基于FANUC0iTD和GSK工业机器人柔性制造单元的设计
2014-03-18程智勇李晓娟陈华龙张晓东
程智勇,李晓娟,陈华龙,张晓东
(1.广州铁路职业技术学院机电学院,广东广州510430;2.广州数控设备有限公司技术研究室,广东广州510000)
0 前言
机械自动化技术从20世纪20年代首先在机械制造冷加工大批量生产过程中开始发展应用,尤其是当时的汽车工业和军工行业,大量采用自动化加工。由于技术水平和其他多种原因,当年的自动化生产线大多是以专用机床为主的组合体,柔性很差,或者基本没有,只有个别工件部分工序实现有限柔性的自动加工,而且这种定义的制造系统也与当代大多数企业的实际情况不相容。
然而,随着人工成本的上涨、工作环境的改变和多元化的市场竞争,各企业面临着重重压力。金融危机以来,依靠传统劳动密集型来维系的“中国制造”已难以为继。目前国内产业链要逐步升级,自动化是一种必然趋势。在机械制造行业中应用自动化技术,实现加工对象的连续自动生产,优化高效的自动生产过程,加快生产投入设备、加工工件变换和流动速度。
目前,在金属切削加工中,我国现阶段在产品数量较大的同类产品连续流水作业生产线中,自动化设备仍然是半自动机床、自动机床、组合机床、送料机构组成的自动化生产线,这些自动化生产线柔性差、效率低。因此,作者基于FANUC0iTD 和工业机器人设计柔性制造单元,应用于柔性自动化加工生产线,可广泛用于盘类、轴类及箱体类的自动化加工中,具有普遍意义,有很大的经济实用性。
1 零件的加工要求及柔性制造单元的技术要求
随着数控技术的不断发展,数控机床发展为组建柔性金属切削加工自动化柔性制作单元提供了可靠的保证。以下以某校生产小轴类零件为例介绍柔性制造单元的结构及控制原理。
1.1 零件的加工要求
零件图,如图1所示。小轴零件需在数控车床加工完成,零件材料为45 钢,毛坯直径为φ30 实心棒料,毛坯长度为90 mm,单件生产,无热处理要求。

图1 小轴零件图
小轴零件加工工艺有两道工序,第一道工序:数控车床上平端面、车外圆、螺纹、切槽、倒角。第二道工序:数控铣床夹持直径28 mm 外圆,以螺纹端面定位,铣端面保证长度尺寸60 mm。
1.2 柔性制造单元的技术要求
根据零件的技术要求,为此提出柔性制造单元的技术要求如下:
(1)工业机器人夹具夹持一个零件。
