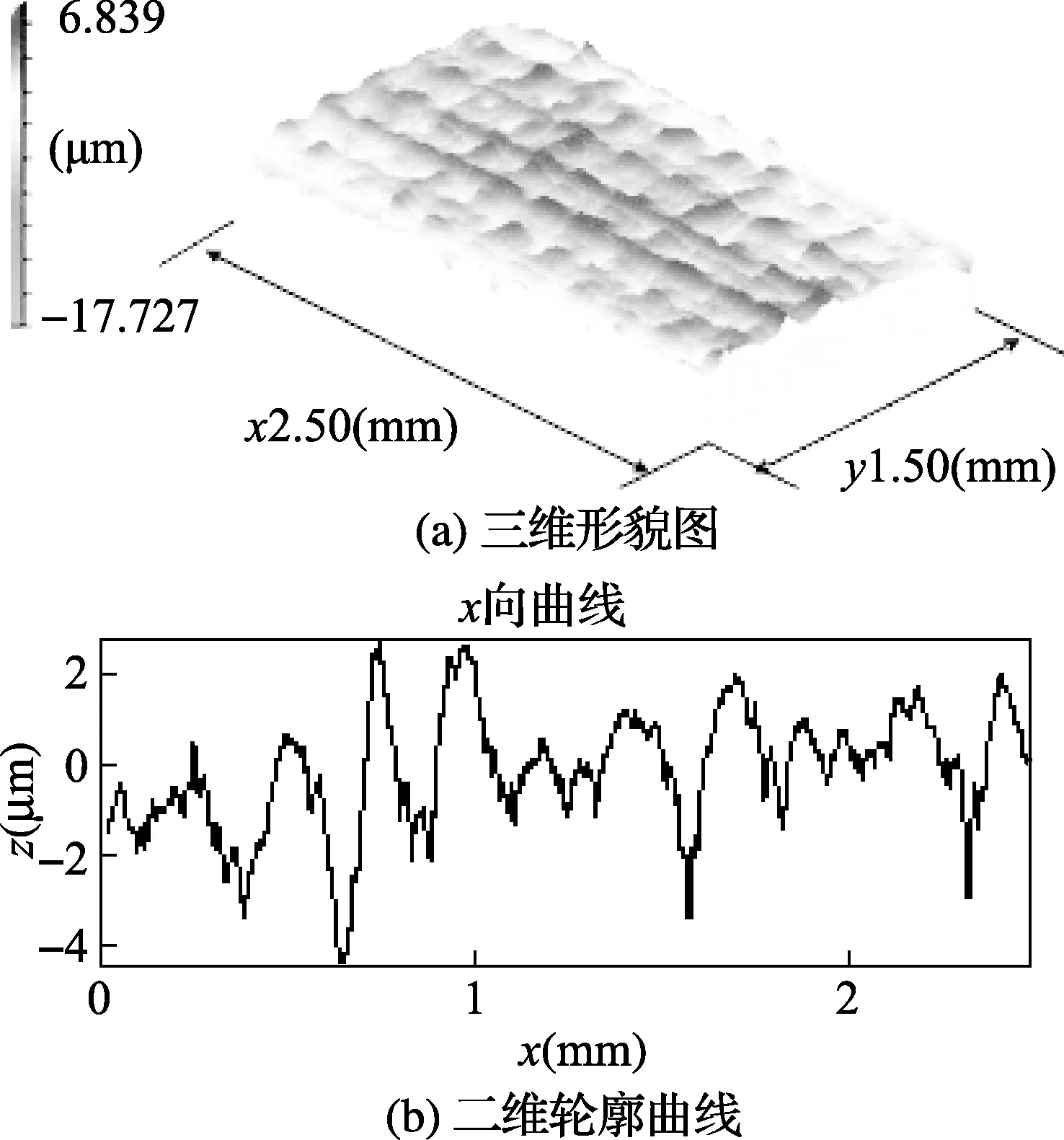
图6 毛化钢板测量图
毛化轧辊与毛化钢板的毛化点的排列具有纹理,一些特殊纹理通过接触式测量不容易测准,可通过图像法来观测,图7是在两倍放大的情况下观测到的图像,毛化点为横向直线型排列的纹理,毛化点的密度为14.8个/mm2。

图7 毛化钢板放大图像
6 结论
为了能够更全面有效的测量毛化表面的三维形貌,本文研制了便携式表面形貌测量仪,不仅能进行三维表面形貌的高精度大面积的测量,还可进行图像分析,能够从毛化结构的形状、高度和分布等多方面分析表面特性与钢板的使用性能、工艺参数等关系,从而控制毛化钢板的表面质量和生产过程。
[1]陈光南.激光毛化轧辊技术的特色与进展[J].力学与实践,2011(5): 79-85
[2]姚贵升.钢板表面形貌对冲压成形性能和油漆后外观质量的影响[J].宝钢技术,2001增刊:12-18
[3]钟如涛,王玉涛,黄治军.轧辊表面激光毛化技术及设备[J].激光杂志,2010,31(6):54-56
[4]孙艳玲,谢铁邦.激光干涉接触式轴承表面轮廓综合测量[J].轴承,2006(4): 33-36
[5]王生怀,杨旭东,谢铁邦.双衍射光栅位移传感器原理及应用[J].计量技术,2008,(6):7-10
[6]肖红,王选择,谢铁邦.一种用于测量曲面轮廓的表面粗糙度测量仪[J].计量技术,2004(8):15-17
[7]胡典章,张杰,吴长春,曹建国,郝建伟,汪磊川.毛化钢板表面形貌表征方法的研究[J].机械科学与技术,2006,25(7):817-820
[8]许婕,徐毅,叶孝佑.激光干涉仪非线性的测量[J].计量学报,2003,24(4):271-274