氧氯化锆生产中锆的物料平衡
2014-03-18郭树军董雪平
郭树军 董雪平
(全南晶环科技有限责任公司,江西 全南 341800)
引言
氧氯化锆是制备锆化合物的一种重要的中间产品,其锆化合物已被广泛应用于实际生活中,锆英砂制备氧氯化锆有四种方法:两酸两碱、一酸一碱、石灰法、氯化法[1]。其中两酸两碱已不被企业采用,一酸一碱成为生产的主流。
物料平衡分析需要认真做好两件事:一是获取准确、真实的数据;应重点在正常工况下全部的输入、输出物流进行实测,包括原料、辅料、水、产品、中间产品及废弃物等。二是对物料平衡分析要深入、细致,针对每一个流失的部位,生产线人员应该进一步查勘现场,并与实际操作人员交流,从影响生产过程的八个方面(原辅材料和能源、技术工艺、设备、过程控制、产品、废弃物、管理、员工)来进行深入分析,找出产生原因[2]。物料平衡中的关键技术包括平衡对象、平衡数据、平衡图、和平衡结果分析[3]。
本文结合作者从事氧氯化锆的生产经验,利用氧氯化锆生产过程中锆元素的物料平衡,找到锆流失产生损失的方向,找出企业生产过程中存在的问题,挖掘企业的潜力。
1 氧氯化锆生产工艺简介
以氧氯化锆生产过程中的氧化锆的流失的方向做
工艺流程图;从工艺流程图[4]中可以明确锆损失的流失去向。有六个出口,别是:一次碱液、二次碱液、转型水、硅渣、未熔砂、三次废酸;具体见图1。
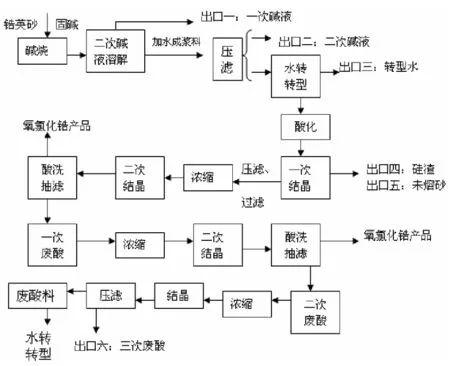
图1 氧氯化锆工艺流程图
2 锆含量分布情况
在对生产线各类数据进行统计分析、综合整理的基础上,以及对生产线锆元素出口的样品进行取样分析,并对氧氯化锆生产进行了锆含量的物料衡算(以氧化锆的形式)。锆含量平衡的数据如下表:

表1 锆合量物科平衡表其中的锆量单位吨
投入≈产量+硅渣-废酸+一次碱+二次碱+转型水+未溶砂
100%≈91.02%+2.07%+1.35%+0.71%+0.45%+1.15%+1.50%=98.25%
左边和右边的数据有差异,相差1.75%的原因:一是在检测锆量的过程中左边只需1次,而右边需要7次;由于检测的结果比真实值偏小;7次的检测值累计误差会有一定的影响;所以导致右边偏小。二是生产过程中存在跑冒滴漏现象,导致的过程损耗;但过程损耗的总量应该比122.28t小。三是在出口处还含有未计算出来的量。
通过将获取的物料平衡数据,用物料平衡图的形式表现出来,可以更为直观的了解生产过程中物料的流向,同时发现物料损失的环境,从而找到产生锆损失的环节和部位。可直接采用黑箱图表现生产工艺过程,绘制物料平衡图,如图2。
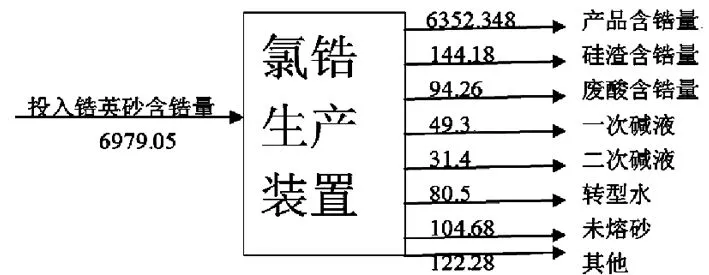
图2 锆平衡图(单位:吨)
3 结果分析和讨论
3.1 结果分析
通过氯锆生产装置,投入6979.05t,有效转化为氧氯化锆(含氧化锆量)6352.348,转化率为91.02%;未被有效转化为产品氧氯化锆中的锆量为626.71t。

表2 吾去向的锆量单位/吨、以及占剩亲锆量的百分率
剩余的锆量共计:626.71t;根据物料平衡可以计算出占未利用锆量的比例如表2;更为直观的形式见图3。
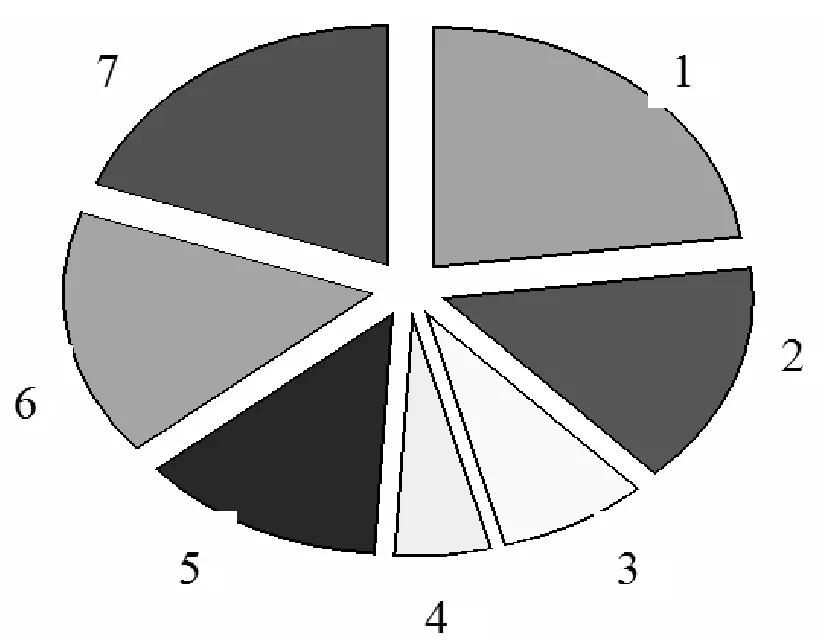
图3 各去向的锆量占剩余锆量的百分率