(2)机器人在断电、断气时,机器人所抓工件不能松开或脱落。
(3)机器人送料,取料动作要确保正确、到位,卡爪夹持工件不能造成工件损伤。
(4)工业机器人夹具具有位置感应开关。
(5)工业机器人上下料位必须在机器人运动范围之内。
(6)控制系统具有软/硬限位,控制异常、急停等故障显示和报警功能。
2 柔性制造单元的结构组成
2.1 柔性制造单元的设备结构
对于小轴的加工,其第一道工序采用一台数控车床,配FANUC0iTD 数控车床系统、一个成品料架及一台GSK 工业机器人,柔性制造单元整体布局如图2所示。
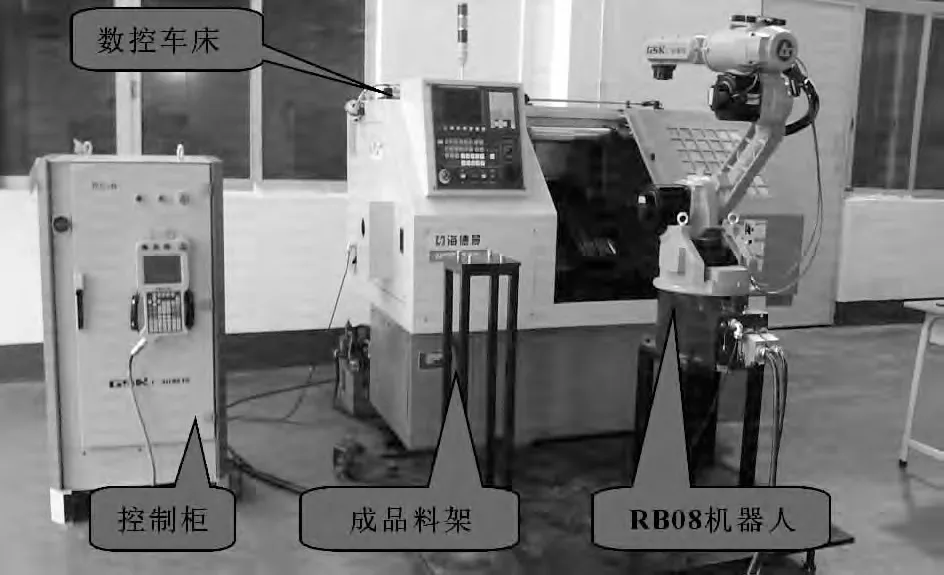
图2 整体布局图
数控车床的防护门采用行程500 mm 双作用气缸做执行元件,实现防护门自动开门和自动关门,气缸上有两个感应式传感器,工作时将感应信号传给机器人,机器人控制系统将信号接收、处理后再与FANUC0iTD 数控车床系统实施信号交换。
机器人装有一副气动手爪,用于抓取和安装工件,手爪上均有两个感应式传感器,工作时将感应信号传送给机器人,使机器人能准确、可靠地完成预定动作。
2.2 柔性制造单元控制原理和控制方式
此柔性制造单元分为三个控制子单元,分别是一台FANUC0iTD 系统的数控车床,一台GSK 工业机器人,一个物料架单元。每完成一个动作或运行完一段程序,各相关控制子单元之间必须有相应的信号与机器人控制系统或者FANUC0iTD 数控系统相互连接传输,电气控制的原则是环环相连,控制逻辑合理正确。
柔性制造单元交互对象的控制流程如下:
物料仓送物料→机器人→数控车床→机器人→成品物料架。
柔性制造单元交互对象交互控制描述如下:
如果各设备都处于正常运行状态,则启动工业机器人,工业机器人检测到数控车床处于空闲且准备就绪状态,则从物料仓搬运工件给数控车床,运行至车床门前,检测数控车床防护门是否打开到位,给数控车床上料,完成退出,工业机器人启动FANUC0iTD数控车床系统循环启动按钮,车床开始加工;工业机器人在物料架取料后运行至车床门前,待车床准备就绪后开始取加工完成件,然后上料,完成后退出,工业机器人启动FANUC0iTD 数控车床系统循环启动按钮,车床开始加工;工业机器人将车床加工完成工件放置在成品物料架……以此类推,循环往复工作。
