TC4钛合金钻削力和钻削温度仿真研究
2014-03-18田卫军李郁何扣芳
田卫军,李郁,何扣芳
(1.西北工业大学现代设计与集成制造技术教育部重点实验室,陕西西安710072;2.西北工业大学明德学院,陕西西安710124)
0 前言
钛合金材料以其良好的力学性能、抗腐蚀性能和抗高温氧化性能等特点广泛应用于航空、航天领域,但钛合金属于难加工材料,在加工过程中,具有弹性变形大、切削温度高、单位面积上切削力大等特点[1-2]。由于切削时钛屑和被切削表层易与刀具材料咬合,会产生严重的黏刀现象,容易引起刀具剧烈的黏接磨损。对钻削参数合理的选择,有助于提高刀具寿命。近年来国内外学者对TC4 钛合金的钻削进行了深入的研究。K SAKURAI 等[3-5]分别采用无涂层WC/Co 和TiAIN 涂层硬质合金钻头对TC4 进行了钻削研究;S SHARIFA 等[6]研究了TC4 的钻削参数对钻削力的影响。
文中以航空用TC4 钛合金为研究对象,采用有限元仿真的方法,开展钻削参数对TC4 钻削力和钻削温度影响的研究,建立了TC4 的三维钻削加工有限元模型;获得了不同参数下的铣削力和温度以及刀具上的温度场分布。该研究结果对提高钛合金的可钻削性具有一定的参考意义。
1 TC4 钛合金高速铣削过程仿真
1.1 工件材料
工件材料TC4 钛合金。TC4 钛合金化学成分组成如表1所示。其在室温/高温下的力学性能如表2所示。

表1 TC4 钛合金的化学成分(质量分数)%

表2 TC4 钛合金的力学性能[1]
1.2 仿真模型及加工条件
作者运用AdvantEdge FEM 有限元仿真软件进行钛合金钻削力和温度的仿真。刀具选择高速钢刀具,冷却条件为干切削,初始温度20 ℃。TC4 钛合金钻削力和钻削温度仿真模型如图1所示。
为了得到切削参数(钻头直径d、主轴转速n、进给量f)对钻削力和温度的影响规律,文中采用单因素方案进行仿真,各因素的设定又分3 水平,具体仿真参数及仿真结果如表3所示。
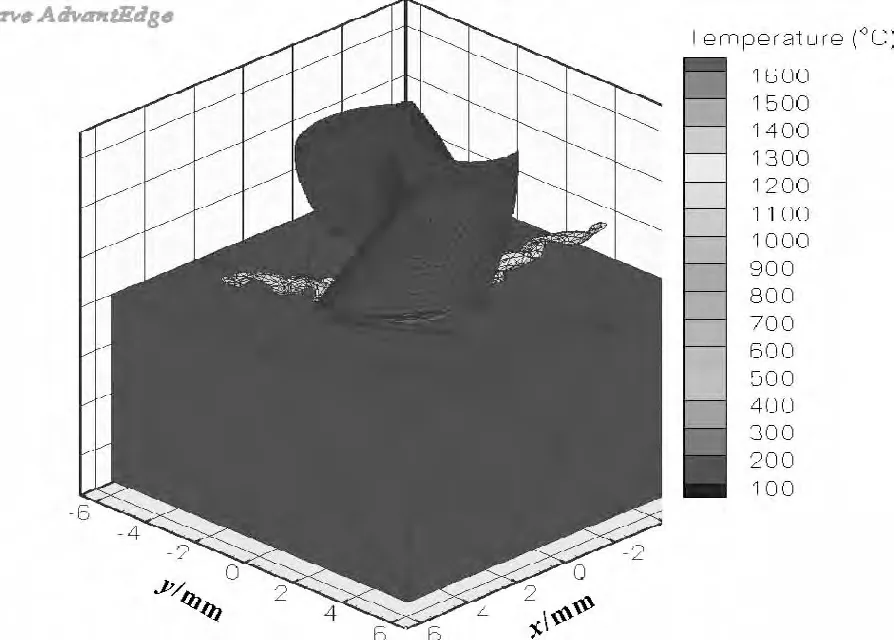
图1 钻削有限元模型
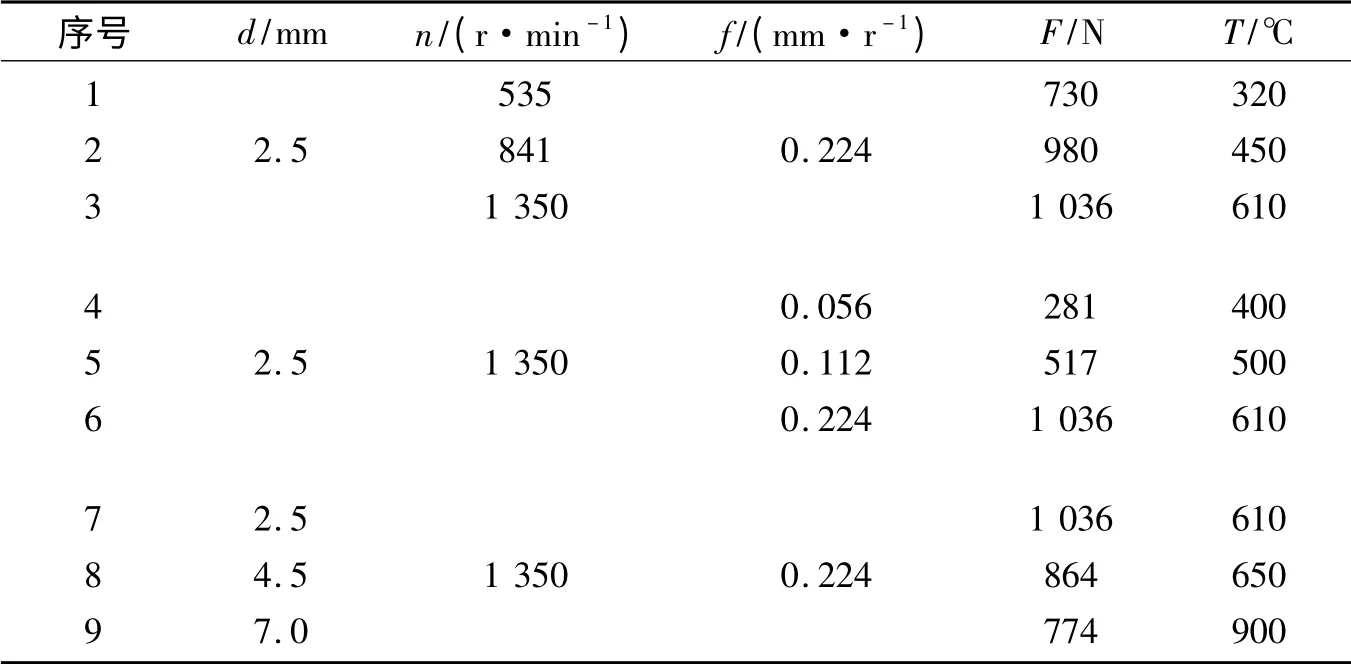
表3 TC4 钛合金钻削仿真参数及仿真结果