从图和表中可见,未利用的锆量大部分以硅渣的形式转化为固体废物,占 23.01%;以废酸和转型水形式随废水排走占27.89 %,应是关注的重点;以未熔砂的形式排走占16.7 %;以一次碱液和二次碱液形式排走占12.89%;其他部分占19.51 %,但生产过程中的跑冒滴漏的损耗应该比这个数值要低。通过锆元素物料平衡的分析,发现重点物料流失的环节、找到产生废弃物原因、生产运行、管理以及排放等方面的基本问题。
3.2 结果讨论以及降低锆量损失的对策
(1)硅渣形式带走锆量
一次结晶后,水熔压滤后的硅渣会吸附氧氯化锆,在弃置硅渣之前,需对其进行充分洗涤,降低硅渣中的含锆量,防止锆被硅渣带走。
(2)废酸形式带走锆量
废酸产生来源是生产陶瓷料的过程。在一次废酸浓缩过程中掺入水溶液的量,应该根据质量和成本分析的平衡来定。掺少了,可能一次废酸不好浓缩,以及陶瓷料的质量不佳;掺多了,可能会产生更多的三次废酸;而带走更多的锆量,产生锆量的流失。
(3)一次碱液、二次碱液、转型水带走锆含量
理论上这三个出口处是不会带走锆量的,而且在现场取样实测的过程中,有过转型水中未测出含锆的样品;但是在实践生产操作的过程中这三个出口带走锆占未利用锆量的比例为25.74%,原因:是由于压滤机滤布的破损漏料而产生。做物料平衡的过程中,对车间生产原始记录表进行了统计分析:用于压一次碱液的压滤机换烂布59次,平均9.8次/月(水洗压滤机换布44次、转型压滤机换布41次);一次液碱滤布使用寿命较短原因是过滤温度较高70-80℃,员工从发现滤液浑浊有滤布烂漏料,到换布需要一个过程;因为即使发现漏,但是哪块布漏较难发现。解决的措施是:①提高滤布的质量;②提高员工的技能;③增强员工的责任心。发现滤布有漏必须及时进行更换,防止锆量的流失。
(4)未熔砂带走锆量
对未熔砂带走锆量关键的控制点是碱烧的工艺过程控制。从检测的烧结料的分解率来看,如果分解率较高,未熔砂带走的锆量会降低。
(5)其他部分锆量损耗
这部分锆量含122.28吨;①累计误差带来的;②过程损耗;③未知部分,不可测算或是推算。
(6)物料平衡的控制难点
①物料的监测和控制设备
有些地方没有流量计,只有根据经验值和相关联的其他报表的数据进行推算。
②控制的手段和方法
平时对基础数据收集的不多,或者不知需收集哪些数据;或是收集的数据不知如何去有效的利用并指导生产。
③企业管理水平的限制
管理水平有待提高的地方有:员工的熟练程度;培训制度;员工的责任心;现场管理水平。从企业长远发展角度看;必须改进管理,避免各种无形损失;应将车间管理工作细化、量化,做到职责分明又协调一致;尤其是水转工序加强巡回检查,因为这里滤布破损、员工的技能和责任心的原因,会带来25.74%的损失(占未利用的锆量)。
4 结语
建立了锆的物料平衡,发现锆流失的重点环节,找出了锆流失的原因。在深入分析物料平衡的基础上,对锆量流失的各去向进行了量化。对压滤机滤布的使用过程,应该进行统计基础数据;使用质量较好的滤布;生产过程中应提高员工的技能和责任心,如果发现有漏,应尽快找到破损的滤布并及时更换,减少损失带来的浪费。为加强企业管理,改善工艺,推动技术进步,找到了突破口。
[1]罗方承,吴传官,杨勇,等.10000吨氧氯化锆生产工艺的改进研究和经济效益分析[J].矿产与地质,2001,15(Z1):535-539.
[2]张新华,田珺.物料平衡分析在形成清洁生产审核方案中的应用[J].污染防治技术,2012,25(2)34-37.
[3]刘刚,陈玉成.清洁生产审核过程中的物料平衡技术与方法探讨[J].三峡环境与生态,2011,33(2)38-42.
[4]郭树军,董雪平.一酸一碱法氧氯化锆生产工艺进展[J].江西化工.2013(22-25).