2.3 柔性制造单元电气控制系统方案设计
机器人与机床对接信号主要分为两部分:
机器人→机床:主要有自动门打开、自动门关闭、液压卡盘打开、液压卡盘关闭、循环启动信号。其IO 信号定义表见表1。
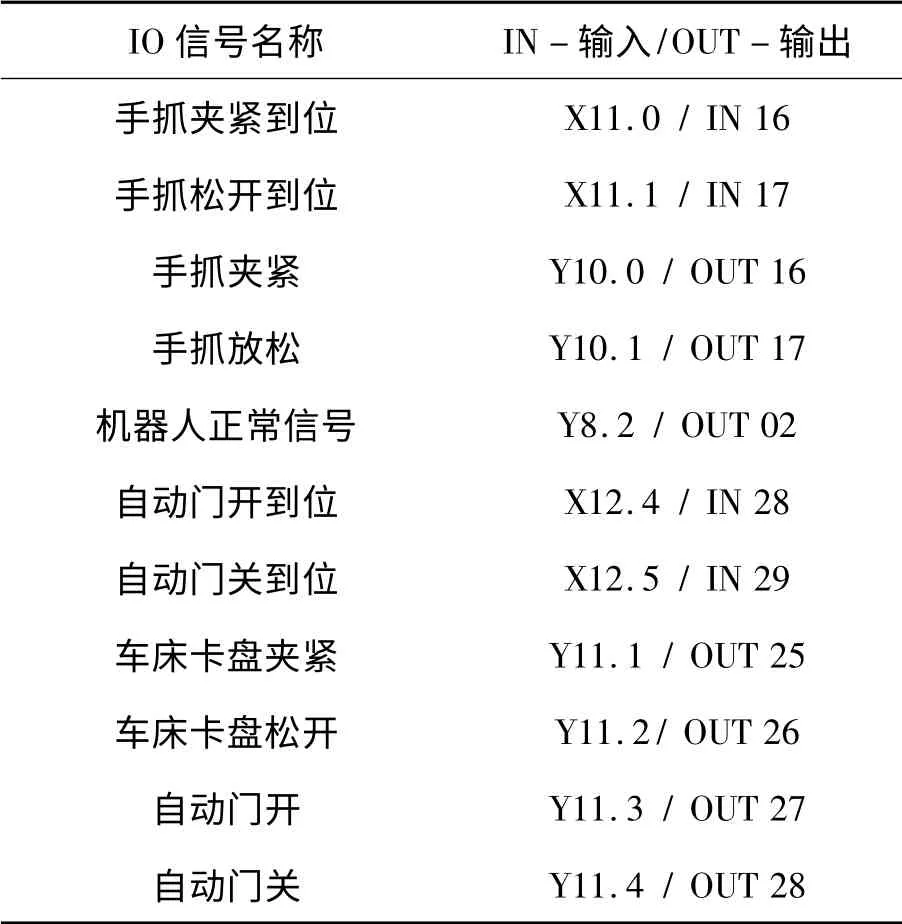
表1 机器人到数控车床IO 信号定义表
机床→机器人:主要有自动门打开到位、自动门关闭到位、液压卡盘打开到位、液压卡盘关闭到位、机床准备好、主轴零速信号。其IO 信号定义表见表2。
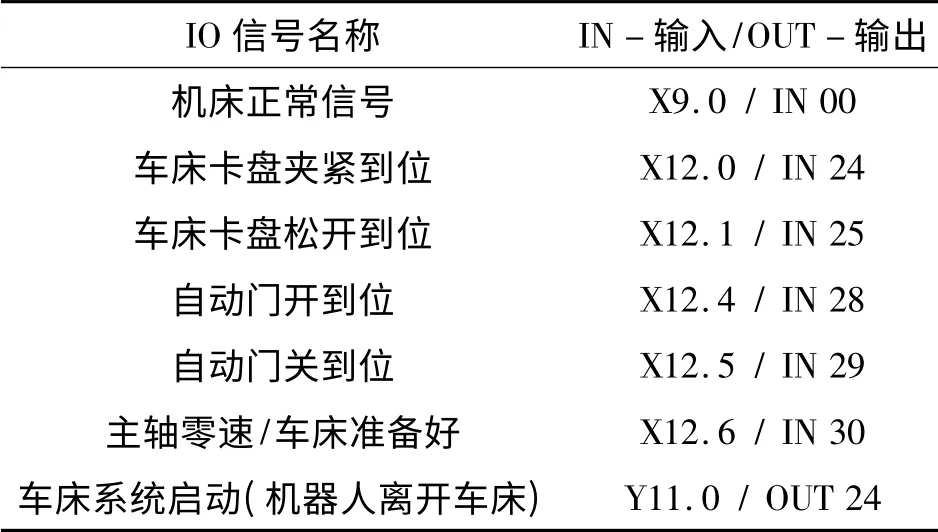
表2 机床到机器人IO 信号定义表
2.3.1 柔性制造单元的电路设计
GSK 工业机器人机器人与FANUC0iTD 数控车床系统输入信号进行联机通信的电路设计,如图3所示。图3 信号定义:自动门打开到位、自动门关闭到位、机器人手爪打开到位、机器人手爪关闭到位、卡盘打开到位、卡盘关闭到位。
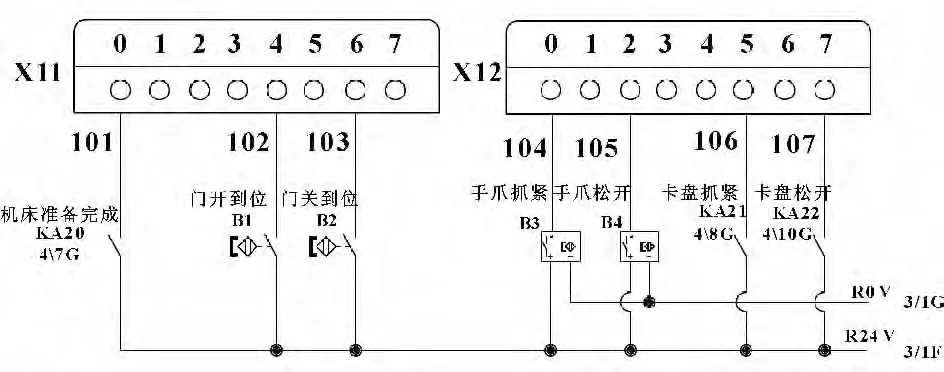
图3 GSK 工业机器人机器人与FANUC0iTD数控车床系统输入信号
GSK 工业机器人机器人与FANUC0iTD 数控车床系统输出信号进行联机通信的电路设计,如图4所示。图4 信号定义:自动门打开、自动门关闭、机器人手爪打开、机器人手爪关闭、卡盘打开、卡盘关闭、车床系统启动。
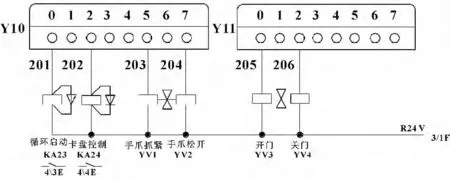
图4 GSK 工业机器人机器人与FANUC0iTD数控车床系统输出信号
FANUC0iTD 数控车床系统输入、输出信号如图5所示。
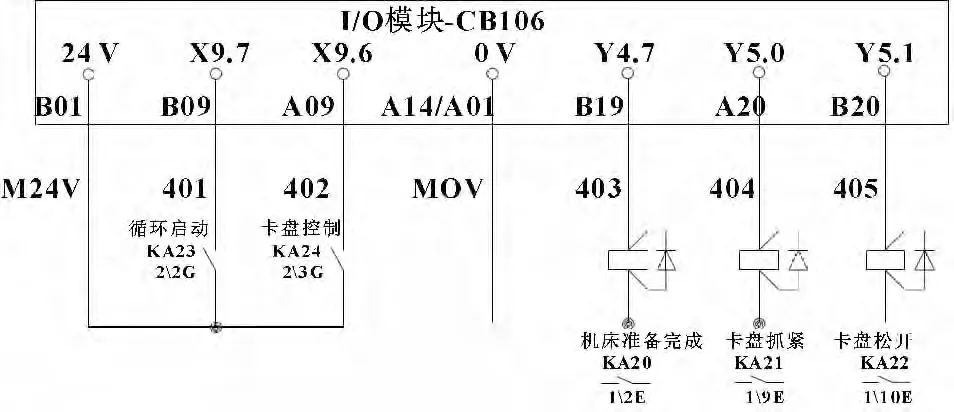
图5 FANUC0iTD 数控车床系统输入、输出信号
图5 信号定义:机床准备完成、循环启动、卡盘打开、卡盘关闭。
2.3.2 修改或增加FANUC0iTD 数车床控制系统PMC 程序
FANUC0iTD 数车床控制系统准备完成信号,需要判断数控机床没有急停、限位报警(X8.4)、主轴停止和程序结束(R130.0)、卡盘夹紧工件(R197.0)、自动方式就绪(F3.5),修改或增加FANUC0iTD 数车床控制系统PMC 程序,如图6所示。