2 仿真结果分析
2.1 温度场分析
图2 为第9 组参数下为不同时刻工件和刀具上的温度场分布,从图中可以看出,由于切削时切削热大部分被切屑带走,切屑温度明显高于工件和刀具的温度。在切削的初期,刀具上温度场主要分布在切削刃上,随着切削的进行,热量向刀具内部扩散,温度场范围逐渐增大。

图2 不同时刻工件和刀具上的温度场分布(d=6.8 mm,n=1 350 r/min,f=0.6 mm/r)
2.2 钻削参数对轴向力和温度的影响
图3 为钻削参数对TC4 钛合金钻削轴向力和钻削温度的影响曲线图。图3(a)为主轴转速对钻削力和温度的影响曲线,从图中可以看出,随着主轴转速的增大,钻削力和温度都呈增大趋势。当主轴转速从535 r/min 增大到841 r/min 时,钻削力急剧地从730 N 增加到980 N;当主轴转速从841 r/min 增大到1 350 r/min 时,钻削力增加的趋势有所减缓,其变化范围为[980 N,1 360 N]。在仿真参数范围内,随着主轴转速的增加,钻削温度呈线性增加,其变化范围为[320 ℃,610 ℃]。
图3(b)为进给量对轴向力和温度的影响曲线,从图中可以看出,随着主轴转速的增大,轴向力和温度都呈增大趋势。当进给量从0.056 mm/r 增大到0.224 mm/r 时,轴向力线性从218 N 增加到1 036 N。这是因为进给量增大,切削厚度增大,轴向力随之增加。当进给量从0.056 mm/r 增大到0.112 mm/r 时,钻削温度线性从400 ℃增大到500 ℃;当进给量从0.112 mm/r 增大到0.224 mm/r 时,钻削温度增加趋势减缓,其变化范围为[500 ℃,610 ℃]。
图3(c)为钻头直径对轴向力和温度的影响曲线,从图中可以看出,随着主轴转速的增大,轴向力呈减小趋势,钻削温度增大趋势。当钻头直径从2.5 mm 增加到7.0 mm 时,钻削力变化范围为[1 036 N,774 N]。当钻头直径从2.5 mm 增加到4.5 mm 时,钻削温度从610 ℃缓慢增加到650 ℃;当钻头直径从4.5 mm 增加到7.0 mm 时,钻削温度急剧增加,其变化范围为[650 ℃,900 ℃]。