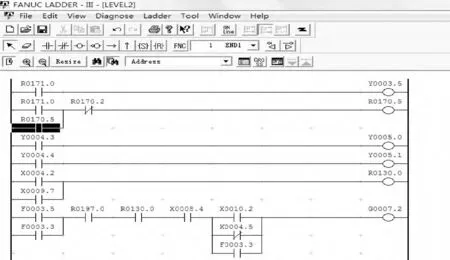
图6 修改或增加FANUC0iTD 数车床控制系统PMC 程序
3 结束语
基于FANUC0iTD 和工业机器人柔性制造单元,不但把工人从繁重的、大量重复的劳动中解放出来,而且提高生产效率,产品加工质量也不会受操作者主观因素的影响而产生优劣,并且适用于轴类、盘类及箱体类零件的自动化加工,具有巨大的社会效益。
总之,该柔性制造单元的创新点在于将日本FANUC0iTD 数控车床系统、GSK 工业机器人、物料架有效地整合在一起,各设备之间联机通信准确、可靠地实现了自动化生产和自动化管理,具有很大实用性和社会经济价值。
[1]张效祖.工业机器人的现状与发展趋势[J].世界制造技术与装备市场.2004(5).33-36.
[2]KARLSSON Jan.Robot Investments Surge To Record Levels[M].United Nations Economic Commission for Europe.Press Release ECE/STAT/05/P01.Geneva,4 February 2005.
[3]UNECE issues its 2004 World Robotics survey[R].United Nations Economic Commission for Europe.Press Release ECE/STAT/04/P01 Geneva,20 October 2004.
[4]杜志俊.工业机器人的应用及发展趋势[J].机械工程师,2002(5):8-10.
[5]http://www.ximatou.com/xinxi/show_1985823.html.
[6]丁涛.浅析FANUC 工业机器人伺服控制系统结构、原理及其机械维护[J].机器人技术与应用,2004(5):20-26.
[7]张兴国.徐海黎.FANUC M-6iB 型工业机器人结构及运动学分析[J].南通大学学报:自然科学版,2009(3):15-23.
[8]毕鲁雁;刘立生.基于RTX 的工业机器人控制系统设计与实现[J].组合机床与自动化加工技术,2013(3):25-33.
[9]姚志良.工业机器人的三种新的控制技术[J].组合机床与自动化加工技术,1995(2):15-23.