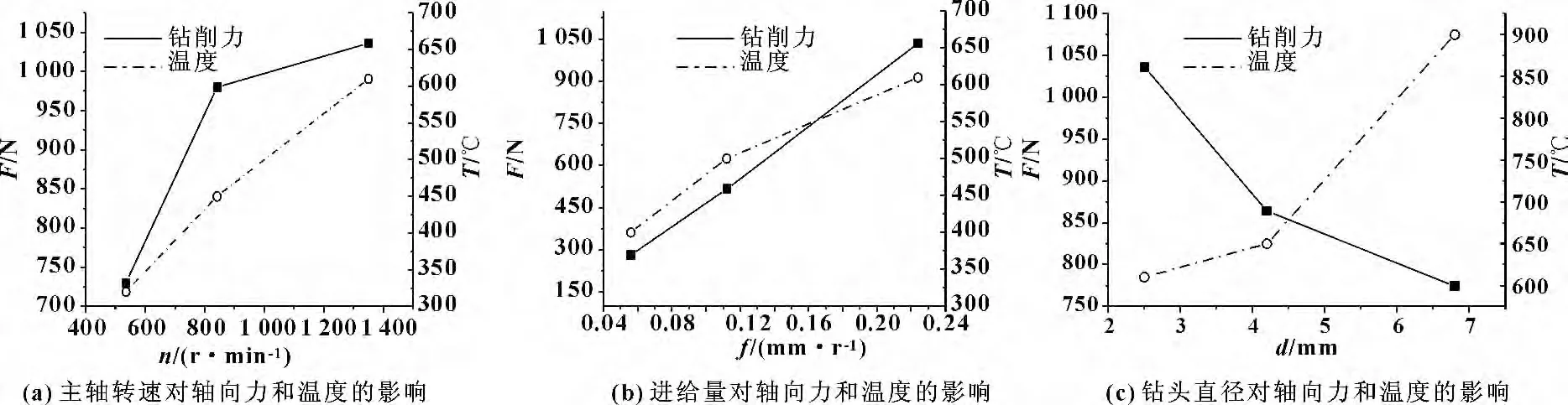
图3 钻削参数对轴向力和温度的影响
3 结论
通过对TC4 钛合金钻削过程的有限元仿真与分析,可以得到以下结论:
(1)钻削过程中,切屑上的温度最高,随着切削的进行,热量向刀具内部扩散;
(2)钻削力对进给量的变化最敏感,其次是主轴转速,对钻头直径的变化最不敏感。钻削力随着主轴转速和进给量的增加而增大;随着钻头直径的增大而减小。
(3)钻削温度对钻头直径的变化最敏感,其次是主轴转速,对进给量的变化最不敏感。钻削温度随着主轴转速、进给量和钻头直径的的增加而增大。
[1]张春江.钛合金切削加工技术EM3[M].西安:西北工业大学出版社,1986:22-24.
[2]陈克越.钛、钛合金与钛合金制品生产新技术新工艺流程及质量检验新标准实用手册[M].银川:宁夏大地音像出版社,2005:229-265.
[3]SAKURAI K,ADACHI K,OGAWA K,et al.Drilling of Ti-6Al-4V alloy[J].Keikinzoku/J.Jpn.Inst.Light Met.,1992,42:389-394.
[4]SAKURAI K,ADACHI K,OGAWA K.Low Frequency Vibratory Dilling of Ti-6A1-4V Alloy[J].Keikinzoku/J.Jpn.Inst.Light Met,1992,42:633-637.
[5]SAKURAI K,ADACHI K,KAMEKAWA T,et al.Intemittently Decelerated Feed Drilling 0f Ti-6Al-4V Alloy[J].Keikinzoku/J.Jpn.Inst.Light Met.,1996.46:138-143.
[6]SHARIFA S,RAHIM E A.Perfonnance of Coated-and Uncoated Carbide Tools When Drilling Titanium Allay Tl-6AI-4V[J].Journal of Materials Processsing Technology,2007,185:72-76.